Siklus Pengeboran G81 – Ulangi Pengeboran dalam Kode Contoh Mode Inkremental G91
Contoh program cnc ini menjelaskan penggunaan G81 Drilling cycle tetapi kali ini alat tidak diposisikan dengan cara biasa (G90 absolute programming mode) tetapi kali ini G91 Incremental Programming Mode yang digunakan.
Kode contoh pemrograman ini juga menjelaskan penggunaan parameter siklus pengeboran G81 K (jumlah pengulangan), yang biasanya tidak digunakan.
Format Siklus Pengeboran G81
G81 X_ Y_ Z_ R_ F_ K_;
X_ Y_:Data posisi lubang
Z_ :Kedalaman Z (pahat akan bergerak dengan umpan ke kedalaman Z mulai dari bidang R)
R_ :Jarak dari level awal ke level titik R
F_ :Memotong laju gerak makan
K_ :Jumlah pengulangan (jika diperlukan)
Parameter siklus pengeboran G81 K (jumlah pengulangan). Pada kontrol cnc yang berbeda, parameter ini memiliki penetapan huruf yang berbeda seperti aktif,
- Fanuc menggunakan huruf K untuk jumlah pengulangan.
- Haas CNC menggunakan huruf L untuk jumlah pengulangan.
- Fagor CNC Control menggunakan huruf N untuk jumlah pengulangan.
Gerakan inkremental dalam siklus terekam sering kali berguna sebagai hitungan putaran, yang dapat digunakan untuk mengulang operasi dengan gerakan inkremental X atau Y di antara setiap siklus.
Siklus Pengeboran Kode CNC G81 dengan Pemrograman Tambahan G91
Siklus Pengeboran G81 – Pengeboran Ulang dalam Kode Contoh Mode Inkremental G91
N10 T1 M6
N20 G00 G90 X0 Y0 Z0
N30 S1450 M03
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
N50 G98 G90 G00 X500 Y500
N60 G80
N70 G90 X0 Y0
N80 M30
Penjelasan
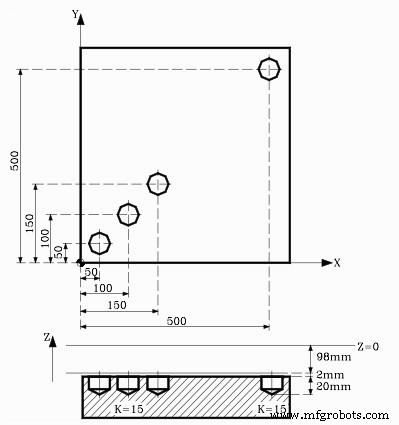
N40 G81 G99 G91 X50 Y50 Z-120 R-98 K3 F350
K3 berarti siklus pengeboran G81 akan berulang tiga kali.
G91 Mode inkremental membuat alat bergerak setiap kali X50 dan Y50
Jadi lubang pertama adalah X50 Y50
Lubang kedua akan berada di X100 Y100 karena
X100 =X50(nilai sebelumnya) + X50 (peningkatan)
Y100 =Y50(nilai sebelumnya) + Y50 (peningkatan)
Lubang ketiga akan berada di X150 Y150 karena
X150 =X100(nilai sebelumnya) + X50 (peningkatan)
Y150 =Y100(nilai sebelumnya) + Y50 (peningkatan)
N50 G98 G90 G00 X500 Y500
Posisi lubang keempat diberikan dengan Mode Pemrograman Absolut G90.
Kode di atas hanya mungkin jika Anda menggunakan Mode Pemrograman Inkremental G91 dengan siklus Pengeboran G81, tetapi jika Anda mencoba menggunakan Mode Pemrograman Absolut G90 dengan G81 seperti di atas, Anda akan melihat alat akan mengulangi pengeboran pada posisi yang sama.


