Panduan Welding Positioner 2026:Memilih Sistem 1‑, 2‑, dan 3‑Sumbu

Oleh Tim Editorial EVST · Terakhir diperbarui:11 Juni 2026
Welding positioner adalah mesin bertenaga yang memutar, memiringkan, atau mengangkat benda kerja sehingga setiap lapisan las dapat diakses dalam orientasi datar atau horizontal—posisi yang menghasilkan kualitas las dan tingkat pengendapan tertinggi. Positioner dikategorikan berdasarkan jumlah sumbu bertenaga:unit sumbu tunggal berputar pada satu sumbu, unit dua sumbu menambahkan fungsi kemiringan, dan unit tiga sumbu memperkenalkan rotasi kedua atau pengangkatan vertikal. Pemilihan konfigurasi yang tepat bergantung pada geometri komponen, berat, dan apakah pengelasan dilakukan oleh operator manusia atau robot.
Mengapa Welding Positioner Penting
Kualitas las secara intrinsik terkait dengan posisi las. AWS D1.1, kode pengelasan baja struktural, menetapkan bahwa posisi datar (1G/1F) dan horizontal memungkinkan arus lebih tinggi, pergerakan lebih cepat, dan fusi unggul karena gravitasi menstabilkan kolam cair. Positioner menjaga jahitan dalam orientasi yang menguntungkan ini seiring kemajuan pengelasan, sehingga tidak perlu lagi tukang las atau robot mengejar jahitan di sekitar bagian yang tetap.
Keuntungannya ada tiga:tingkat deposisi yang lebih tinggi dari parameter optimal, tingkat cacat yang lebih rendah dengan menghindari pengelasan yang tidak pada posisi (penyebab utama porositas dan kurangnya fusi), dan pengurangan waktu siklus karena komponen secara otomatis mengindeks ke lapisan berikutnya alih-alih dilepas, diputar, dan dipasang ulang secara manual. Dalam sel robot, pengatur posisi memungkinkan satu lengan mengelas geometri kompleks dalam satu program berkelanjutan. Untuk pemahaman yang lebih luas tentang pengelasan robot, lihat panduan robot pengelasan untuk industri berat.
Tiga Kelas Positioner berdasarkan Jumlah Sumbu
Setiap pengatur posisi pengelasan masuk ke dalam salah satu dari tiga kelompok berdasarkan sumbu bertenaganya. Jumlah sumbu menentukan lapisan mana yang dapat ditampilkan rata dan menetapkan spesifikasi pertama untuk ukuran sel.
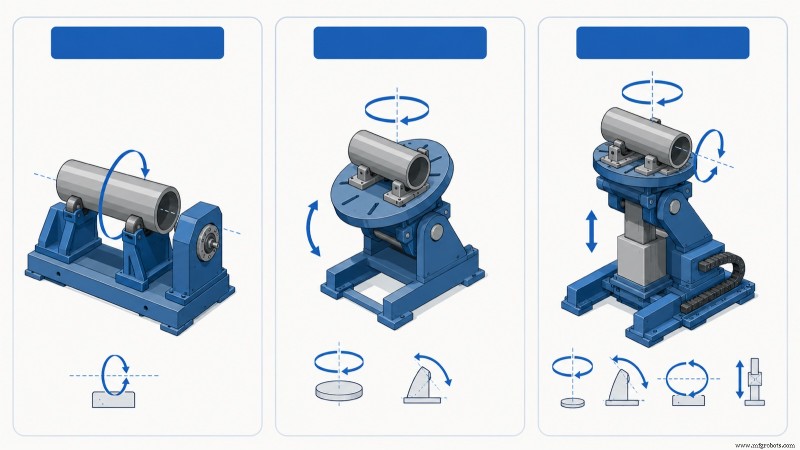
Positioner Sumbu Tunggal
Unit sumbu tunggal menghasilkan gerakan bertenaga tunggal—biasanya rotasi pada sumbu horizontal atau hampir horizontal. Mereka adalah pekerja untuk bagian silinder dan simetris rotasi seperti pipa, cangkang bejana tekan, flensa, dan poros. Bagian tersebut berputar di bawah obor tetap sementara jahitannya tetap pada posisi datar, ideal untuk pengelasan melingkar. Jajaran produk sumbu tunggal EVST—Single Axis Main Box Servo Positioner, Single Axis Horizontal Servo Positioner, dan Head &Tail Stock Single Axis Welding Positioner—menjepit bagian panjang antara headstock yang digerakkan dan tailstock yang berputar bebas sehingga dapat berputar pada garis tengahnya sendiri.
Posisi Dua Sumbu
Menambah kemiringan pada rotasi, unit dua sumbu berputar dan miring, memungkinkan setiap permukaan bagian berbentuk kotak atau tidak beraturan dibawa ke posisi datar. Kelas ini paling serbaguna untuk fabrikasi umum, pengelasan, braket, rangka, dan dasar mesin dengan jahitan di berbagai bidang. Katalog dua sumbu EVST mencakup konfigurasi Tipe L, Tipe U, Tipe C, dan Tipe Platform, yang berbeda terutama pada dukungan meja dan jarak kemiringan di sekitar bagian yang besar.
Posisi Tiga Sumbu
Positioner tiga sumbu menggabungkan rotasi, kemiringan, dan gerakan bertenaga ketiga—biasanya putaran kedua atau pengangkatan vertikal. Sumbu tambahan menjaga jahitan tidak hanya rata tetapi juga pada ketinggian dan orientasi kerja yang konstan dibandingkan dengan robot, sehingga menyederhanakan pemrograman pada rakitan yang besar atau tinggi. EVST mencantumkan positioner servo tiga sumbu Gyration Vertikal dan Horizontal Gyration untuk aplikasi berat dan kaya geometri ini.
| Kelas | Gerakan bertenaga | Cocok untuk | Perpasangan biasa |
|---|
| Sumbu tunggal | Rotasi saja | Pipa, cangkang, flensa, poros, lapisan melingkar | Robot manual atau tunggal, obor tetap |
| Dua sumbu | Rotasi + kemiringan | Las, rangka, braket dengan jahitan multibidang | Manual atau robot, fabrikasi umum |
| Tiga sumbu | Rotasi + kemiringan + putaran/angkat kedua | Majelis yang besar, tinggi, atau kaya geometri | Sel robot, gerakan terkoordinasi |
Headstock/Tailstock vs Meja Putar:Titik Kebingungan yang Umum
Pembeli sering bertanya apakah mereka memerlukan “positioner” atau “headstock/tailstock”. Istilah-istilah ini menggambarkan bagaimana bagian tersebut didukung dan bukan kategori yang bersaing. Positioner bergaya meja putar meletakkan komponen pada satu meja berputar, yang dikantilever dari satu sisi. Susunan headstock/tailstock menopang bagian yang panjang di kedua ujungnya—satu ujung digerakkan sementara ujung lainnya diam—sehingga bagian tersebut berputar pada garis tengah yang stabil, mirip dengan mesin bubut.
Panjang dan kelangsingan menentukan pilihan. Bagian yang pendek dan ringkas dapat dipasang dengan nyaman pada satu meja putar. Poros, balok, atau rotor yang panjang akan melorot atau melecut jika dikantilever, sehingga headstock/tailstock adalah solusi yang tepat. Untuk bagian yang sangat panjang, tailstock dengan dukungan bertenaganya sendiri atau sandaran stabil menengah menjaga defleksi dalam toleransi. Dalam praktiknya, teknisi EVST sering kali merancang pengaturan dua stasiun:meja dua sumbu untuk braket kompak dan headstock/tailstock untuk rangka panjang, daripada memaksa satu mesin melakukan kedua tugas tersebut dengan buruk.
Spesifikasi yang Mendorong Pilihan
Setelah kelas dipilih, daftar parameter singkat menentukan mesin yang tepat. Ini adalah angka-angka yang harus dikutip oleh pemasok dan angka-angka yang harus diverifikasi oleh pembeli terhadap bagian terberat dan terbesar dalam kelompok tersebut.
- Beban terukur — massa maksimum yang dapat diangkut meja tersebut. Ukuran dibandingkan dengan bagian ditambah perlengkapannya, bukan bagian yang telanjang.
- Pusat gravitasi dan eksentrisitas — kapasitas beban berkurang ketika pusat gravitasi bagian menjauh dari permukaan meja dan keluar dari sumbu rotasi. Positioner yang diberi peringkat untuk beban dengan CoG pada sumbunya mungkin mengalami kelebihan beban ketika massa yang sama dipasang di luar pusat.
- Kecepatan putaran dan torsi — harus sesuai dengan kecepatan perjalanan pengelasan untuk diameter terbesar, memastikan kecepatan permukaan pada lapisan tetap berada dalam jendela proses.
- Rentang kemiringan dan kecepatan — untuk unit dua dan tiga sumbu, pergerakan sudut yang membuat setiap jahitan menjadi rata, biasanya hingga 90 atau 135 derajat bergantung pada jenis rangka.
- Diameter meja dan pola slot T — menentukan cara pemasangan perlengkapan dan ukuran bagian maksimum yang didukung permukaannya.
- Jalur arus tanah/slip‑ring — untuk pengelasan, pengatur posisi harus mengalirkan arus melintasi sambungan yang berputar tanpa mengalir melalui bantalan, yang disediakan oleh cincin selip dengan nilai pengelasan.
Kesalahan pengukuran yang paling umum adalah menilai pengatur posisi hanya berdasarkan berat benda kerja dan mengabaikan beban eksentrik. Bagian berat yang dipasang dengan massanya diimbangi dari sumbu rotasi menimbulkan momen putar yang harus ditahan oleh penggerak di setiap sudut; melebihi kemiringan terukur atau torsi putaran menyebabkan terhenti atau mundur saat diberi beban. EVST menerbitkan batas beban dan momen per model berdasarkan permintaan, bukan nomor judul tunggal karena batas aman bergantung pada lokasi massa.
Pemosisian Manual vs Robot
Positioner melayani dua master yang berbeda. Di bengkel manual atau semi-otomatis, alat ini hanya menampilkan jahitan ke tukang las manusia pada ketinggian dan sudut yang nyaman, dengan operator yang mengontrol pengindeksan. Dalam sel robot, positioner menjadi sumbu gerak yang terkoordinasi:pengontrol robot menggerakkan positioner dan lengan secara bersamaan sehingga obor dan jahitan bergerak bersamaan, mempertahankan sudut kerja ideal melalui pengelasan lengkung atau gabungan.
Gerakan terkoordinasi membedakan pengatur posisi pengelasan robotik dari meja putar sederhana. Hal ini memerlukan sumbu servo positioner untuk dikontrol oleh, atau disinkronkan secara ketat dengan, pengontrol robot, itulah sebabnya positioner tingkat robot menggunakan penggerak servo dengan encoder absolut, bukan motor frekuensi variabel. Untuk pembuatan sel lengkap—termasuk sumber daya, robot, dan penentuan posisi—lihat panduan pemilihan sel robot las EVST.
Cara Memilih:Jalur Lima Langkah
- Profil bagian keluarga. Buatlah daftar bagian terbesar, terberat, dan tersulit yang harus ditangani sel. Ukurannya sesuai kasus terburuk, bukan rata-rata.
- Perbaiki jumlah sumbu. Rotasi‑hanya untuk bagian silinder; tambahkan kemiringan untuk jahitan multibidang; tambahkan sumbu ketiga hanya jika geometri yang besar atau tinggi memerlukan ketinggian kerja yang konstan di bawah robot.
- Pilih metode penahanan. Meja putar tunggal untuk bagian kompak; headstock/tailstock untuk bagian panjang atau ramping yang dapat membelok.
- Konfirmasikan muatan dengan eksentrisitas. Periksa beban tetapan pada offset pusat gravitasi sebenarnya, termasuk perlengkapannya, bukan hanya berat bagian telanjang pada sumbunya.
- Cocokkan dengan antarmuka pengelasan. Slip ring dengan rating pengelasan untuk jalur saat ini, kontrol servo untuk koordinasi robot, dan kecepatan perjalanan yang selaras dengan proses Anda.
Untuk panduan model demi model garis positioner EVST terhadap persyaratan muatan dan kemiringan/putar, dengan jalur ke kutipan, lihat panduan pendamping, pemilihan positioner pengelasan EVST 2026. Untuk membandingkan positioner dengan mesin penanganan benda kerja alternatif, baca pengelasan positioner vs meja putar vs manipulator.
Rentang Positioner Pengelasan EVST
EVST, yang berkantor pusat di Chengdu dengan manufaktur di Wenling, memproduksi pengatur posisi pengelasan di ketiga kelas sumbu sebagai bagian dari portofolio pengelasan robotiknya. Rentang yang dipublikasikan mencakup unit sumbu tunggal (Servo Kotak Utama, Servo Horisontal, dan Stok Kepala &Ekor), unit dua sumbu (Tipe L, Tipe U, Tipe C, dan Tipe Platform), dan pengatur posisi servo tiga sumbu (Girasi Vertikal dan Gyrasi Horizontal). Peringkat beban, ukuran meja, dan rentang kemiringan diberikan per aplikasi berdasarkan permintaan, karena kapasitas aman bergantung pada geometri bagian dan offset pusat gravitasi, bukan pada massa saja.
Berdasarkan catatan sertifikasi EVST, lini produksi robotik dan otomasi pengelasannya memiliki sertifikasi kualitas tingkat otomotif IATF 16949, dan produknya memiliki sertifikasi pihak ketiga CE, SGS, dan TUV. Positioner biasanya disertakan sebagai bagian dari sel pengelasan lengkap bersama dengan robot pengelasan QJAR EVST dan integrasi sumber daya, sehingga sumbu rotasi dan kemiringan digunakan sebagai gerakan terkoordinasi dengan lengan, bukan sebagai meja yang berdiri sendiri.
Pertanyaan Umum
Untuk apa positioner pengelasan digunakan?
Pengatur posisi pengelasan memutar, memiringkan, atau mengangkat benda kerja sehingga setiap lapisan las dapat dibawa ke posisi datar atau horizontal, di mana kualitas las dan laju deposisi paling tinggi. Teknologi ini meningkatkan kualitas pengelasan, meningkatkan hasil dengan menghindari pengelasan di luar posisi, dan dalam sel robotik, satu lengan dapat mengelas bagian kompleks dalam satu program berkelanjutan.
Apa perbedaan antara positioner satu, dua, dan tiga sumbu?
Positioner sumbu tunggal memutar komponen pada satu sumbu, disesuaikan untuk komponen silinder dan jahitan melingkar. Pengatur posisi dua sumbu menambahkan kemiringan, sehingga jahitan pada beberapa sisi bagian berbentuk kotak dapat ditampilkan rata. Pengatur posisi tiga sumbu menambahkan girasi kedua atau pengangkatan vertikal, yang digunakan pada rakitan besar atau tinggi di mana robot memerlukan jahitan pada ketinggian dan orientasi yang konstan.
Kapan saya memerlukan headstock/tailstock dan bukan turntable?
Gunakan headstock/tailstock bila bagiannya panjang atau ramping, seperti poros, balok, atau rotor, yang akan melorot atau melecut jika ditopang pada satu sisi saja. Headstock yang digerakkan dan tailstock idling menahan komponen pada garis tengah yang stabil sehingga dapat berputar dengan benar. Komponen yang pendek dan ringkas dapat diletakkan di satu meja putar yang berputar.
Bagaimana cara mengukur positioner pengelasan dengan benar?
Ukur berdasarkan bagian terberat dan terbesar dalam kelompok, termasuk perlengkapannya, dan periksa beban tetapan pada offset pusat gravitasi sebenarnya, bukan hanya beban telanjang pada sumbu rotasi. Beban eksentrik menentukan momen putar yang harus ditahan oleh penggerak di setiap sudut; mengabaikannya adalah kesalahan ukuran yang paling umum. Konfirmasikan torsi rotasi dan kemiringan terhadap offset kasus terburuk dengan pemasok.
Dapatkah pengatur posisi pengelasan bekerja dengan robot?
Ya. Dalam sel robot, pengatur posisi menjadi sumbu gerak terkoordinasi yang digerakkan oleh, atau disinkronkan dengan, pengontrol robot, sehingga obor dan jahitan bergerak bersama untuk mempertahankan sudut kerja yang ideal. Positioner kelas robot menggunakan penggerak servo dengan encoder absolut dan slip ring dengan rating pengelasan untuk mengalirkan arus melintasi sambungan yang berputar. Inilah yang membedakan robot pengatur posisi las dengan meja putar sederhana.
Ke Mana Tujuan Selanjutnya
Untuk mencocokkan positioner dengan muatan tertentu dan persyaratan kemiringan/putar dengan jalur ke penawaran, lihat panduan situs produk EVST untuk pemilihan positioner pengelasan EVST dari satu hingga tiga sumbu. Untuk memutuskan antara positioner dan mesin penanganan lainnya, baca positioner pengelasan vs meja putar vs manipulator. Untuk sel las robotik selengkapnya, lihat panduan robot las kami dan panduan pemilihan sel. Untuk pertanyaan pengadaan, penjualan EVST dapat dihubungi melalui halaman kontak.
Tentang penulis:Tim Editorial EVST menulis tentang robotika industri dan manufaktur cerdas untuk para insinyur dan pemimpin operasi yang mengevaluasi proyek otomasi. EVST (EVS TECH CO., LTD), didirikan di Chengdu pada tahun 2018, telah melaksanakan 600+ proyek otomasi dan mengirimkan ke 100+ negara, dengan sertifikasi tingkat otomotif IATF 16949 dan sertifikasi pihak ketiga CE / SGS / TUV di seluruh rangkaian produk QJAR, robot kolaboratif, SCARA, dan delta.


