Sebagai teknisi purna jual di Blue Elephant CNC, saya berbicara setiap hari dengan pekerja kayu dan pengukir yang menanyakan pertanyaan yang sama setelah membeli router:"Mata bit mana yang saya gunakan untuk pekerjaan ini?" Mata bor yang tepat mengubah mesin yang mumpuni menjadi perkakas yang presisi. Di bawah ini adalah referensi ringkas yang didukung pakar yang mencocokkan setiap jenis bit dengan tugas spesifik Anda.
| Jenis Bit | Penggunaan Utama | Fitur Utama | Catatan Lanjutan |
|---|
| End Mill (Datar/Persegi) | Memotong, memasukkan, mengantongi, profil 2D | Ujung datar menghasilkan sudut tajam | Seruling pendek mengurangi defleksi dan obrolan—penting untuk komponen presisi. |
| Hidung Bola | Kontur 3D, ukiran detail, permukaan halus | Ujung membulat menghasilkan hasil akhir melengkung | Step‑over memengaruhi kualitas permukaan; pengurangan dari 10% menjadi 5% memotong separuh waktu penyelesaian. |
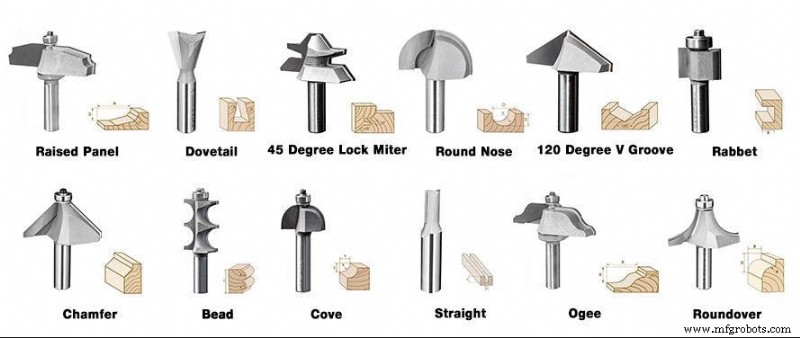
| V‑Bit (Ukiran) | Huruf, papan tanda, chamfering, alur V | Ujung runcing memberikan lebar garis variabel (ukiran V) | Gunakan 90° untuk huruf tebal; 30°–60° untuk ukiran halus. |

II. Memahami Karakteristik Bit
1. Desain Seruling
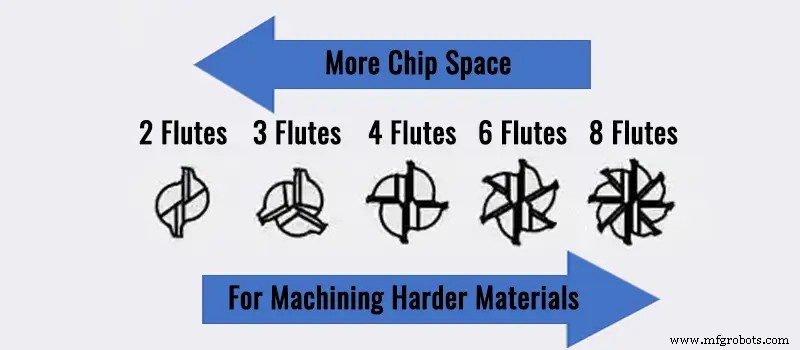
Seruling—tepi tajam spiral—menentukan pelepasan chip, kecepatan, dan penyelesaian akhir. Pilih berdasarkan bahan dan hasil akhir yang dibutuhkan:
- Seruling Tunggal :Sangat baik untuk evakuasi chip yang cepat pada bahan lunak (plastik, aluminium); ideal untuk tingkat feed yang tinggi.
- Seruling Ganda :Pekerja keras untuk pengerjaan kayu; menyeimbangkan kekuatan, kualitas potongan, dan pelepasan chip.
- Tiga/Empat Seruling :Terbaik untuk hasil akhir yang lebih halus pada material yang lebih keras; memerlukan laju pengumpanan yang lebih lambat dan spindel yang kuat untuk membersihkan chip.

Kiat: Semakin banyak seruling berarti lembah semakin kecil, sehingga mengurangi jarak bebas chip. Bit empat seruling unggul dalam serat karbon dan fenolik tetapi dapat menyebabkan kayu menjadi terlalu panas.
2. Arah Potong
- Potongan Atas :Seruling menarik kepingan ke atas; ideal untuk potongan dalam dan bagian bawah bersih, namun bagian atasnya dapat pecah.
- Potongan Bawah :Seruling mendorong chip ke bawah; menjaga bahan tipis tetap rata dan bagian atas tetap bersih, namun bagian bawah dapat rusak.
- Kompresi :Menggabungkan bodi dengan potongan atas dan bawah; sempurna untuk barang lembaran, menghasilkan tepian yang bersih di kedua sisi.
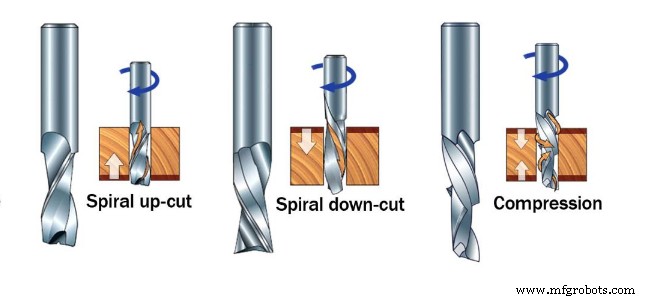
Kiat lanjutan: Mulailah memotong lebih dalam dari panjang potongan atas (biasanya 3–4 mm) sehingga bagian bawah menyatu sepenuhnya.
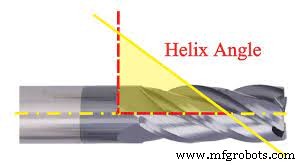
3. Sudut Heliks
Sudut antara ujung tombak dan sumbu pahat memengaruhi aliran chip dan penyelesaian permukaan.
- Rendah (20°–30°) :Paling cocok untuk logam dan plastik keras—tepian lebih kuat, getaran lebih sedikit.
- Sedang (30°–40°) :Serbaguna untuk pengerjaan kayu (kayu lapis, MDF, kayu solid); menyeimbangkan evakuasi chip dan kekuatan edge.
- Tinggi (40°–55°) :Dirancang untuk evakuasi chip yang cepat dan bersih pada kayu berserabut atau aluminium; mengurangi panas namun dapat menarik spindel lebih keras.
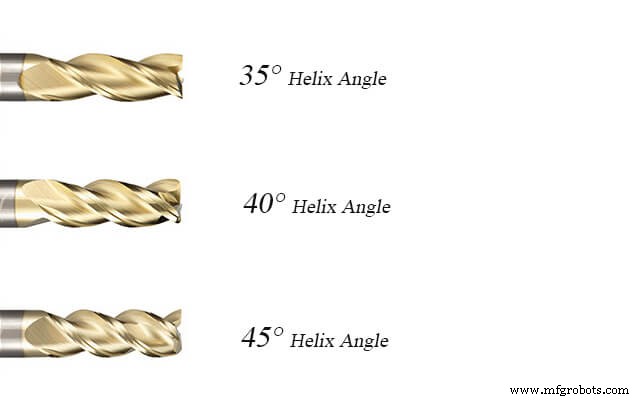
Wawasan tingkat lanjut: Perkakas heliks tinggi menurunkan beban perkakas pada laju pengumpanan tinggi, sehingga penting untuk produksi furnitur berkecepatan tinggi.
AKU AKU AKU. Mencocokkan Bit dengan Proyek Anda
| Tujuan Proyek | Bit yang Direkomendasikan | Mengapa Ini Berhasil |
|---|
| Pemotongan/Ukuran Umum (Kayu Lapis, MDF) | Bit Kompresi, Penggilingan Akhir Seruling Ganda | Kompresi menghasilkan tepi yang bersih di kedua sisi; seruling ganda memotong dengan cepat dan andal. |
| Detail Ukiran 3D (Relief, Patung) | Mata Hidung Bola (diameter kecil) | Ujung yang membulat memberikan permukaan yang halus dan berkontur tanpa harus menaiki tangga. |
| Ukiran Huruf/Papan Nama | V‑Bit (90° atau 60°) | Bentuk V menghasilkan tulisan yang tajam; sudut mengontrol kedalaman dan lebar. |
| Mengantongi (Menciptakan Reses) | End Mill (Datar) → Ball‑Nose | Bagian bawah rata menghasilkan lantai saku yang rata; ball‑nose menyelesaikan sudut membulat. |
| Pembuatan Profil Tepi/Chamfering | V‑Bit atau Bit Round‑Over Khusus | V‑Bit memberikan kemiringan lurus; pembulatan menghasilkan tepi melengkung yang halus. |
IV. Pemilihan Bit Tingkat Lanjut
1. Bahan &Efek Khusus
- Bahan Komposit (Serat Karbon, Fiberglass, Panel Laminasi) :Gunakan bit berlapis berlian atau PCD (Polycrystalline Diamond). Kekerasan ekstremnya menahan abrasi dan memperpanjang masa pakai alat.

- Presisi Tinggi &Detail Halus :Bit Tapered Ball‑Nose dan Tapered End Mill menawarkan kekakuan pada shank sekaligus mencapai titik halus, memungkinkan pemotongan lebih dalam dan sudut internal lebih tajam.

- Tepi &Cetakan Dekoratif :Bit profil (Roman Ogee, Cove, Dovetail) memungkinkan Anda membuat sambungan klasik langsung di router CNC.
2. Pelapis Alat
Pelapisan mengurangi keausan, gesekan, dan panas, sehingga memungkinkan pemakanan lebih tinggi dan interval penajaman lebih lama.
- Tidak dilapisi :Standar, hemat biaya untuk pengerjaan kayu umum, namun lebih cepat aus pada material abrasif.
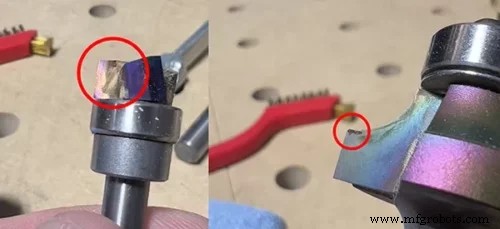
- TiN (Titanium Nitrida) :Berwarna emas; meningkatkan kekerasan dan ketahanan panas untuk penggunaan segala tujuan.

- TiAlN (Titanium Aluminium Nitrida) :Ungu tua/perunggu; unggul untuk tugas dengan suhu tinggi seperti memotong logam atau komposit padat.

V. Mengoptimalkan Kinerja:Umpan, Kecepatan &Penahanan
1. Menguasai Umpan dan Kecepatan
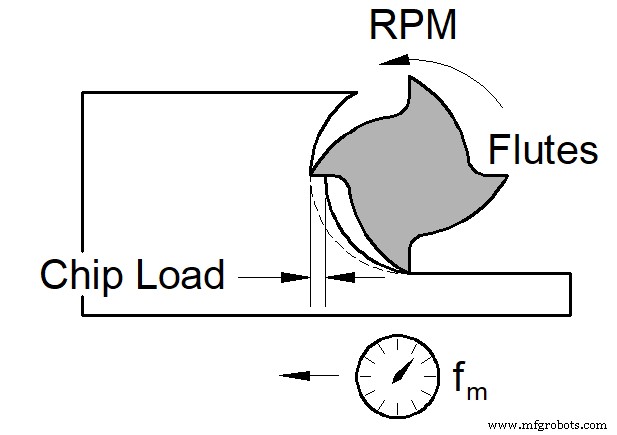
Hubungan antara kecepatan spindel (RPM), laju pengumpanan (IPM), dan beban chip menentukan kualitas pemotongan dan umur pahat.
Beban Chip (Parameter Kritis)
Beban Chip =Laju Umpan (IPM) (RPM × Jumlah Seruling). Ini adalah ketebalan material yang dihilangkan per seruling per putaran.
- Terlalu Rendah :Mata bor bergesekan, menghasilkan panas yang menumpulkan atau melelehkan material.
- Terlalu Tinggi :Bit yang kelebihan beban menyebabkan defleksi, obrolan, hasil akhir yang buruk, dan kemungkinan kerusakan.
- Optimal :Menggunting material dengan rapi hingga menjadi kepingan yang melengkung, menghilangkan panas secara efisien dan menghasilkan permukaan yang halus.
Penyesuaian Praktis untuk Uji Pemotongan
- Mencari hasil akhir yang lebih halus:Tingkatkan RPM atau menurunkan laju umpan untuk menurunkan beban chip.
- Menghapus lebih banyak materi:Turunkan RPM dan meningkatkan laju umpan (dalam batas muatan chip yang aman).
- Berceloteh atau memekik:Turunkan RPM dan meningkatkan laju umpan , atau beralih ke bit yang lebih kaku dan berdiameter lebih besar.
2. Penyimpanan Alat yang Aman
- Colet Presisi :Gunakan seri ER atau setara; mereka mencengkeram seluruh betis secara merata, mencegah runout.

- Kebersihan :Jaga agar collet dan shank tetap bersih; bahkan setitik debu pun dapat menyebabkan ketidakseimbangan.
- Panjang Pegangan :Masukkan shank sepenuhnya—jangan pernah memegang kurang dari 3–4 kali diameter pahat.
VI. Keamanan &Pemeliharaan
1. Praktik Keselamatan
- Pakai pelindung mata, pelindung pendengaran, dan gunakan alat pengumpul debu atau respirator.
- Amankan benda kerja dengan klem atau penyedot debu; bagian yang bergeser dapat mematahkan bagian dan menghasilkan proyektil.
- Segera hentikan jika Anda mendengar bunyi berdecit atau merasakan getaran berlebihan.
2. Perawatan &Penyimpanan Bit
- Membersihkan :Hapus pitch dan resin dengan pembersih khusus atau pelarut yang sesuai.
- Inspeksi :Periksa apakah ada keripik, retakan, atau kusam sebelum dijalankan; sedikit membosankan memaksa umpan lebih tinggi dan mengurangi keamanan.
- Penyimpanan :Gunakan wadah atau rak yang terorganisir dengan slot tersendiri untuk mencegah kerusakan tepi.


VII. Butuh Saran Ahli?
Di Blue Elephant CNC , kami menjalankan mesin setiap hari dan bekerja dengan ribuan pelanggan setiap tahunnya. Jika Anda tidak yakin bit, kecepatan, atau laju umpan mana yang tepat untuk proyek Anda, hubungi kami . Tim pra-penjualan dan purna jual kami memberikan dukungan multibahasa 24 jam untuk memastikan kesuksesan Anda.
Topik Terkait:


