Haas G00 Rapid Motion Positioning – Haas Lathe
Haas G00 Rapid Motion Positioning – Haas Lathe
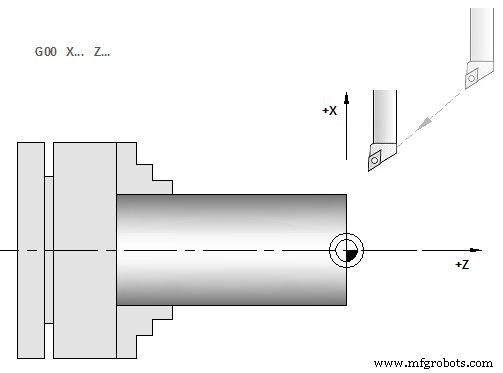
G00 Kode G digunakan untuk menggerakkan sumbu mesin dengan kecepatan maksimum. G00 terutama digunakan untuk memposisikan mesin dengan cepat ke titik tertentu sebelum setiap perintah pengumpanan (pemotongan) (Semua gerakan dilakukan dengan kecepatan cepat penuh).
Pemrograman
G00 X... Y... Z... U... W... C... B...
Parameter
| Parameter | Deskripsi |
|---|
| X… Y… Z… U… W… C… B… | Memiliki sumbu bubut |
Data G-Code
| Modal/Non-Modal | G-Code Group |
|---|
| Modal | 01 |
G00 Kode G adalah modal, jadi blok dengan G00 menyebabkan semua blok berikut menjadi gerakan cepat hingga kode Grup 01 lainnya ditentukan.
Urutan operasi
Catatan Pemrograman:Umumnya, gerak cepat tidak akan berada dalam garis lurus. Setiap sumbu yang ditentukan digerakkan dengan kecepatan yang sama, tetapi semua sumbu belum tentu menyelesaikan gerakannya pada waktu yang sama. Mesin akan menunggu hingga semua gerakan selesai sebelum memulai perintah berikutnya.
Contoh Pemrograman
G00 Z1.
X2.85
G00 G41 X1.5 Z-2.125
G00 B-19.(Position secondary spindle in position for machining)
G00 C90. (ROTATE C AXIS TO 90 DEGREES)
M154 (Engage C-axis)
G00 G54 X6. C0. Y0. Z1.
G00 X3.25 Z0.25
G00 Z-0.75
G97 P1500 M133
G00 G53 X0 M09
%
O0010 (MACRO G74)
G50 S2000
G97 S1000 M03 T100
G00 T101
#24 = 1.3 (X MINOR DIAMETER)
#26 = 0.14 (Z DEPTH)
#23 = 0.275 (X GROOVE WIDTH)
#20 = 0.125 (TOOL WIDTH)
#22 = -0.95 (Z START POSITION)
#6 = -1. (ACTUAL Z FACE)
#9 = 0.003 (FEED RATE IPR)
G00 X [ #24 + [ #23 * 2 ] - [ 20 * 2 ] ] Z#126
G74 U - [ [#23 - #20 ] * 2 ] W - [ #26 + ABS [ #6 - #22 ] ] K [ #20 * 0.75 ] I [ #20 * 0.9 ]
F#9
G00 X0 Z0 T100
M30
%


