Hust CNC Mill G90 Koordinat Mutlak G91 Contoh Koordinat Inkremental
Contoh program G-code dasar sederhana Hust CNC, yang menunjukkan perbedaan antara Koordinat Absolut G90 &Koordinat Inkremental G91.
Tutorial ini juga berlaku pada sebagian besar kontrol cnc Fanuc.
Ini adalah sumber yang bagus untuk teknisi cnc tingkat pemula dan pemrogram cnc untuk memahami perbedaan antara G90 dan G91.
Pada Kontrol Pabrik CNC Hust
Kode G90 G digunakan untuk Koordinat Absolut
Kode G91 G digunakan untuk Koordinat Inkremental.
Koordinat Absolut G90
Asal (Titik Nol Benda Kerja) adalah referensi. Koordinat semua titik yang menjelaskan bentuk benda kerja (bagian mesin) dihitung dari titik asal.
Koordinat Inkremental G91
Koordinat semua titik yang menjelaskan bentuk benda kerja (bagian mesin) dihitung dari titik akhir blok sebelumnya.
Fleksibilitas CNC Cepat
Koordinat Absolut G90
Dalam mode Koordinat Absolut G90
X digunakan untuk pergerakan Absolut sumbu X.
Y digunakan untuk pergerakan Absolut sumbu Y.
Z digunakan untuk pergerakan Absolut sumbu Z.
Namun dalam mode Koordinat Absolut G90 U, V, W dapat digunakan untuk perintah gerakan inkremental sumbu
U digunakan untuk gerakan inkremental sumbu X.
V digunakan untuk gerakan inkremental sumbu Y.
W digunakan untuk gerakan inkremental sumbu Z.
Jadi singkatnya jika Anda bekerja dalam mode Koordinat Absolut G90 maka jika Anda mau, Anda dapat membuat gerakan Inkremental dengan menggunakan U, V, W.
Jadi tidak perlu menggunakan perintah G-Code Koordinat Inkremental G91.
Koordinat Inkremental G91
Dalam mode Koordinat Inkremental G91
X digunakan untuk gerakan Inkremental sumbu X.
Y digunakan untuk gerakan Inkremental sumbu Y.
Z digunakan untuk gerakan Inkremental sumbu Z
Dalam mode Koordinat Inkremental G91 U, V, W tidak dapat digunakan.
Contoh Program CNC
Hust CNC Mill G90 Absolute Coordinates Contoh Koordinat Inkremental G91
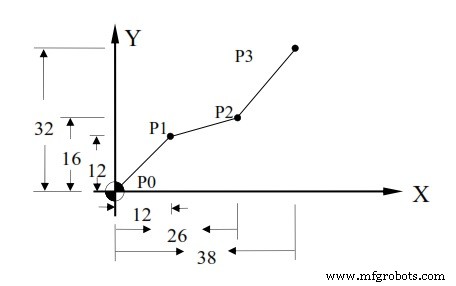
Koordinat Absolut G90
N10 G00 X0.000 Y0.000 Position to work origin
N20 G90 Set program to absolute value
N30 G1 X12.000 Y12.000 F300.00 P0 to P1
N40 X26.000 Y16.000 P0 to P2
N50 X38.000 Y32.000 P2 to P3
N60 M2
Koordinat Inkremental G91
N10 G00 X0.000 Y0.000 Position to work origin
N20 G91 Set program to increment value
N30 G1 X12.000 Y12.000 F300.00 P0 to P1
N40 X14.000 Y4.000 P0 to P2
N50 X12.000 Y16.000 P2 to P3
N60 M2
Koordinat Absolut G90
N10 G00 X0.000 Y0.000 Position to work origin
N20 G1 U12.000 V12.000 F300.00 P0 to P1
N30 U14.000 V4.000 P1 to P2
N40 U12.000 V16.000 P2 to P3
N60 M2
Penggunaan Campuran
N10 G00 X0.000 Y0.000 Position to work origin
N30 G1 U12.000 V12.000 F300.00 P0 to P1
N40 X26.000 V4.000 P1 to P2
N50 X38.000 V16.000 P2 to P3
N60 M2
Atau
N10 G00 X0.000 Y0.000 Position to work origin
N30 G1 U12.000 V12.000 F300.00 P0 to P1
N40 U14.000 Y16.000 P1 to P2
N50 U12.000 Y32.000 P2 to P3
N60 M2


