Makro Kustom Bubut Fanuc untuk Peck Drilling
Makro Pengeboran Fanuc Peck
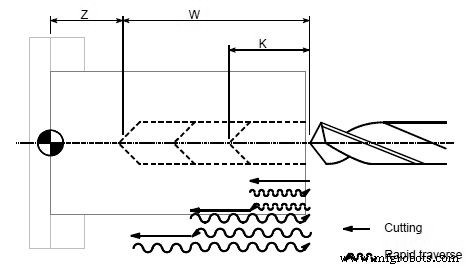
Pindahkan alat terlebih dahulu sepanjang sumbu X dan Z ke posisi di mana siklus pengeboran dimulai. Tentukan Z atau W untuk kedalaman lubang, K untuk kedalaman pemotongan, dan F untuk laju gerak makan pemotongan untuk mengebor lubang.
Mengikuti Custom Macro berfungsi pada kontrol cnc Fanuc seperti FANUC Series 30i/31i/32i-MODEL A
Pemrograman
G65 P9100 Z K F
ATAU
G65 P9100 W K F
| Parameter | Deskripsi |
|---|
| Z | Kedalaman lubang (pemrograman absolut) |
| W | Kedalaman lubang (pemrograman inkremental) |
| K | Memotong jumlah per siklus |
| F | Memotong laju gerak makan |
Makro Khusus
Program Utama
G50 X100.0 Z200.0 ;
G00 X0 Z102.0 S1000 M03 ;
G65 P9100 Z50.0 K20.0 F0.3 ;
G00 X100.0 Z200.0 M05 ;
M30
Program makro
O9100;
#1=0; (Clear the data for the depth of the current hole.)
#2=0; (Clear the data for the depth of the preceding hole.)
IF [#23 NE #0] GOTO 1; (If incremental programming, specifies the jump to N1.)
IF [#26 EQ #0] GOTO 8; (If neither Z nor W is specified, an error occurs.)
#23=#5002-#26; (Calculates the depth of a hole.)
N1 #1=#1+#6; (Calculates the depth of the current hole.)
IF [#1 LE #23] GOTO 2; (Determines whether the hole to be cut is too deep?)
#1=#23; (Clamps at the depth of the current hole.)
N2 G00 W-#2; (Moves the tool to the depth of the preceding hole at the cutting feedrate.)
G01 W- [#1-#2] F#9; (Drills the hole.)
G00 W#1; (Moves the tool to the drilling start point.)
IF [#1 GE #23] GOTO 9; (Checks whether drilling is completed.)
#2=#1; (Stores the depth of the current hole.)
N9 M99
N8 #3000=1; (NOT Z OR U COMMAND Issues an alarm.)


