Latihan Pemrograman Pabrik CNC menggunakan Pemrograman Inkremental G91
Latihan pemrograman pabrik CNC ini akan memberi Anda lebih banyak ide untuk memahami gambar dan cara menemukan koordinat yang tepat dari setiap titik gambar.
Sepenuhnya didasarkan pada Sistem Dimensi Inkremental G91, sehingga pemrogram/ahli mesin cnc dapat mempelajari dan memahami cara kerja Pemrograman Inkremental G91 .
Program ini ditulis untuk pabrik CNC 4-sumbu, dimana sumbu-C digunakan untuk meja putar.
Kilang CNC 3-sumbu juga dapat menjalankan program ini, jadi untuk ini hapus saja blok program no. N15.
Latihan Pemrograman Pabrik CNC
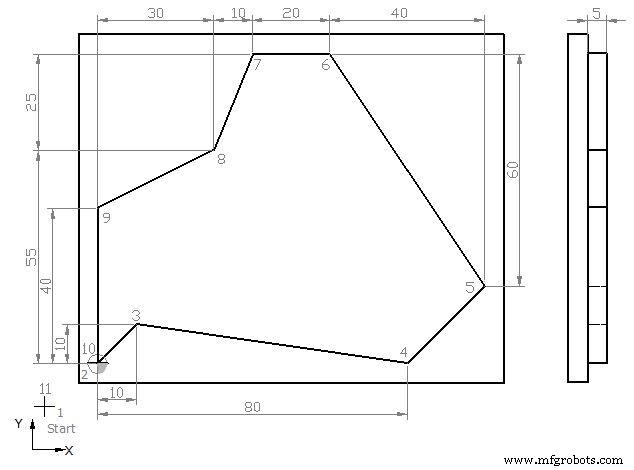
G91 Pemrograman Tambahan Latihan Pabrik CNC
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1
N10 S450 M03 F250 D01 (12.5 MM DIA)
N15 C0
N20 Z5
N25 G01 Z0
N30 Z-5
N35 G42 G91 X20 Y20 ;Point 2
N40 X10 Y10 ;Point 3
N45 X70 Y-10 ;Point 4
N50 X20 Y20 ;Point 5
N55 X-40 Y60 ;Point 6
N60 X-20 ;Point 7
N65 X-10 Y-25 ;Point 8
N70 X-30 Y-15 ;Point 9
N80 X0 Y-40 ;Point 10
N85 G40 G90 X-20 Y-20 ;Point 11
N90 G00 Z50
N95 Y100
N100 M30
Bagian Selesai
Setelah menyelesaikan proses pemesinan, pekerjaan Anda akan terlihat seperti ini dalam tampilan 3D,
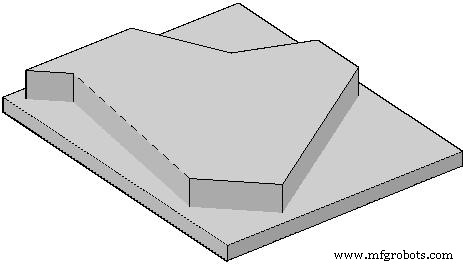
Bagian Mesin Lengkap dalam 3D
Penjelasan G-Code CNC
G00 :Lintasan cepat.
G54 :Nol Offset No. 1.
G64 :Mode jalur berkelanjutan.
G90 :Sistem dimensi absolut.
G91 :Sistem dimensi inkremental.
G17 :Pemilihan paket X-Y.
G42 :Pemotong aktivasi kompensasi radius (gerakan sisi kanan)
G40 :Kompensasi radius pemotong tidak aktif
S :Kecepatan spindel
F :Umpan gerak sumbu
M :Gerakan pemotong (3=searah jarum jam , 4=berlawanan arah jarum jam)
D :No alat


