Mengurangi Kompleksitas Pemesinan CNC:Tantangan Utama dan Strategi Optimasi yang Terbukti
Alur dan Struktur yang Dalam dan Sempit dengan Jarak Bebas yang Ketat
Komponen seperti unit pendingin dan badan katup sering kali memiliki alur yang dalam dan sempit serta rusuk berdinding tipis yang padat untuk mengurangi bobot dan meningkatkan pembuangan panas. Dalam pemesinan CNC, fitur-fitur ini menimbulkan beberapa masalah penting:
- Pemotong tepi panjang diperlukan untuk slot yang dalam. Jika overhang pahat melebihi diameternya, defleksi elastis dan guncangan dapat terjadi, yang menyebabkan ketidakakuratan dimensi dan cacat permukaan.
- Ruang terbatas pada alur sempit menghambat evakuasi chip, meningkatkan risiko kemacetan chip dan kerusakan alat.
- Penetrasi cairan pendingin ke area yang dalam dan sempit sulit dilakukan, menyebabkan penumpukan panas yang merusak komponen dan mengganggu presisi.

Teknik Pengoptimalan
- Selama desain, perluas slot atau kurangi kedalaman sehingga rasio diameter dan kedalaman pahat tetap dalam batas yang dapat diterima.
- Gunakan perkakas berdiameter kecil dengan kekakuan tinggi atau pemotong bermata panjang yang dipadukan dengan penyangga penjepit yang kokoh.
- Meningkatkan aliran cairan pendingin atau menggabungkan saluran evakuasi chip.
- Jika desain ulang tidak memungkinkan, gunakan pendekatan pemesinan bertahap:pemesinan kasar menghilangkan material curah, diikuti dengan pemesinan akhir untuk mencapai toleransi akhir.
Struktur dengan Jari-jari Kecil dan Jarak Bebas Sudut Tidak Lengkap
Jari-jari sudut internal yang terlalu kecil sering kali memerlukan penyelesaian EDM atau manual. Tantangan utamanya adalah:
- Batas diameter alat :Sudut dengan radius kecil memerlukan perkakas kecil, namun rongga yang dalam memerlukan perkakas panjang yang diameter minimumnya dibatasi oleh kekakuan.
- Residu jalur alat :Jika radius pahat melebihi radius sudut yang ditentukan, material tetap ada, sehingga menciptakan “simpul mati”.
- Langkah-langkah proses tambahan :Sudut yang tidak dapat dibersihkan memerlukan EDM, menambahkan kesalahan penjepitan dan waktu siklus.
Teknik Pengoptimalan
- Meningkatkan radius internal jika desain memungkinkan, memungkinkan satu lintasan pemesinan dengan alat standar.
- Terapkan pola umpan busur heliks atau melingkar di sudut untuk menghindari perubahan arah mendadak yang memicu obrolan.
- Desain ulang area bermasalah menjadi sudut luar atau tambahkan takik proses untuk menyederhanakan pemesinan.
Struktur Berdinding Tipis
Komponen berdinding tipis ringan namun rentan terhadap deformasi dan getaran akibat gaya pemotongan:
- Kekakuan buruk :Dinding tipis kurang kaku, sehingga menyebabkan deformasi elastis selama pemesinan.
- Menahan tantangan :Kekuatan penjepitan yang berlebihan membuat bagian tersebut melengkung; kekuatan yang tidak mencukupi menyebabkan posisi tidak stabil.
- Risiko resonansi :Frekuensi alami yang rendah dapat menyamai frekuensi pemotongan, sehingga menurunkan kualitas permukaan.

Teknik Pengoptimalan
- Tambahkan rusuk atau penyangga sementara selama desain dan lepaskan setelah pemesinan.
- Gunakan penyangga tambahan seperti mangkuk pengisap vakum atau bahan pengisi paduan dengan titik leleh rendah.
- Pisahkan proses roughing dan finishing; selama penyelesaian, gunakan pemotongan ringan, kecepatan spindel tinggi, dan laju pengumpanan cepat.
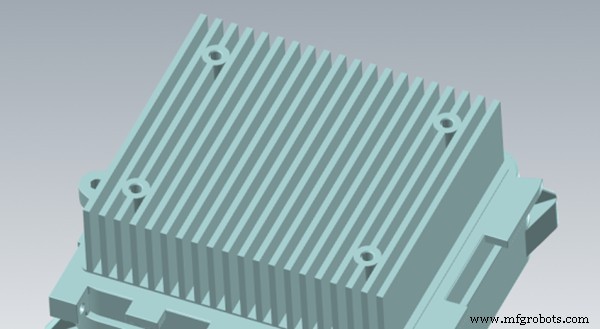
Studi Kasus:Optimalisasi Pemesinan pada Rumah Pendingin Truk Listrik
Rumah heat-sink, terbuat dari aluminium ADC12 dan berukuran 159×135×67mm, dilengkapi struktur sirip padat dengan alur yang dalam untuk menghilangkan panas power-train. Analisis awal mengungkapkan beberapa hambatan:
Tantangan Pemesinan Terkait Desain
1. Alur yang Dalam dan Sempit yang Tidak Masuk Akal
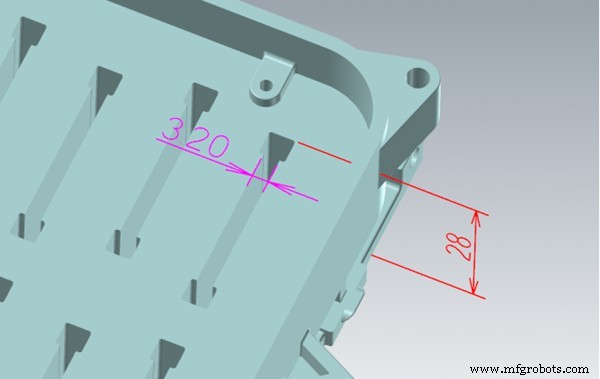
Lebar alur 3,2 mm dan kedalaman 28 mm memerlukan pemotong bergalur panjang 3 mm dengan overhang>29 mm, sehingga menghasilkan kekakuan yang buruk, risiko kerusakan pahat yang tinggi, waktu siklus yang lama, dan kesulitan mencapai Ra1.6.
2. Radius Sudut Sangat Kecil
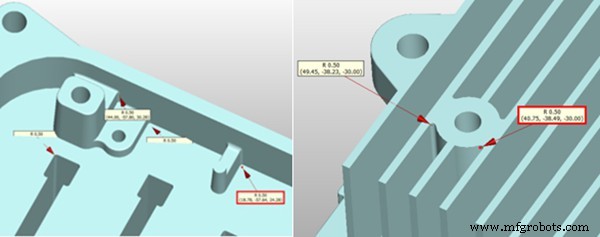
Kedalaman rongga sebesar 28mm memerlukan pemotong 3mm, namun radius R1,5 tidak dapat mengerjakan sudut desain R0,5, sehingga menyisakan material yang memerlukan pembersihan EDM.
3. Ketebalan Dinding Lokal Tipis
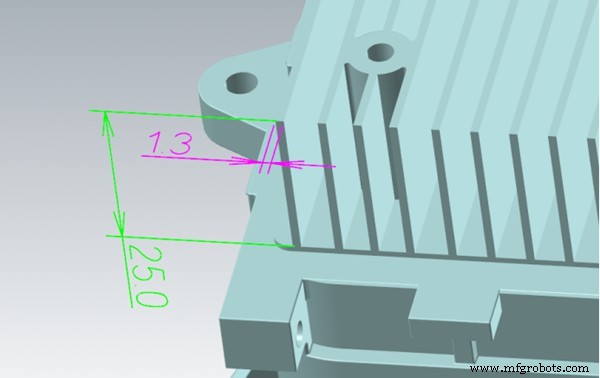
Sirip yang tebalnya hanya 1,2 mm dan tinggi 25 mm rentan terhadap getaran dan defleksi selama milling, sehingga mengganggu stabilitas dimensi.
Rencana dan Hasil Pemesinan yang Dioptimalkan
1. Desain Alur Melangkah
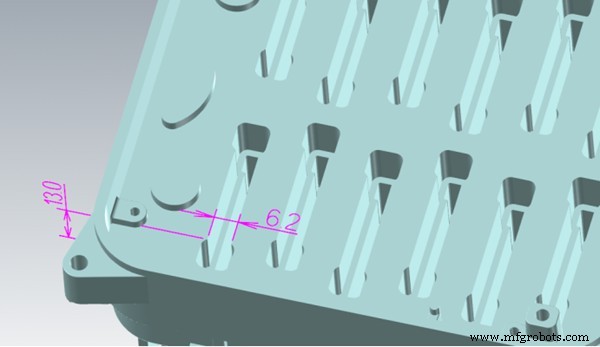
Alur 28mm dibelah:15mm bawah tetap memiliki lebar 3mm; 13mm atas melebar menjadi 6,2mm. Pertama mesin pemotong 6mm bagian atas, kemudian pemotong 3mm menangani bagian dalam. Setiap alat beroperasi dalam rasio panjang dan diameter yang aman, sehingga memungkinkan peningkatan parameter pemotongan 3 kali lipat. Total waktu siklus turun dari 2,8 jam menjadi 1,1 jam, dan biaya perkakas turun 60%.
2. Radius Sudut yang Diperbesar untuk Menghilangkan EDM
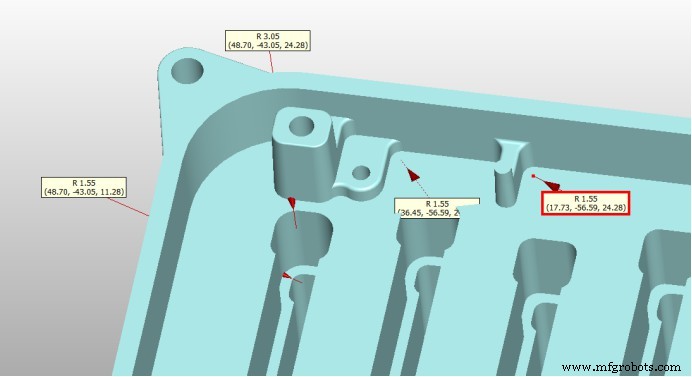
Meningkatkan radius dasar rongga ke R1,55 dan sudut berundak ke R3 memungkinkan pemesinan langsung dengan mill ujung datar 3 mm dan 6 mm, menghilangkan tahapan EDM dan meningkatkan konsistensi dimensi.
3. Dinding Tipis Menebal
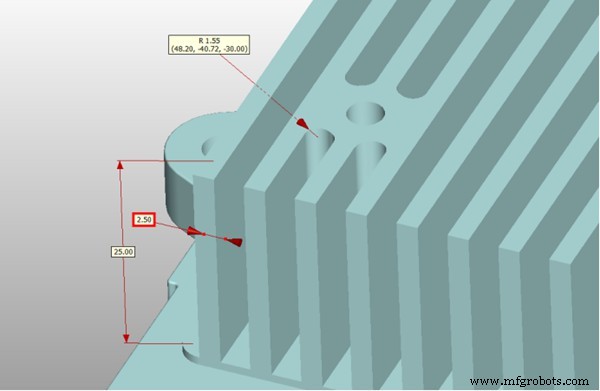
Ketebalan dinding ditingkatkan dari 1,3 mm menjadi 2,5 mm, sehingga menekan defleksi dan mencapai toleransi ±0,05 mm.
Perbandingan Kinerja Pemesinan
| Item | Sebelumnya | Setelah | Peningkatan |
|---|
| Waktu pemesinan satu bagian | 6,5 jam | 3,2 jam | Pengurangan 51% |
| Konsumsi alat | 8–10 alat/bagian | 4–6 alat/bagian | Pengurangan 40% |
| Proses EDM | Dipertahankan | Tersingkir | menghemat 2,5 jam |
| Kekasaran permukaan | Ra1.6–3.2 | Ra0,8–1,2 | Peningkatan signifikan |
Rekomendasi Pengoptimalan Manufaktur
- Penilaian aksesibilitas alat :Jaga kedalaman slot di bawah lima kali diameter pahat untuk menghindari overhang yang berlebihan.
- Pemilihan radius fillet :Rancang sudut internal dengan jari-jari yang sesuai dengan ukuran pahat standar untuk menghilangkan penyelesaian EDM atau manual.
- Penyesuaian struktur sirip :Jika memungkinkan, ganti slot dalam yang berjarak rapat dengan konfigurasi berundak dan tingkatkan ketebalan dinding atau kurangi jumlah sirip untuk meningkatkan kekakuan dan kelayakan pemesinan.
Dengan pengalaman luas dalam geometri kompleks dan toleransi ketat, WayKen menghadirkan solusi pemesinan CNC yang mengintegrasikan umpan balik DFM dan strategi tingkat lanjut. Pendekatan kami mengurangi waktu siklus, biaya perkakas, dan tingkat kerusakan sekaligus memastikan suku cadang yang konsisten dan berkualitas tinggi.
Desain mekanis modern semakin bergantung pada struktur yang kompleks. Mengabaikan keterbatasan pemesinan CNC dapat menyebabkan kesulitan pemrosesan, pembengkakan biaya, dan kerusakan. Dengan mengatasi masalah aksesibilitas alat, getaran dinding tipis, evakuasi chip, dan radius sudut di awal desain, hanya sedikit penyesuaian yang dapat menghasilkan peningkatan besar dalam kemampuan manufaktur dan efisiensi biaya.


