Siklus Penyadapan Fanuc G84
Siklus ketukan G84 melakukan operasi ketukan, ketukan dilakukan dengan memutar spindel searah jarum jam, saat bagian bawah lubang telah tercapai, spindel diputar ke arah sebaliknya untuk retraksi. Seluruh operasi ini membuat utas.
Sintaks
G84 X... Y... Z... R... P... F... K...
| Parameter | Deskripsi |
|---|
| X | Posisi lubang di sumbu x. |
| Y | Posisi lubang di sumbu y. |
| Z | Kedalaman, mengetuk dari bidang-R ke kedalaman-Z. |
| R | Posisi bidang R. |
| P | Waktu tunggu. |
| K | Jumlah pengulangan siklus (jika diperlukan) . |
| F | Rata umpan. |
Setelah diberikan dalam program siklus sadap G84 diulangi pada setiap gerakan sumbu hingga G80 diberikan dalam program untuk mengakhiri siklus sadap.
Catatan
Penggantian laju umpan diabaikan selama pengetukan.
Penahanan umpan tidak menghentikan mesin hingga operasi pengembalian selesai.
Penggunaan
N150 M6 T2
N160 G90 G00 X60 Y28 Z12 S100 M03
N170 G99 G84 X60 Y28 Z-17 P300 R2 F120
N180 G98 Y12
N190 G91 G80 G28 X0 Y0 Z0 M05
N200 M30
Bekerja
Deskripsi singkat tentang cara kerja siklus penyadapan G84,
Siklus penyadapan G84 berfungsi
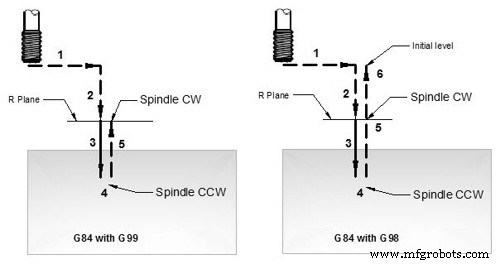
0- Perintah rotasi spindel CW (M03) harus diberikan di bagian-program.
1- Lintasan cepat ke posisi X, Y (posisi lubang pra-pengeboran).
2- Lintasan cepat ke bidang-R .
3- Operasi tapping dilakukan hingga kedalaman Z (dengan feed tap diberikan dengan G84).
4-1- Dwell untuk waktu yang ditentukan dengan P
4-2- Spindle diputar CCW
5- Ketuk Ditarik dengan umpan yang ditentukan.
Pada bidang R, spindel diputar CW.
Jika G99 ditentukan, ketuk untuk lubang ini berakhir di sini,
6- jika G98 diberikan dalam program lalu tap dipindahkan ke Level awal.
Mode G98 G99
Setelah selesai mengetuk, ketinggian pengembalian dapat dikontrol dengan menggunakan G98 atau G99.
G98 Tap akan kembali ke level Awal
G99 Tap akan kembali ke R-plane.
G98, G99 dapat digunakan beberapa kali selama siklus pengetukan G84.
Ulangi Pengeboran
Siklus penyadapan G84 dapat diulang beberapa kali jika nilai K diberikan.
Untuk contoh kerja, lihat siklus pengeboran G81.
Contoh Kerja
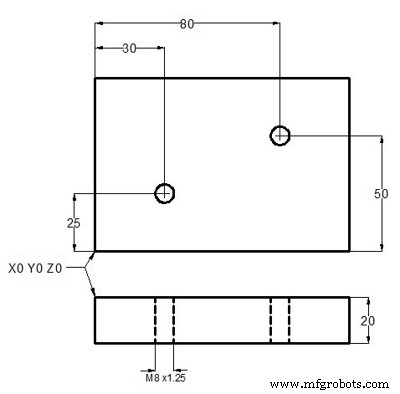
Contoh siklus penyadapan G84
N10 T1 M06
N20 G90 G54 G00 X30 Y25
N30 S100 M03
N40 G43 H01 Z5 M08
N50 G84 Z-20 R2 F1.25
N60 X80 Y50
N70 G80 G00 Z100 M09
N80 M30


