20 Cacat Pengecoran Umum:Penyebab, Gejala, dan Pengobatan yang Terbukti
Pengecoran logam adalah proses manufaktur dasar dimana logam cair dituangkan ke dalam cetakan pasir atau logam untuk membentuk suatu bagian. Meskipun banyak digunakan karena keserbagunaan dan efektivitas biayanya, proses ini pada dasarnya rentan terhadap berbagai ketidaksempurnaan—yang dikenal sebagai cacat pengecoran—yang dapat menurunkan kualitas produk, meningkatkan jumlah sisa, dan menaikkan biaya produksi.
Apakah Cacat Pengecoran Itu?
Dalam pengecoran, paduan cair harus mengisi rongga di bawah tekanan, mengeras, dan kemudian dikeluarkan. Gangguan, kontaminasi, atau kontrol yang tidak tepat selama tahapan ini dapat menimbulkan cacat yang membahayakan kinerja dan tampilan mekanis komponen.
Memahami akar penyebab cacat ini memungkinkan produsen menerapkan tindakan perbaikan yang ditargetkan—sebelum, selama, atau setelah pengecoran—sehingga meningkatkan hasil dan mengurangi pengerjaan ulang.
20 Cacat Pengecoran Utama – Penyebab &Solusinya
-
Ketidakcocokan (Shift)
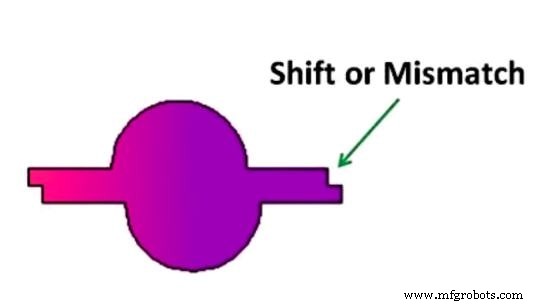
- Penyebab: Ketidaksejajaran pegangan dan tarikan (bagian cetakan atas dan bawah), pin kotak yang longgar, penempatan pin dowel yang salah, atau posisi inti yang salah.
- Solusi: Verifikasi keselarasan pelat yang cocok, gunakan kotak cetakan dan pin penutup yang tepat, dan periksa kesejajaran labu sebelum dijalankan.
-
Membengkak
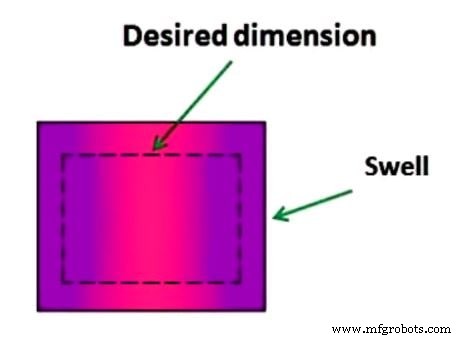
- Penyebab: Tekanan serudukan yang berlebihan, pasir berkekuatan rendah, atau dinding cetakan lemah yang membungkuk di bawah tekanan logam.
- Solusi: Gunakan campuran pasir yang kuat dan dipadatkan dengan benar dan pastikan dinding cetakan cukup tebal untuk menahan deformasi.
-
Lubang kecil
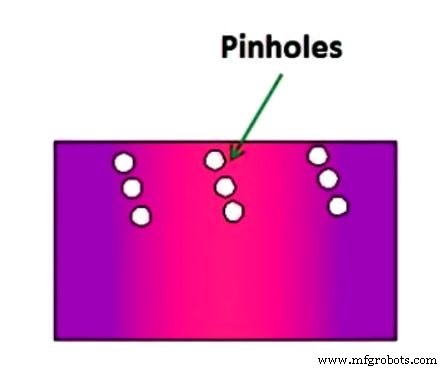
- Penyebab: Ventilasi yang buruk pada kantong-kantong kecil di permukaan atas komponen, memungkinkan gas yang terperangkap membentuk lubang-lubang kecil.
- Solusi: Gunakan ventilasi yang memadai, gunakan pasir dengan permeabilitas tinggi, dan periksa bagian tersebut secara visual atau dengan pengujian non-destruktif untuk melihat kelompoknya.
-
Lubang Tiup
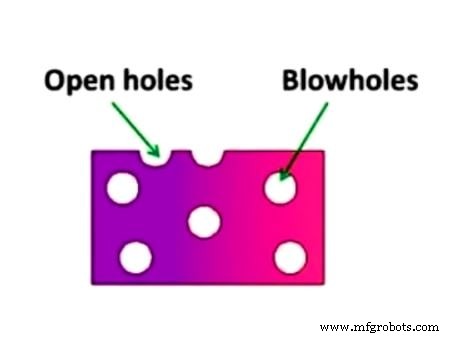
- Penyebab: Pasir lembap atau memiliki permeabilitas rendah, ventilasi tidak memadai, dan terperangkapnya gas selama pemadatan.
- Solusi: Pertahankan kelembapan pasir yang terkendali, gunakan pasir dengan permeabilitas tinggi, dan pasang ventilasi yang tepat. Deteksi melalui sinar-X atau pemeriksaan ultrasonik.
-
Lubang Terbuka (Porositas Gas)
- Penyebab: Ventilasi cetakan atau inti tidak memadai, kelembapan pasir berlebihan, dan permeabilitas gas buruk.
- Solusi: Tingkatkan ventilasi, keringkan cetakan dan inti sebelum digunakan, gunakan bahan fluks, dan tingkatkan permeabilitas pasir.
-
Memotong dan Mencuci
- Penyebab: Aliran berkecepatan tinggi mengikis pasir, kekuatan pasir lemah, dan kelebihan logam di area tertentu.
- Solusi: Optimalkan desain gerbang, perkuat inti dan pasir, serta tambahkan bahan pengikat pada permukaannya.
-
Fusi (Kerak Vitreous)
- Penyebab: Pasir kurang tahan api, logam cair terlalu panas, dan butiran tercampur.
- Solusi: Gunakan campuran pasir tahan api, turunkan suhu penuangan, dan pastikan logam bebas dari butiran pasir.
-
Menjatuhkan
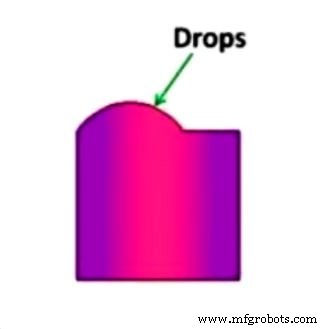
- Penyebab: Pasir lemah, fluks buruk, dan serudukan lembut.
- Solusi: Gunakan pasir berkekuatan tinggi, serudukan keras yang tepat, dan bersihkan logam cair dengan fluks.
-
Penetrasi Logam
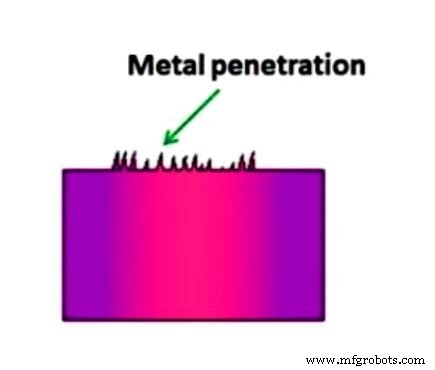
- Penyebab: Pasir berbutir kasar dengan permeabilitas tinggi, serudukan lembut, dan tidak mudah dicuci dengan jamur.
- Solusi: Gunakan pasir berbutir halus dengan permeabilitas rendah, serudukan keras, dan gunakan penghalang pencuci cetakan.
-
Penyusutan Rongga
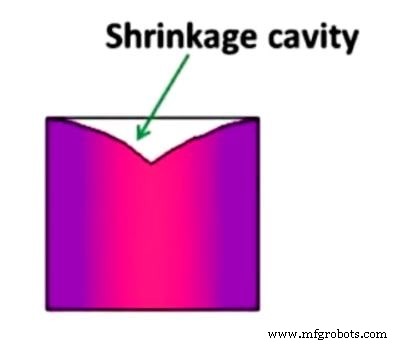
- Penyebab: Pemadatan yang tidak terkendali dan suhu penuangan yang tinggi.
- Solusi: Terapkan pemadatan terarah, gunakan pendingin, dan pertahankan suhu penuangan yang tepat.
-
Kehabisan
- Penyebab: Cetakan rusak, labu salah, atau desain cetakan buruk.
- Solusi: Ganti cetakan yang rusak, sempurnakan desain labu, dan pastikan gating yang presisi.
-
Penyertaan Terak

- Penyebab: Partikel terak dalam lelehan, gerbang yang salah, dan pembentukan intermetalik selama pemadatan.
- Solusi: Bersihkan cetakan secara teratur, rancang sistem gerbang yang efektif, dan gunakan paduan yang bersih dan terlarut sepenuhnya.
-
Titik Panas atau Sulit
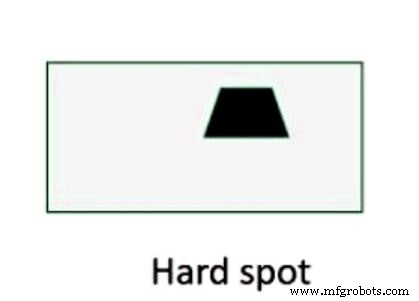
- Penyebab: Pendinginan lokal yang cepat dan gradien termal diferensial.
- Solusi: Terapkan pendinginan yang seragam, sesuaikan komposisi paduan, dan gunakan perlakuan panas terkontrol.
-
Sobek atau Retak Panas
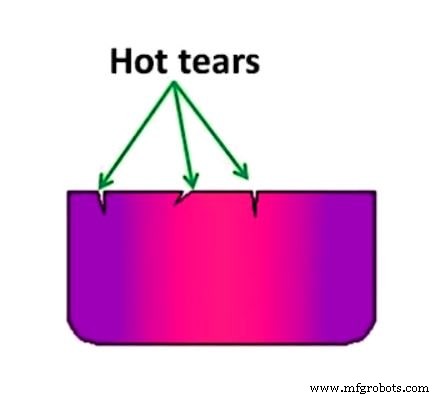
- Penyebab: Kontraksi termal, tegangan tarik sisa, dan penempatan gerbang yang tidak tepat.
- Solusi: Gunakan praktik pemadatan standar, pastikan penempatan gerbang optimal, dan pertahankan ketebalan yang seragam.
-
Tutup Dingin
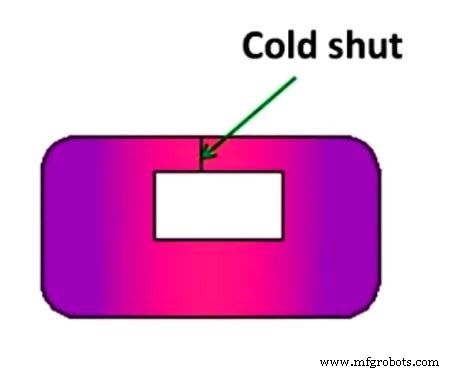
- Penyebab: Aliran logam bersuhu rendah bertemu tanpa fusi, saluran yang buruk, dan fluiditas leleh yang rendah.
- Solusi: Optimalkan gating, tingkatkan suhu lelehan, dan tingkatkan permeabilitas pasir.
-
Kotoran
- Penyebab: Perawatan yang tidak tepat, pencucian pasir, dan partikel terak dalam lelehan.
- Solusi: Jaga kebersihan peralatan, gunakan fluks yang tepat, dan pastikan lingkungan kerja bebas debu.
-
Salah berjalan
- Penyebab: Fluiditas leleh yang rendah dan desain cetakan/gerbang yang tidak memadai.
- Solusi: Tingkatkan fluiditas lelehan, desain ulang cetakan dan saluran, serta pertahankan suhu penuangan yang tepat.
-
Sarang Lebah atau Kenyal
- Penyebab: Kotoran yang membeku, skimming yang tidak memadai, dan siput dalam lelehan.
- Solusi: Singkirkan terak secara menyeluruh, saring kotoran, dan pastikan pengoperasian sendok bersih.
-
Sirip dan Luka Bakar (Flash)
- Penyebab: Perakitan cetakan/inti salah, berat cetakan tidak mencukupi, dan penjepitan buruk.
- Solusi: Pastikan perakitan akurat, berikan beban yang cukup, dan jepit dengan kuat.
-
Pembengkokan
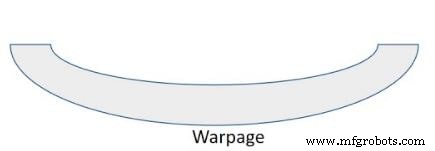
- Penyebab: Tingkat solidifikasi yang berbeda menciptakan tekanan internal.
- Solusi: Gunakan perlakuan panas untuk menghilangkan tegangan sisa dan rancang pengecoran untuk meminimalkan bagian datar yang besar.
Sumber Daya Tambahan
Jelajahi lebih lanjut tentang casting dan topik manufaktur terkait:
Unduh PDF
Unduh PDF artikel ini
Pemikiran Penutup
Dengan mengidentifikasi dan mengatasi 20 cacat pengecoran yang diuraikan di atas secara sistematis, produsen dapat secara dramatis meningkatkan kualitas produk, mengurangi limbah, dan mencapai efisiensi operasional yang lebih tinggi. Jika Anda memiliki pertanyaan atau ingin berbagi pengalaman, silakan tinggalkan komentar di bawah.
Berlangganan buletin kami untuk mendapatkan PDF gratis yang dikirim langsung ke kotak masuk Anda.


