Siklus Membosankan Fanuc G86
Siklus bor G86 digunakan untuk membuat lubang.
Sintaks
G86 X... Y... Z... R... F... K...
| Parameter | Deskripsi |
|---|
| X | Posisi lubang di sumbu x. |
| Y | Posisi lubang di sumbu y. |
| Z | Kedalaman, mengetuk dari bidang-R ke kedalaman-Z. |
| R | Posisi bidang R. |
| K | Jumlah pengulangan siklus (jika diperlukan) . |
| F | Rata umpan. |
Setelah diberikan dalam program, siklus pengeboran G86 diulangi pada setiap gerakan sumbu hingga G80 diberikan dalam program untuk mengakhiri siklus ini.
Penggunaan
N150 M6 T2
N160 G90 G00 X60 Y28 Z12 S100 M03
N170 G99 G86 X60 Y28 Z-15 R2 F120
N180 G98 Y12
N190 G91 G80 G28 X0 Y0 Z0 M05
N200 M30
Bekerja
Deskripsi singkat tentang cara kerja siklus membosankan G86,
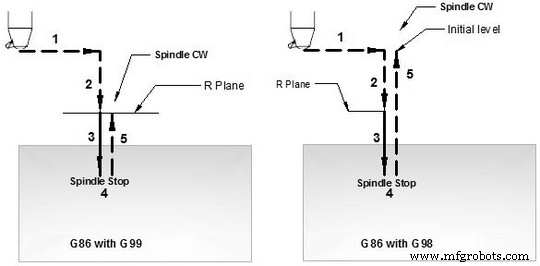
G86 siklus membosankan bekerja
1- Lintasan cepat ke posisi X, Y.
2- Lintasan cepat ke bidang-R.
3- Membosankan dengan umpan dari bidang-R ke kedalaman Z.
4- Spindel berhenti di dasar lubang.
5-1- Lintasan cepat ke bidang-R (G99) atau Tingkat awal (G98)
5-2- Spindle start CW
Mode G98 G99
Bagaimana perilaku siklus membosankan G86 pada mode G98 atau G99,
Alat Bor G98 akan kembali ke level Awal
Alat Bor G99 akan kembali ke bidang-R.
Untuk contoh yang berfungsi, lihat siklus pengeboran G81.
Ulangi Pengeboran
Jika nilai parameter K diberikan dengan siklus pemboran G86, maka pemboran akan mengulang berapa kali diberikan dengan K. Lihat contoh siklus pemboran G81.


