Contoh Kode Fanuc Circular Interpolation G02 G
Interpolasi Edaran Fanuc
Perintah Interpolasi Melingkar Fanuc (Kode G02, G03 G) digunakan untuk menggerakkan alat di sepanjang busur lingkaran.
G02 – Interpolasi Melingkar Searah Jarum Jam.
G03 – Interpolasi Melingkar Berlawanan Arah Jarum Jam.
Bagaimana Memprogram Interpolasi Edaran?
Pada mesin bubut CNC dengan kontrol Fanuc Clockwise Circular Interpolation (Arc) dapat diprogram dengan cara berikut.
N10 G02 X Z R
or
N10 G02 X Z I K
Penjelasan
N10 G02 X Z R
X – Titik akhir busur di sumbu X
Z – Titik akhir busur di sumbu Z
R – Radius Busur.
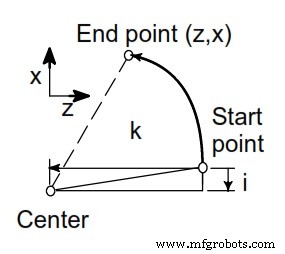
N10 G02 X Z I K
X- Titik akhir busur di sumbu X.
Z – Titik akhir busur di sumbu Z.
I – Jarak dari titik awal busur ke titik pusat busur di sumbu X.
K – Jarak dari arc-start-point ke arc-center-point di sumbu Z.
Fanuc Circular Interpolation G02
Contoh Kode Fanuc Circular Interpolation G02 G
Contoh program interpolasi melingkar Fanuc berikut ini diprogram dengan berbagai cara.
Pemrogram/ahli mesin CNC dapat menggunakan metode G02/G03 X Z R atau metode G02/G03 X Z I K jika kontrol memungkinkan.
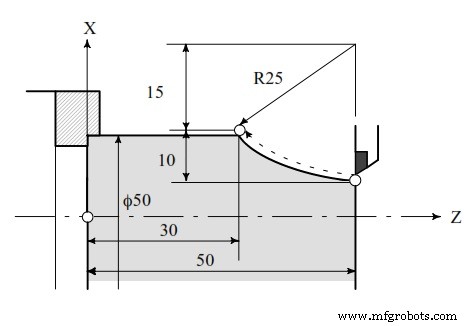
Fanuc Circular Interpolation G02 Contoh Kode G
(Pemrograman diameter)
G02 X50 Z30 I25 F0.3
G02 U20 W-20 I25 F0.3
G02 X50 Z30 R25 F0.3
G02 U20 W-20 R25 F0.3


