Pemosisian Gerakan Cepat Haas G00 – Haas Mill
Pemosisian Gerak Cepat Haas G00 – Haas Mill
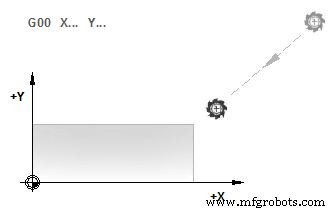
G00 Kode G digunakan untuk menggerakkan sumbu mesin dengan kecepatan maksimal. G00 terutama digunakan untuk memposisikan mesin dengan cepat ke titik tertentu sebelum setiap perintah pengumpanan (pemotongan) (Semua gerakan dilakukan dengan kecepatan cepat penuh).
Pemrograman
G00 X... Y... Z... A...
Parameter
| Parameter | Deskripsi |
|---|
| X… Y… Z… A… | Sumbu pabrik Haas |
Pemosisian Gerak Cepat Haas G00 – Haas Mill
Data G-Code
| Modal/Non-Modal | G-Code Group |
|---|
| Modal | 01 |
G00 Kode G adalah modal, jadi blok dengan G00 menyebabkan semua blok berikut menjadi gerakan cepat hingga kode Grup 01 lainnya ditentukan.
Urutan operasi
Catatan Pemrograman:Umumnya, gerak cepat tidak akan berada dalam garis lurus. Setiap sumbu yang ditentukan digerakkan dengan kecepatan yang sama, tetapi semua sumbu belum tentu menyelesaikan gerakannya pada waktu yang sama. Mesin akan menunggu hingga semua gerakan selesai sebelum memulai perintah berikutnya.
Catatan
Perintah posisi inkremental atau absolut (G90 atau G91) akan mengubah cara menafsirkan nilai gerakan sumbu tersebut. Setelan 57 (Exact Stop Canned X-Y) dapat mengubah seberapa dekat mesin menunggu waktu berhenti tepat sebelum dan sesudah bergerak cepat.
Contoh Pemrograman
G00 X1.0 Y#1
G00 G90 X1.0 Y1.0 Z.05 S1000 M03
G00 Z0.1 M09
G28 G91 Y0. Z0.
G00 G90 G54 X1. Y0
Z-18.


