Mengelola Deformasi Tertunda pada Komponen Plastik Giling CNC:Penyebab, Diagnosis, dan Pencegahan
Terlihat Baik Setelah Pemesinan, Kemudian Berubah Nanti

Berbeda dengan logam, plastik pada dasarnya tidak kaku atau stabil secara dimensi. Mereka menunjukkan respons yang jelas dan bergantung pada waktu yang dapat terwujud lama setelah pemesinan.
Selama pemotongan CNC, suatu bagian mungkin berada dalam kondisi keseimbangan sementara:
- Saat memotong, perlengkapan menahan material di tempatnya.
- Setelah pemesinan berakhir, batasan eksternal dilepaskan.
- Seiring waktu, tekanan internal mulai menyebar kembali.
Akibatnya, bagian tersebut secara bertahap dapat berubah bentuk dengan sendirinya, bahkan tanpa adanya kekuatan eksternal.
Perubahan dimensi ini biasanya muncul dalam tiga bentuk:
- Pembengkokan
- Penyusutan atau pemuaian dimensi
- Deformasi puntiran lokal
Mengapa Deformasi Muncul Belakangan?
Komponen plastik sering kali mempertahankan bentuk awalnya setelah pemesinan, dan kemudian berubah pada beberapa jam atau hari berikutnya.
1. Pelepasan Stres Sisa
Tegangan sisa berasal dari dua sumber utama:riwayat produksi material (misalnya cetakan injeksi atau ekstrusi) dan proses pemesinan itu sendiri, yang menimbulkan tekanan pahat dan tegangan permukaan akibat gesekan.
Selama pemotongan CNC:
- Materi dihapus secara lokal.
- Keseimbangan stres awal terganggu.
- Struktur internal kehilangan batasannya.
Namun, tekanan yang tersisa tidak serta merta hilang. Sebaliknya, material mengalami proses relaksasi stres di mana rantai molekul secara perlahan bergerak dan menyusun ulang menuju kesetimbangan baru selama beberapa jam atau hari. Hasil yang umum terjadi meliputi lengkungan, puntiran, atau penyimpangan dimensi lokal.
2. “Efek Memori” Rantai Molekuler
Polimer adalah molekul rantai panjang. Pemotongan CNC berkecepatan tinggi dapat meregangkan, mengarahkan, atau memutus sebagian rantai di dekat permukaan mesin—seperti meregangkan pegas. Segera setelah pemesinan, rantai ini belum sepenuhnya merespons, sehingga bagian tersebut mempertahankan bentuknya untuk sementara. Seiring waktu dan dengan fluktuasi suhu, rantai secara bertahap kembali ke keadaan semula, menyebabkan penyusutan atau deformasi.
3. Efek Ekspansi Termal
Bahkan dengan pendinginan yang tepat, zona pemotongan dapat mencapai suhu mendekati titik leleh POM atau transisi kaca PMMA. Distribusi suhu suatu komponen sering kali tidak merata setelah pemesinan. Jika suhu sudah benar-benar dingin hingga mencapai suhu ruangan—terkadang memerlukan waktu beberapa jam—perubahan dimensi dapat terjadi, terutama pada bagian berdinding tebal yang mana panasnya hilang lebih lambat.
4. Penyerapan Kelembapan Menyebabkan Perubahan Volume
Plastik higroskopis seperti PA menyerap kelembapan dari udara. Setelah pemesinan, kelembapan secara bertahap menembus material, mengubah jarak molekul dan sedikit memperluas bagian tersebut. Penyerapan yang tidak merata—cepat di permukaan, lebih lambat di dalam—menimbulkan regangan diferensial yang pada akhirnya dapat menyebabkan deformasi.
5. Pelepasan Stres Pemesinan dan Penjepit
Selama pemesinan, bagian-bagian dijepit dengan kekuatan yang signifikan. Batasan perlengkapan dapat menutupi deformasi sebenarnya, dan pemotongan dapat menimbulkan tegangan sisa tambahan. Setelah bagian tersebut dilepas, tegangan akan terdistribusi kembali, struktur akan pulih kembali, dan dimensi akan berubah. Bagian berdinding tipis dan struktur datar besar sangat rentan.
Solusi:Bagaimana Mengontrol Deformasi Tertunda?
Tujuannya bukan untuk menghilangkan deformasi sepenuhnya, namun untuk mengatur jalur dan laju pelepasan tegangan.
1. Pilih Bahan dengan Stres Rendah atau Kelas Stabil
Prioritaskan material dengan tekanan internal minimal atau yang telah mengalami perawatan stabilisasi, seperti:
- POM anil
- PA yang stabil
- Nilai PC dengan tekanan rendah
Stabilitas yang melekat pada material sangat menentukan batas atas potensi deformasi.
2. Gunakan Pemesinan Simetris Langkah-demi-Langkah
Hindari membuang material dalam jumlah besar hanya dari satu sisi. Sebaliknya, gunakan pemesinan seimbang pada kedua sisi, penghilangan material lapis demi lapis, dan hindari hilangnya kekakuan secara keseluruhan secara tiba-tiba. Pendekatan ini mengurangi pelepasan stres secara tiba-tiba.
3. Berikan Waktu untuk Stabilisasi Stres Setelah Pemesinan Kasar
Setelah pemotongan kasar, diamkan bagian tersebut pada suhu kamar selama 12–24 jam sebelum melakukan operasi penyelesaian. Langkah ini dapat mengurangi penyimpangan dimensi secara signifikan setelah pengiriman.
4. Mengontrol Panas Pemotongan dan Stres Pemesinan
Optimalkan parameter dengan:
- Menggunakan kecepatan spindel tinggi dengan kedalaman pemotongan dangkal.
- Menghindari alat yang tumpul.
- Memantau dan membatasi kenaikan suhu pemotongan.
Langkah-langkah ini meminimalkan tekanan sekunder yang timbul selama pemesinan.
5. Kelola Kelembapan untuk Bahan Higroskopis
Untuk PA dan plastik sejenis:
- Simpan komponen pada kelembapan terkendali.
- Kondisi kelembapan jika perlu.
- Hindari memaparkan komponen yang baru dikerjakan ke lingkungan dengan kelembapan tinggi.
Kontrol kelembapan yang tepat dapat sangat meningkatkan stabilitas dimensi.
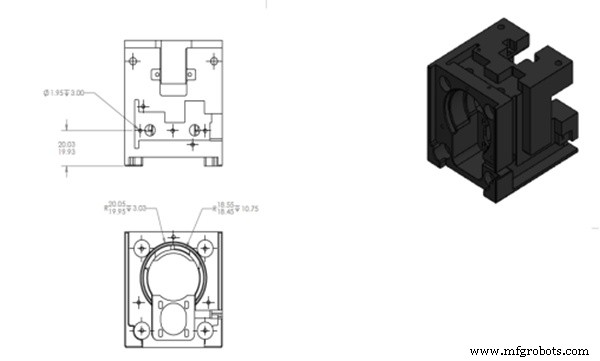
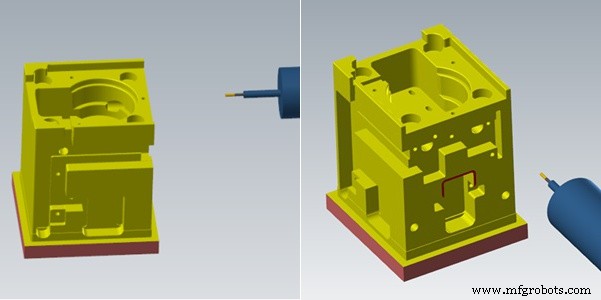
Studi Kasus:Deformasi Tertunda pada Komponen Struktural POM
Bagian struktural untuk peralatan otomatis memerlukan toleransi yang ketat:
- Bahan:POM Hitam
- Ukuran:66×66×72mm
- Toleransi:ISO2768‑MK
- Fitur:Permukaan datar dengan rongga dalam dan posisi multi-lubang.
- Aplikasi:Penempatan perakitan yang presisi.
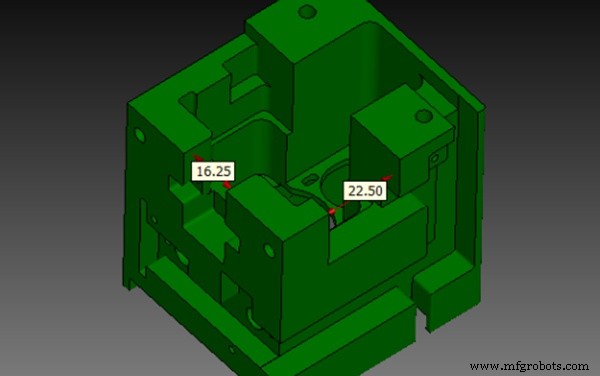
Situasi Awal
Inspeksi pasca-pemesinan segera menunjukkan:
- Kerataan memenuhi persyaratan.
- Akurasi posisi lubang dalam toleransi.
- Tidak ada kelainan saat melahirkan.
Namun, setelah 24 jam:
- Struktur bukaan menyusut ke dalam sebesar 0,2 mm.
- Penjajaran lubang menyimpang selama perakitan.
- Konsistensi batch menjadi tidak stabil.
Upaya Awal (Tidak Efektif)
Tim teknik pertama kali mencurigai adanya masalah perkakas dan mencoba:
- Mengganti alat pemotong.
- Mengurangi laju pemberian pakan.
- Meningkatkan umpan penyelesaian.
Meskipun ada penyesuaian ini, deformasi tetap terjadi setelah 24 jam.
Analisis Akar Penyebab
Tinjauan lebih lanjut menemukan:
- Tekanan internal sisa pada bahan mentah.
- Pembuangan material dalam jumlah besar hanya dari satu sisi.
- Deformasi yang disembunyikan oleh penjepitan perlengkapan selama pemesinan.
Akibatnya, pemesinan hanya menahan deformasi untuk sementara, bukan menghilangkan tegangan.
Strategi Pengoptimalan Akhir
Perubahan proses meliputi:
- Beralih ke pemesinan dua sisi langkah demi langkah.
- Memungkinkan istirahat 24 jam setelah pemesinan kasar.
- Menggunakan kedalaman pemotongan yang dangkal selama penyelesaian akhir.
- Menambahkan periode stabilisasi akhir sebelum pemeriksaan.
Inspeksi akhir dilakukan hanya setelah komponen stabil di lingkungan yang suhu dan kelembapannya terkontrol.
Hasil Akhir
Hasil pasca-pengoptimalan:
- Deformasi yang tertunda hampir dihilangkan.
- Kerataan tetap dalam 0,1 mm.
- Konsistensi batch meningkat secara signifikan.
Kesimpulan
Deformasi tertunda pada komponen plastik yang dikerjakan dengan mesin CNC pada dasarnya merupakan proses relaksasi tegangan yang bergantung pada waktu, bukan masalah akurasi pemesinan. Kombinasi mitigasi yang paling efektif:
- Pemilihan material yang cermat.
- Strategi pemesinan yang dioptimalkan.
- Waktu pelepasan stres yang terkontrol.
Tujuannya adalah untuk melepaskan tekanan sebelum penyelesaian akhir atau inspeksi, sehingga mencegah perubahan dimensi setelah pengiriman.
WayKen menawarkan layanan pemesinan CNC plastik profesional untuk komponen presisi dengan geometri kompleks dan toleransi ketat. Melalui proses yang dioptimalkan, strategi pengendalian tegangan, dan pemeriksaan kualitas yang ketat, kami membantu meningkatkan stabilitas dimensi dan mengurangi risiko deformasi yang tertunda.


