Contoh Program Sinumerik 810 CNC Mill Radius/Chamfer
Contoh pemrograman pabrik cnc Siemens Sinumerik 810 yang menunjukkan bagaimana masinis cnc dapat membuat/memprogram Radius dan Chamfer.
Pemrograman Sinumerik 810 Radius/Talang
Nilai U+ digunakan untuk pemrograman Radius.
Nilai U- digunakan untuk pemrograman Chamfer.
Contoh Pemrograman Radius/Talang Sinumerik 810
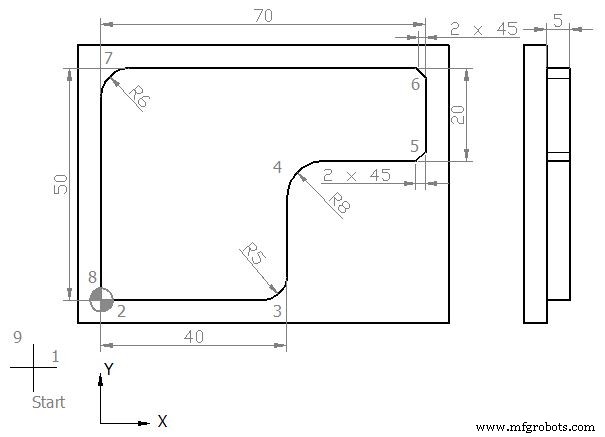
Sinumerik 810 Program Talang Radius Pabrik CNC
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50
N10 S450 M03 F250 D01 (12.5 MM DIA)
N15 C0
N20 Z5
N25 G01 Z0
N30 Z-5
N35 G42 X0 Y0
N40 X40 Y0 U5
N45 X40 Y30 U8
N50 X70 Y30 U-2
N55 X70 Y50 U-2
N60 X0 Y50 U6
N65 X0 Y0
N70 G40 X-20 Y-20
N80 G00 Z50
N85 Y100
N90 M30
Bagian Selesai
Setelah menyelesaikan proses pemesinan di atas, komponen akan terlihat seperti ini,
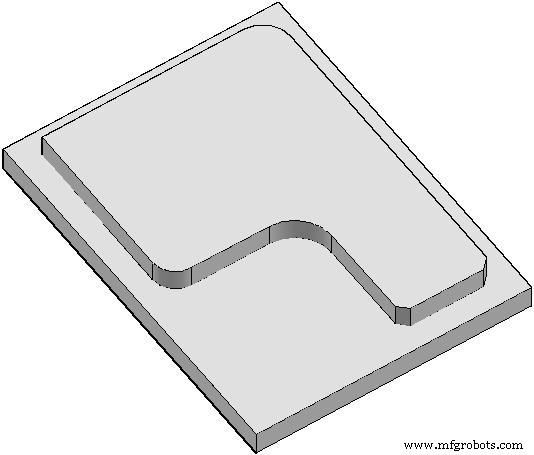
Komponen Selesai
Penjelasan Kode yang Digunakan dalam Program
G00 :Lintasan cepat.
G54 :Nol Offset No. 1.
G64 :Mode jalur berkelanjutan.
G90 :Sistem dimensi absolut.
G17 :Pemilihan paket X-Y.
G42 :Aktivasi kompensasi radius pemotong (pergerakan sisi kanan)
G40 :Kompensasi radius pemotong tidak aktif
S :Kecepatan spindel
F :Umpan gerakan sumbu
M :Gerakan pemotong (3=searah jarum jam, 4=berlawanan arah jarum jam)
D :Alat no
M30 :Akhir dari program utama


