

Mesin CNC

Manufaktur industri
Dengan G17 G18 G19 bidang akan ditentukan, di mana interpolasi melingkar dan interpolasi koordinat kutub dapat dilanjutkan dan di mana kompensasi radius pemotong akan dihitung.
Dalam sumbu vertikal ke bidang aktif, kompensasi panjang pahat akan menjadi melanjutkan.
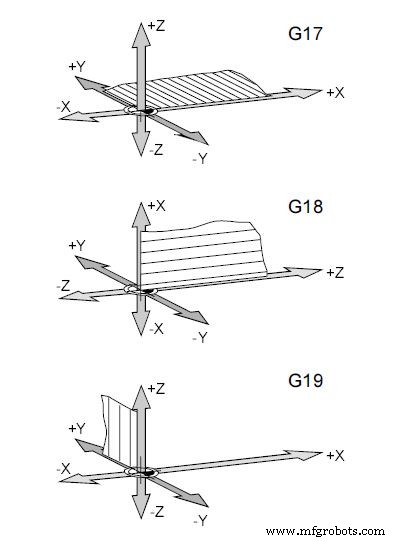
G17 XY-Plane
G17
G18 ZX-Pesawat
G18
G19 YZ-Pesawat
G19
Mesin CNC
Siklus ketukan G84 melakukan operasi ketukan, ketukan dilakukan dengan memutar spindel searah jarum jam, saat bagian bawah lubang telah tercapai, spindel diputar ke arah sebaliknya untuk retraksi. Seluruh operasi ini membuat utas. Sintaks G84 X... Y... Z... R... P... F... K... Parameter Deskripsi X
Siklus bor G85 digunakan untuk membuat lubang. Sintaks G85 X... Y... Z... R... F... K... Parameter Deskripsi X Posisi lubang di sumbu x. Y Posisi lubang di sumbu y. Z Kedalaman, mengetuk dari bidang-R ke kedalaman-Z. R Posisi bidang R. K Jumlah pengulangan siklus (jika diperlukan) . F Rata ump
Siklus bor G86 digunakan untuk membuat lubang. Sintaks G86 X... Y... Z... R... F... K... Parameter Deskripsi X Posisi lubang di sumbu x. Y Posisi lubang di sumbu y. Z Kedalaman, mengetuk dari bidang-R ke kedalaman-Z. R Posisi bidang R. K Jumlah pengulangan siklus (jika diperlukan) . F Rata ump
Pemilihan Pesawat Fanuc G17 G18 G19 Dengan G17 G18 G19 bidang akan ditentukan, di mana interpolasi melingkar dan interpolasi koordinat kutub dapat dilanjutkan dan di mana kompensasi radius pemotong akan dihitung.Dalam sumbu vertikal ke bidang aktif, kompensasi panjang pahat akan menjadi melanjutkan