Cetakan injeksi
BAGIKAN ARTIKEL INI

Dalam panduan ini Anda akan menemukan semua yang perlu Anda ketahui tentang cetakan injeksi. Kuasai prinsip dasar teknologi dan pelajari tips desain yang dapat ditindaklanjuti dengan cepat yang akan menghemat waktu dan menghemat biaya.
Bagian 1
Dasar-dasar cetakan injeksi
Apa itu cetakan injeksi? Bagaimana cara kerjanya dan kegunaannya? Di bagian ini, kami menjawab pertanyaan-pertanyaan ini dan menunjukkan contoh umum komponen cetakan injeksi untuk membantu Anda memahami mekanika dasar dan penerapan teknologi tersebut.
Apa itu cetakan injeksi?
Cetakan injeksi adalah teknologi manufaktur untuk produksi massal komponen plastik identik dengan toleransi yang baik. Dalam cetakan injeksi, butiran polimer dilebur kemudian disuntikkan di bawah tekanan ke dalam cetakan, tempat plastik cair mendingin dan mengeras. Bahan yang digunakan dalam cetakan injeksi adalah polimer termoplastik yang dapat diwarnai atau diisi dengan bahan tambahan lainnya.
Hampir setiap bagian plastik di sekitar Anda diproduksi menggunakan cetakan injeksi:mulai dari suku cadang mobil, penutup elektronik, hingga peralatan dapur.
Cetakan injeksi banyak digunakan karena menawarkan biaya per bagian yang sangat rendah pada volume produksi yang tinggi, serta kemampuan pengulangan yang sangat baik dan fleksibilitas desain yang kuat. Keterbatasan utama cetakan injeksi biasanya bersifat ekonomis, karena prosesnya memerlukan investasi awal yang signifikan dalam perkakas. Secara tradisional, waktu penyelesaian mulai dari desain hingga produksi dapat memakan waktu beberapa minggu, meskipun alur kerja manufaktur digital modern kini dapat memproduksi komponen cetakan hanya dalam satu minggu dalam beberapa kasus.
Cara kerja cetakan injeksi khusus
Mesin cetak injeksi terdiri dari tiga bagian utama:unit injeksi, cetakan (jantung dari keseluruhan proses) dan unit penjepit/ejektor.
Pada bagian ini, kita memeriksa tujuan masing-masing sistem ini dan bagaimana mekanisme operasi dasarnya mempengaruhi hasil akhir dari proses pencetakan injeksi.
Kelebihan dan kekurangan cetakan injeksi
Cetakan injeksi adalah teknologi manufaktur mapan dengan sejarah panjang, namun terus disempurnakan dan ditingkatkan seiring dengan kemajuan teknologi baru.
Di bawah ini adalah ikhtisar kelebihan dan kekurangan utama cetakan injeksi untuk membantu Anda memahami apakah ini solusi yang tepat untuk aplikasi Anda.
Manfaat cetakan injeksi
Pembuatan plastik dalam jumlah besar
Cetakan injeksi adalah teknologi yang paling hemat biaya untuk memproduksi komponen plastik identik dalam jumlah besar. Setelah cetakan dibuat dan mesin disiapkan, suku cadang tambahan dapat diproduksi dengan sangat cepat dan dengan biaya yang sangat rendah.
Volume produksi minimum yang disarankan untuk cetakan injeksi adalah 500 unit. Pada titik ini, faktor skala ekonomi dan biaya awal perkakas yang relatif tinggi mempunyai pengaruh yang kurang besar terhadap harga satuan.
Berbagai macam bahan
Hampir semua bahan termoplastik (dan beberapa termoset dan silikon) dapat dicetak dengan injeksi. Hal ini memungkinkan tersedianya berbagai macam material dengan sifat fisik yang beragam untuk dirancang.
Suku cadang yang diproduksi dengan cetakan injeksi memiliki sifat fisik yang sangat baik. Properti dapat disesuaikan menggunakan bahan tambahan seperti serat kaca atau dengan mencampurkan pelet, seperti PC/ABS, untuk mencapai kekuatan, kekakuan, atau ketahanan benturan tertentu.
Produktivitas sangat tinggi
Siklus pencetakan injeksi biasanya berlangsung 15 hingga 60 detik. Hal ini tergantung pada ukuran bagian dan kompleksitas cetakan. Sebagai perbandingan, pemesinan CNC atau pencetakan 3D mungkin memerlukan waktu beberapa menit hingga berjam-jam untuk menghasilkan geometri yang sama. Selain itu, satu cetakan dapat menampung banyak bagian, sehingga semakin meningkatkan kemampuan produksi dari proses manufaktur ini. Artinya, ratusan (atau bahkan ribuan) komponen identik dapat diproduksi setiap jamnya.
Pengulangan dan toleransi yang luar biasa
Proses pencetakan injeksi sangat dapat diulang dan bagian-bagian yang dihasilkan pada dasarnya identik. Tentu saja, beberapa keausan terjadi pada cetakan seiring berjalannya waktu, namun cetakan aluminium yang dijalankan oleh pilot akan bertahan 5.000 hingga 10.000 siklus, sedangkan cetakan produksi skala penuh dari baja perkakas dapat bertahan lebih dari 100.000 siklus.
Tingkat akurasi ini cukup untuk sebagian besar aplikasi dan sebanding dengan pemesinan CNC dan pencetakan 3D. Toleransi yang lebih ketat dimungkinkan tetapi bergantung pada penyusutan material. Misalnya, Polipropilena (PP) menyusut lebih besar dibandingkan Polikarbonat (PC), sehingga lebih sulit untuk menahan dimensi yang rapat.
Tampilan visual luar biasa
Kekuatan utama dari cetakan injeksi adalah dapat menghasilkan produk jadi yang tidak memerlukan finishing tambahan. Permukaan cetakan dapat dipoles hingga tingkat yang sangat tinggi untuk membuat bagian seperti cermin, atau dapat diledakkan dengan manik-manik untuk membuat permukaan bertekstur. Standar SPI menentukan tingkat penyelesaian yang dapat dicapai.
Dapatkan rekomendasi finishing/kompatibilitas material →
Keterbatasan cetakan injeksi
Biaya awal untuk perkakas
Salah satu pertimbangan ekonomi utama dalam cetakan injeksi adalah biaya perkakas di muka, karena cetakan khusus harus dibuat untuk setiap geometri bagian. Biaya perkakas ini terutama terkait dengan desain dan produksi cetakan dan biasanya berkisar antara $250 hingga $1.000 untuk cetakan yang lebih sederhana, meskipun perkakas yang lebih kompleks bisa memakan biaya yang jauh lebih mahal. Karena biaya cetakan didistribusikan ke seluruh jumlah komponen yang diproduksi, cetakan injeksi menjadi semakin hemat biaya pada volume produksi sedang hingga tinggi.
Perubahan desain membutuhkan biaya
Setelah cetakan dibuat, modifikasinya sangat mahal. Perubahan desain biasanya memerlukan pembuatan cetakan baru dari awal. Oleh karena itu, merancang komponen cetakan injeksi dengan benar sangatlah penting.
Di Bagian 2, kami mencantumkan pertimbangan desain paling penting yang perlu diingat saat merancang cetakan injeksi. Di Bagian 5, kita juga akan melihat bagaimana Anda dapat mengurangi risiko dengan membuat prototipe fisik suku cadang Anda.
Waktu tunggu lebih lama dibandingkan teknologi lain
Waktu penyelesaian tipikal untuk cetakan injeksi bervariasi antara 6-10 minggu. Dibutuhkan waktu 4-6 minggu untuk pembuatan cetakan, ditambah 2 hingga 4 minggu lagi untuk produksi dan pengiriman.
Jika perubahan desain diperlukan (hal yang umum terjadi), waktu penyelesaian akan meningkat.
Di sisi lain, komponen yang dibuat menggunakan printer 3D desktop dapat siap dikirim dalam semalam, sedangkan sistem pencetakan 3D industri biasanya memiliki waktu tunggu tiga hingga lima hari. Suku cadang mesin CNC biasanya dikirim dalam waktu 10 hari atau paling cepat lima hari.
Desain untuk cetakan injeksi
Ada beberapa faktor yang dapat mempengaruhi kualitas produk akhir dan pengulangan proses. Untuk mendapatkan manfaat penuh dari proses tersebut, perancang harus mengikuti pedoman desain tertentu.
Pada bagian ini, kami menguraikan cacat umum pada cetakan injeksi dan pedoman dasar dan lanjutan yang harus diikuti saat merancang komponen, serta rekomendasi tentang cara meminimalkan biaya.
Cacat umum pada cetakan injeksi
Sebagian besar cacat pada cetakan injeksi berhubungan dengan aliran bahan yang meleleh atau laju pendinginan yang tidak seragam selama pemadatan.
Di bawah ini adalah daftar cacat yang perlu diingat saat merancang komponen untuk cetakan injeksi. Di bagian berikutnya, kami akan menunjukkan cara menghindari hal ini dengan mengikuti praktik desain yang baik.
Menangani undercut
Cetakan paling sederhana (cetakan tarik lurus) terdiri dari dua bagian. Fitur dengan potongan bawah (seperti gigi benang atau kait sambungan snap-fit) mungkin tidak dapat diproduksi dengan cetakan tarik lurus. Hal ini bisa terjadi karena cetakannya tidak dapat dikerjakan dengan mesin CNC atau karena bahannya menghalangi bagian tersebut untuk dikeluarkan.
Potongan dalam cetakan injeksi adalah fitur bagian yang tidak dapat diproduksi dengan cetakan dua bagian sederhana, karena bahan menghalangi saat cetakan terbuka atau selama ejeksi.
Fitur desain umum
Pelajari cara merancang fitur paling umum yang terlihat pada komponen cetakan injeksi dengan panduan praktis berikut. Gunakan mereka untuk meningkatkan fungsionalitas desain Anda, sambil tetap mematuhi aturan desain dasar.
Bagian 2
Ada beberapa faktor yang dapat mempengaruhi kualitas produk akhir dan pengulangan dari proses tersebut. Untuk mendapatkan manfaat penuh dari proses tersebut, perancang harus mengikuti pedoman desain tertentu.
Di bagian ini, kami menguraikan cacat umum pada cetakan injeksi serta panduan dasar dan lanjutan yang harus diikuti saat merancang suku cadang, termasuk rekomendasi untuk menekan biaya seminimal mungkin.
Cacat umum pada cetakan injeksi
Sebagian besar cacat pada cetakan injeksi berhubungan dengan aliran bahan yang meleleh atau laju pendinginan yang tidak seragam selama pemadatan.
Berikut adalah daftar cacat yang perlu diingat saat merancang komponen untuk cetakan injeksi. Di bagian selanjutnya, kita akan melihat bagaimana Anda dapat menghindarinya dengan mengikuti praktik desain yang baik.
Pembengkokan
Jika bagian tertentu mendingin (dan akibatnya menyusut) lebih cepat dibandingkan bagian lain, maka bagian tersebut dapat bengkok secara permanen akibat tekanan internal.
Bagian dengan ketebalan dinding yang tidak konstan paling rentan melengkung.
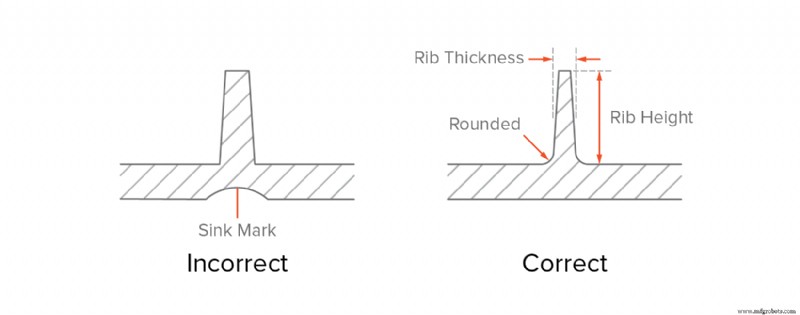
Tanda tenggelam
Ketika bagian dalam suatu bagian mengeras sebelum permukaannya, lekukan kecil pada permukaan datar mungkin muncul, yang disebut tanda tenggelam.
Bagian dengan dinding tebal atau rusuk yang dirancang dengan buruk paling rentan tenggelam.
Seret tanda
Saat plastik menyusut, ia memberikan tekanan pada cetakan. Selama ejeksi, dinding bagian tersebut akan tergelincir dan bergesekan dengan cetakan, sehingga dapat menimbulkan bekas tarikan.
Bagian dengan dinding vertikal (dan tidak ada sudut tarikan) paling rentan terhadap tanda tarikan.
Garis rajut
Ketika 2 aliran bertemu, perubahan warna kecil seperti rambut dapat terjadi. Garis rajutan ini memengaruhi estetika komponen, namun umumnya juga menurunkan kekuatan komponen.
Bagian dengan perubahan geometri mendadak atau lubang lebih rentan terhadap garis rajutan.
Foto pendek
Udara yang terperangkap di dalam cetakan dapat menghambat aliran material pada saat injeksi sehingga mengakibatkan bagian menjadi tidak lengkap. Desain yang baik dapat meningkatkan kemampuan mengalir dari plastik yang meleleh.
Bagian dengan dinding yang sangat tipis atau rusuk yang dirancang dengan buruk lebih rentan terhadap pengambilan gambar pendek.
Menangani undercut
Cetakan paling sederhana (cetakan tarik lurus) terdiri dari 2 bagian. Fitur dengan potongan bawah (seperti gigi benang atau kait sambungan snap-fit) mungkin tidak dapat diproduksi dengan cetakan tarik lurus. Hal ini terjadi karena cetakan tidak dapat dikerjakan dengan mesin CNC atau karena material menghalangi bagian tersebut untuk dikeluarkan.
Undercut pada cetakan injeksi adalah fitur bagian yang tidak dapat diproduksi dengan cetakan dua bagian sederhana, karena bahan menghalangi saat cetakan dibuka atau selama ejeksi.
Gigi pada benang atau kait pada sambungan snap-fit adalah contoh potongan bawah.
Berikut beberapa ide untuk membantu Anda mengatasi undercut:
Hindari undercut menggunakan pematian
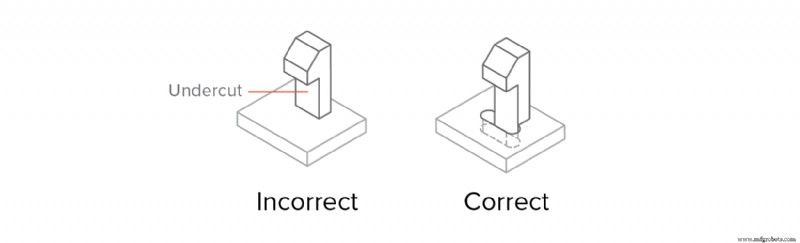
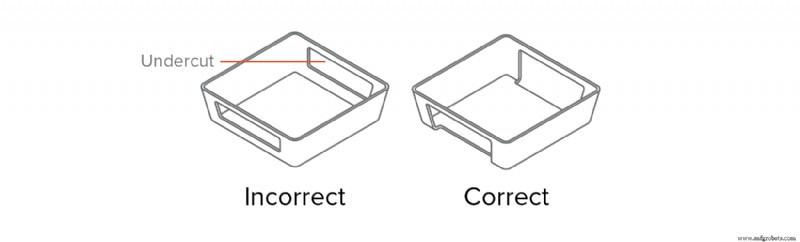
Menghindari undercut sama sekali mungkin merupakan pilihan terbaik . Pemotongan selalu menambah biaya, kompleksitas, dan persyaratan pemeliharaan pada cetakan. Desain ulang yang cerdik sering kali dapat menghilangkan kelemahan.
Shut-off adalah trik yang berguna untuk mengatasi undercut pada bagian dalam komponen (untuk snap-fit) atau pada bagian samping (untuk lubang atau pegangan).
Di bawah ini adalah beberapa contoh bagaimana bagian cetakan injeksi dapat didesain ulang untuk menghindari undercut:pada dasarnya, material dihilangkan di area di bawah undercut, sehingga menghilangkan masalah tersebut sama sekali.
Pindahkan garis perpisahan
Cara paling sederhana untuk mengatasi undercut adalah dengan memindahkan garis perpisahan cetakan hingga berpotongan dengannya.
Solusi ini cocok untuk banyak desain dengan potongan bawah pada permukaan luar. Jangan lupa untuk menyesuaikan sudut drafnya.
Gunakan stripping undercut (bumpoff)
Stripping undercut (juga dikenal sebagai bumpoffs) dapat digunakan bila fitur tersebut cukup fleksibel untuk berubah bentuk pada cetakan selama ejeksi . Stripping undercut digunakan untuk membuat benang pada tutup botol.
Undercut hanya dapat digunakan dalam kondisi berikut:
- Potongan bawah pengupasan harus ditempatkan jauh dari fitur pengaku , seperti sudut dan rusuk.
- Potongan bawah harus memiliki sudut depan dari 30o hingga 45o derajat.
- Bagian cetakan injeksi harus memiliki ruang dan harus fleksibel cukup untuk mengembang dan berubah bentuk.
Disarankan untuk menghindari pengupasan bagian bawah pada bagian yang terbuat dari plastik yang diperkuat serat. Biasanya, plastik fleksibel seperti PP, HDPE, atau Nilon (PA) dapat mentolerir pemotongan bagian bawah hingga 5% dari diameternya.
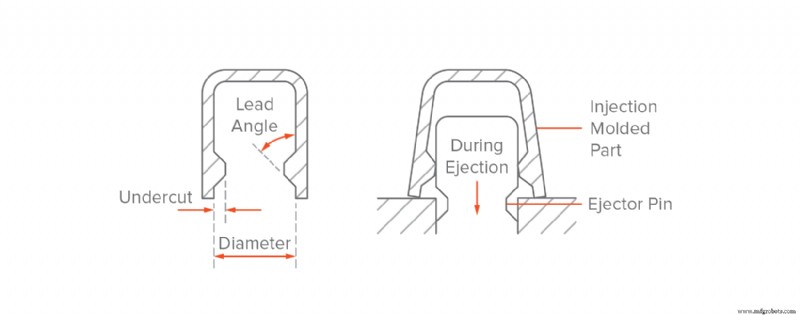
*Contoh bagian dengan stripping undercut. Bagian tersebut berubah bentuk saat didorong keluar dari cetakan.*
Menggeser aksi samping dan inti
Aksi samping geser dan inti digunakan ketika tidak memungkinkan untuk mendesain ulang bagian cetakan injeksi untuk menghindari pemotongan.
Inti aksi samping adalah sisipan yang meluncur masuk saat cetakan ditutup dan meluncur keluar sebelum dibuka. Perlu diingat bahwa mekanisme ini menambah biaya dan kompleksitas ke cetakan.
Ikuti panduan berikut saat merancang tindakan sampingan:
- Perlu ada ruang agar inti dapat bergerak masuk dan keluar . Artinya, fitur tersebut harus berada di sisi lain dari bagian tersebut.
- Aksi samping harus bergerak tegak lurus . Bergerak pada sudut selain 90° lebih rumit, sehingga meningkatkan biaya dan waktu tunggu.
- Jangan lupa menambahkan sudut draf sesuaikan desain Anda seperti biasa, dengan mempertimbangkan pergerakan inti aksi samping.
Fitur desain umum
Pelajari cara merancang fitur paling umum yang ditemui pada komponen cetakan injeksi dengan panduan praktis berikut. Gunakan hal tersebut untuk meningkatkan fungsionalitas desain Anda, sambil tetap mematuhi aturan dasar desain.
Pengencang berulir (bos dan sisipan)
Ada 3 cara untuk menambahkan pengencang ke bagian cetakan injeksi:dengan mendesain ulir langsung pada bagian tersebut, dengan menambahkan bos tempat sekrup dapat dipasang, atau dengan menyertakan sisipan berulir.
Memodelkan utas langsung pada bagian mungkin dilakukan, namun tidak direkomendasikan, karena gigi pada benang pada dasarnya adalah potongan bawah, sehingga meningkatkan kompleksitas dan biaya cetakan secara drastis (kita akan membahas lebih lanjut tentang potongan bawah di bagian selanjutnya). Contoh bagian cetakan injeksi berulir adalah tutup botol.
Bos
Bos sangat umum pada komponen Cetakan Injeksi dan digunakan sebagai titik untuk pemasangan atau perakitan . Mereka terdiri dari proyeksi silinder dengan lubang yang dirancang untuk menerima sekrup, sisipan berulir, atau jenis perangkat keras pengikat dan perakitan lainnya. Cara yang baik untuk menganggap bos adalah sebagai tulang rusuk yang menutup dengan sendirinya dalam lingkaran.
Atasan digunakan sebagai titik pemasangan atau pengikat (dikombinasikan dengan sekrup sadap sendiri atau sisipan berulir).
*Rekomendasi desain atasan*
Apabila bos digunakan sebagai __titik pengikat__, diameter luar bos harus 2x diameter nominal sekrup atau sisipan dan diameter bagian dalam sama dengan diameter inti sekrup. Lubang pada bos harus memanjang hingga setinggi dinding dasar, meskipun kedalaman penuh tidak diperlukan untuk perakitan, untuk menjaga __ketebalan dinding yang seragam__ di seluruh fitur. Tambahkan talang untuk memudahkan pemasangan sekrup atau sisipan.
__Untuk hasil terbaik:__
Hindari mendesain bos yang menyatu dengan dinding utama
Dukung bos dengan rusuk atau sambungkan ke dinding utama
Untuk bos dengan sisipan, gunakan diameter luar yang sama dengan 2× ukuran nominal sisipan
Utas
sisipan berulir logam dapat ditambahkan ke bagian Cetakan Injeksi plastik untuk menyediakan lubang berulir yang tahan lama untuk pengencang seperti sekrup mesin. Keuntungan menggunakan sisipan adalah memungkinkan banyak siklus perakitan dan pembongkaran .
Sisipan dipasang di bagian Cetakan Injeksi melalui penyisipan termal, ultrasonik, atau dalam cetakan. Untuk mendesain atasan yang akan menerima sisipan berulir, gunakan pedoman serupa seperti di atas, dengan menggunakan diameter sisipan sebagai dimensi pemandu.
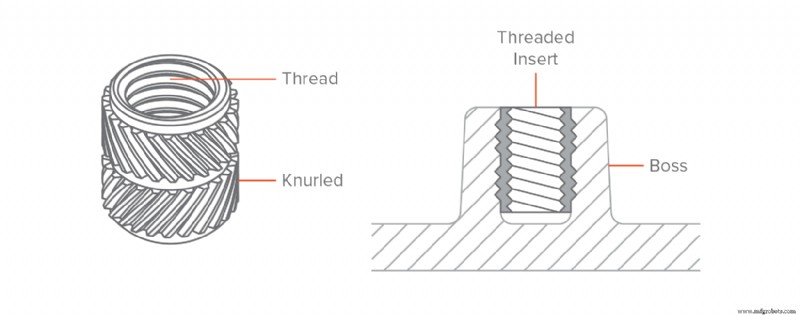
*Sisipan berulir ditempatkan di bos*
__Untuk hasil terbaik:__
Hindari menambahkan benang langsung pada bagian cetakan injeksi Anda
Desain bos dengan diameter luar sama dengan 2x diameter nominal sekrup atau sisipan
Tambahkan relief 0,8 mm di tepi benang
Gunakan benang dengan jarak lebih besar dari 0,8 mm (32 benang per inci)
Gunakan benang trapesium atau penopang
Cara terbaik untuk mengatasi undercut yang tercipta:
Gunakan benang dengan jarak lebih besar dari 0,8 mm (32 benang per inci)
Untuk utas eksternal, letakkan di sepanjang garis perpisahan
Iga
Ketika ketebalan dinding maksimum yang direkomendasikan tidak cukup untuk memenuhi persyaratan fungsional suatu bagian, rusuk dapat digunakan untuk meningkatkan kekakuannya.
Saat mendesain tulang rusuk:
● Gunakan ketebalan yang sama dengan 0,5 × ketebalan dinding utama
● Tentukan tinggi yang lebih kecil dari 3 × ketebalan rusuk
● Gunakan fillet dasar dengan radius lebih besar dari ¼ × ketebalan rusuk
● Tambahkan sudut draft minimal 0,25° - 0,5°
● Tambahkan menit. jarak antara rusuk dan dinding dengan ketebalan rusuk 4 ×
Sambungan snap-fit
Sambungan snap-fit adalah cara yang sangat sederhana, ekonomis, dan cepat untuk menyambung dua bagian tanpa pengencang atau alat . Berbagai kemungkinan desain tersedia untuk sambungan snap-fit.
Sebagai aturan praktisnya, defleksi sambungan snap-fit terutama bergantung pada panjangnya dan kekuatan yang diijinkan yang dapat diaplikasikan pada lebarnya (karena ketebalannya kurang lebih ditentukan oleh ketebalan dinding bagian tersebut). Selain itu, sambungan snap-fit adalah contoh lain dari undercut.
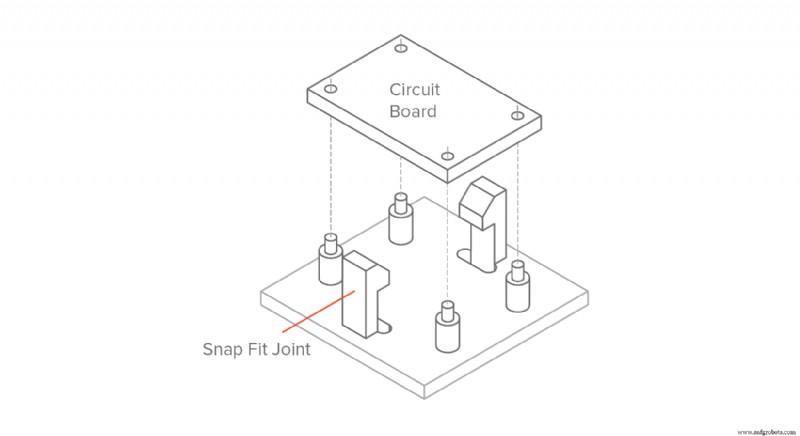
*Contoh rakitan dengan sambungan snap-fit*
Pada contoh di atas, desain sambungan snap-fit yang paling umum (dikenal sebagai __sambungan snap-fit kantilever__) ditampilkan. Seperti halnya rusuk, tambahkan sudut draft pada sambungan snap-fit Anda dan gunakan ketebalan minimum 0,5x ketebalan dinding.
Pedoman khusus dalam mendesain sambungan snap-fit adalah topik besar yang melampaui cakupan artikel ini. Untuk informasi lebih detail, silakan merujuk ke artikel dari MIT ini.
Untuk hasil terbaik:
Tambahkan sudut draft ke dinding vertikal sambungan snap-fit Anda
Desain snap-fit dengan ketebalan lebih dari 0,5x ketebalan dinding
Sesuaikan lebar dan panjangnya untuk mengontrol defleksi dan gaya yang diizinkan
Engsel hidup
Engsel hidup adalah bagian plastik tipis yang menghubungkan 2 segmen suatu bagian dan membiarkannya melentur dan menekuk . Biasanya engsel ini dimasukkan ke dalam wadah yang diproduksi secara massal, seperti botol plastik. Engsel hidup yang dirancang dengan baik dapat bertahan hingga satu juta siklus tanpa kegagalan.
Materi digunakan untuk cetakan injeksi engsel hidup harus fleksibel. Polypropylene (PP) dan Polyethylene (PE) adalah pilihan yang baik untuk aplikasi konsumen dan Nylon (PA) untuk keperluan teknik.
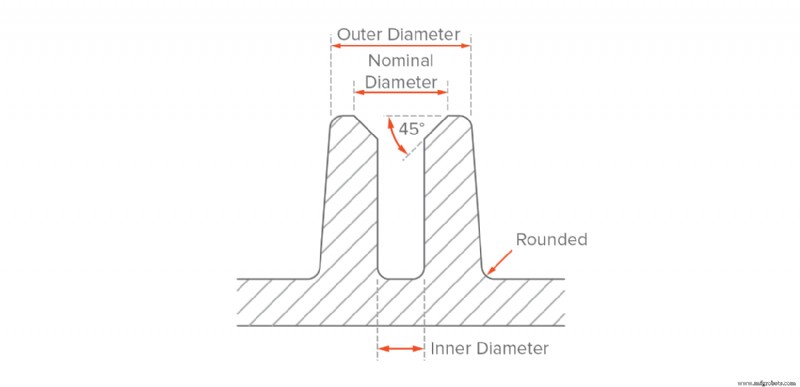
Engsel yang dirancang dengan baik ditunjukkan di bawah ini. Ketebalan minimum yang disarankan ukuran engsel berkisar antara 0,20 dan 0,35 mm, dengan ketebalan yang lebih tinggi menghasilkan komponen yang lebih tahan lama namun lebih kaku.
{{img}}
*Contoh engsel hidup (kiri) dan dimensi desain yang direkomendasikan untuk PP atau PE (kanan)*
Sebelum memulai produksi skala penuh, prototipe engsel hidup Anda menggunakan permesinan CNC atau pencetakan 3D untuk menentukan geometri dan kekakuan yang paling sesuai dengan aplikasi Anda. Tambahkan fillet yang banyak dan mendesain bahu dengan ketebalan dinding yang seragam sebagai bagian utama untuk meningkatkan aliran material dalam cetakan dan meminimalkan tekanan. Bagilah engsel yang panjangnya lebih dari 150 mm dalam dua (atau lebih) untuk meningkatkan masa pakai.
Untuk panduan mendetail, silakan merujuk ke panduan MIT ini.
Untuk hasil terbaik :
-
Desain engsel dengan ketebalan antara 0,20 dan 0,35 mm
-
Pilih bahan fleksibel (PP, PE, atau PA) untuk komponen dengan engsel hidup
-
Gunakan bahu jalan dengan ketebalan sama dengan ketebalan dinding utama
-
Tambahkan fillet sebesar mungkin
Hancurkan iga
Crush Ribs adalah fitur kecil yang menonjol yang berubah bentuk sehingga menimbulkan gesekan ketika berbagai komponen disatukan, mengamankan posisinya.
Crush ribs dapat menjadi alternatif ekonomis untuk membuat lubang dengan toleransi tinggi agar ketat . Biasanya digunakan sebagai bantalan atau poros dan aplikasi press fit lainnya.
Contoh bagian dengan rusuk penghancur ditunjukkan di bawah. Dianjurkan untuk menggunakan tiga rusuk penghancur untuk memastikan kesejajaran yang baik. tinggi/radius yang disarankan untuk setiap rusuk adalah 2 mm . Tambahkan interferensi minimum 0,25 mm antara rusuk penghancur dan bagian yang dipasang. Karena kontak permukaan yang kecil dengan cetakan, crush rib dapat dirancang tanpa sudut draft.
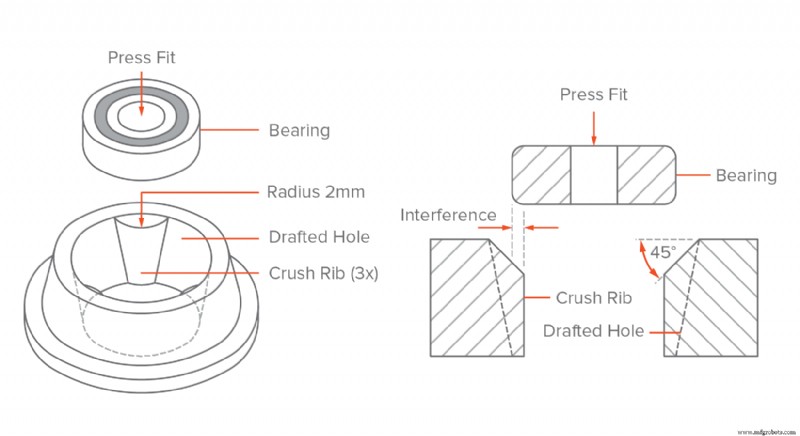
*Contoh rusuk penghancur (kiri) dan dimensi desain yang direkomendasikan (kanan)*
__Untuk hasil terbaik:__
Tambahkan gangguan minimal 0,25 mm antara crush rib dan komponen
Jangan menambahkan sudut draft pada dinding vertikal rusuk penghancur
Huruf dan simbol
Teks adalah fitur umum yang dapat berguna untuk logo, label, peringatan, diagram, dan instruksi, sehingga menghemat biaya label tempel atau dicat.
Saat menambahkan teks, pilih teks timbul atas teks terukir, karena lebih mudah untuk melakukan mesin CNC pada cetakan sehingga lebih ekonomis.
Juga menaikkan teks 0,5 mm di atas permukaan bagian akan memastikan huruf-hurufnya mudah dibaca. Kami menyarankan untuk memilih gaya font bulat dan tebal dengan ketebalan garis seragam, dengan ukuran 20 poin atau lebih besar. Beberapa contoh font antara lain:Century Gothic Bold, Arial, dan Verdana.
Gunakan teks timbul (tinggi 0,5 mm) daripada teks terukir
Gunakan font dengan ketebalan seragam dan ukuran font minimal 20 poin
Sejajarkan teks tegak lurus dengan garis perpisahan
Gunakan ketinggian (atau kedalaman) lebih besar dari 0,5 mm
Toleransi
Cetakan injeksi biasanya menghasilkan komponen dengan toleransi ± 0,250 mm (0,010").
Toleransi yang lebih ketat dapat dilakukan dalam keadaan tertentu (hingga ± 0,125 mm - dan bahkan ± 0,025 mm), namun hal ini meningkatkan biaya secara drastis.
Untuk produksi yang berjalan kecil (<10.000 unit), pertimbangkan untuk menggunakan operasi sekunder (seperti pengeboran) untuk meningkatkan akurasi. Hal ini memastikan interferensi yang benar antara komponen dengan komponen atau sisipan lain (misalnya, saat menggunakan alat press).
Aturan desain untuk cetakan injeksi
Salah satu manfaat terbesar cetakan injeksi adalah kemudahan geometri kompleks dapat dibentuk, memungkinkan satu bagian untuk melakukan beberapa fungsi.
Setelah cetakan dibuat, bagian-bagian rumit ini dapat direproduksi dengan biaya yang sangat rendah. Namun perubahan pada desain cetakan pada tahap pengembangan selanjutnya bisa sangat mahal, sehingga mencapai hasil terbaik pada pertama kali sangat penting. Ikuti panduan di bawah ini untuk menghindari cacat paling umum pada cetakan injeksi.
Gunakan ketebalan dinding yang konstan
Gunakan ketebalan dinding yang seragam di seluruh bagian (jika memungkinkan) dan hindari bagian yang tebal . Hal ini penting karena dinding yang tidak seragam dapat menyebabkan lengkungan atau bagian yang melengkung saat material yang meleleh menjadi dingin.
Jika bagian-bagiannya ketebalannya berbeda diperlukan, buat transisi selancar mungkin menggunakan talang atau fillet. Dengan cara ini material akan mengalir lebih merata di dalam rongga, memastikan seluruh cetakan terisi penuh.
Industri | Aplikasi | Bahan terbaik | Mengapa ini cocok | Aerospace Badan pesawat, turbin, pengencang Titanium Rasio kekuatan terhadap berat yang tinggi, ketahanan panas dan korosi Implan Medis, peralatan bedah Titanium / tembaga Titanium bersifat biokompatibel; tembaga bersifat antimikroba (hanya digunakan secara eksternal) Elektronik Pengkabelan, PCB, motor Tembaga Konduktivitas yang sangat baik dan kemudahan pembentukan HVAC Penukar panas, radiator Tembaga Konduktivitas termal yang unggul Pengencang bawah air, perpipaan Titanium Ketahanan korosi yang luar biasa Knalpot Otomotif, rangkaian kabel Titanium / tembaga Kebutuhan kekuatan atau konduktivitas yang ringan Konstruksi Plumbing, cladding Tembaga Tahan lama, tahan korosi, estetis
Untuk hasil terbaik:
Gunakan ketebalan dinding yang seragam dalam nilai yang disarankan
Bila diperlukan ketebalan yang berbeda, haluskan transisi menggunakan chamfer atau fillet dengan panjang 3x perbedaan ketebalan
Melubangi bagian yang tebal
Bagian yang tebal dapat menyebabkan berbagai cacat, termasuk bengkok dan tenggelam. Membatasi ketebalan maksimum setiap bagian desain Anda ke nilai yang disarankan dengan membuatnya berlubang sangat penting.
Untuk meningkatkan kekuatan bagian berongga, gunakan rusuk untuk merancang struktur dengan kekuatan dan kekakuan yang sama tetapi ketebalan dindingnya berkurang. Bagian yang dirancang dengan baik dengan bagian berongga ditunjukkan di bawah ini:
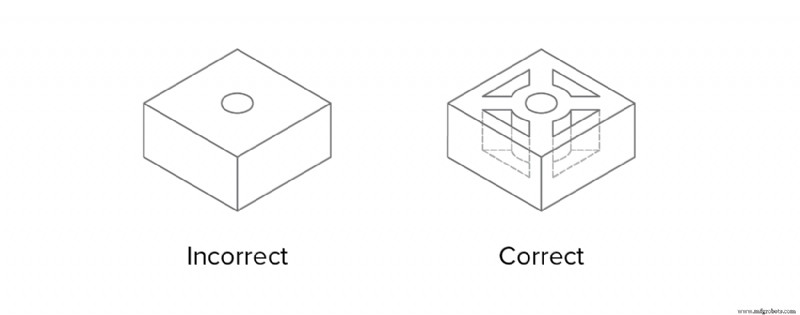 *Buang bagian tebal dan tambahkan rusuk untuk meningkatkan kekakuan*
*Buang bagian tebal dan tambahkan rusuk untuk meningkatkan kekakuan*
Tulang rusuk juga dapat digunakan untuk meningkatkan kekakuan __bagian horizontal__ tanpa menambah ketebalannya. Namun perlu diingat bahwa batasan ketebalan dinding tetap berlaku. Melebihi ketebalan rusuk yang disarankan (lihat di bawah) dapat mengakibatkan bekas tenggelam.
 *Batasan ketebalan dinding masih berlaku untuk rusuk*
*Batasan ketebalan dinding masih berlaku untuk rusuk*
Untuk hasil terbaik:
Lubangi bagian yang tebal dan gunakan rusuk untuk meningkatkan kekuatan dan kekakuan bagian tersebut
Desain rusuk dengan maks. ketebalannya sama dengan 0,5x ketebalan dinding
Desain rusuk dengan maks. tingginya sama dengan 3x tebal dinding
Tambahkan transisi yang mulus
Direkomendasikan: 3 × perbedaan ketebalan dinding
Terkadang bagian dengan ketebalan dinding berbeda tidak dapat dihindari. Dalam kasus ini, gunakan talang atau fillet untuk membuat transisi selancar mungkin.
Demikian pula, dasar fitur vertikal (seperti rusuk, atasan, snap-fit) juga harus selalu berbentuk bulat.
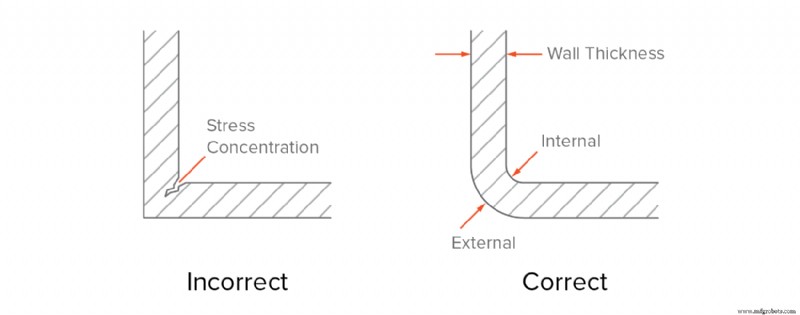
Membulatkan semua tepinya
Ketebalan dinding seragam batasan juga berlaku pada bagian tepi dan sudut:transisi harus selancar mungkin untuk memastikan aliran material yang baik.
Untuk tepi interior , gunakan radius minimal 0,5 x ketebalan dinding . Untuk tepi luar , tambahkan radius yang sama dengan radius interior ditambah ketebalan dinding . Dengan cara ini Anda memastikan ketebalan dinding konstan di mana pun (bahkan di sudut).
Selain itu, sudut tajam mengakibatkan konsentrasi tegangan yang dapat mengakibatkan bagian menjadi lebih lemah.
 *Tambahkan jari-jari lebar ke semua tepi untuk menjaga ketebalan dinding seragam dan menghindari cacat*
*Tambahkan jari-jari lebar ke semua tepi untuk menjaga ketebalan dinding seragam dan menghindari cacat*
Untuk hasil terbaik:
Tambahkan fillet yang setara dengan 0,5x ketebalan dinding ke sudut bagian dalam
Tambahkan fillet yang setara dengan 1,5x ketebalan dinding ke sudut luar
Tambahkan sudut draf
Untuk mempermudah pengeluaran bagian dari cetakan, sudut draft harus ditambahkan ke semua dinding vertikal. Dinding tanpa sudut draft akan memiliki tanda tarikan pada permukaannya, karena tingginya gesekan dengan cetakan saat ejeksi.
Sudut draft minimal 2° direkomendasikan. Sudut draft yang lebih besar (hingga 5o°) sebaiknya digunakan pada fitur yang lebih tinggi.
Pelajari lebih lanjut tentang pentingnya sudut draft dalam artikel ini →
Aturan praktis yang baik adalah meningkatkan sudut aliran udara sebesar satu derajat untuk setiap 25 mm . Misalnya, tambahkan sudut draf 3o derajat ke fitur setinggi 75 mm. Sudut draf yang lebih besar sebaiknya digunakan jika komponen memiliki permukaan bertekstur . Sebagai aturan praktis, tambahkan 1o hingga 2o derajat ekstra pada hasil perhitungan di atas.
Ingatlah bahwa sudut draft juga diperlukan untuk tulang rusuk. Namun perlu diingat bahwa menambahkan sudut akan mengurangi ketebalan bagian atas rusuk, jadi pastikan desain Anda sesuai dengan ketebalan dinding minimum yang disarankan.
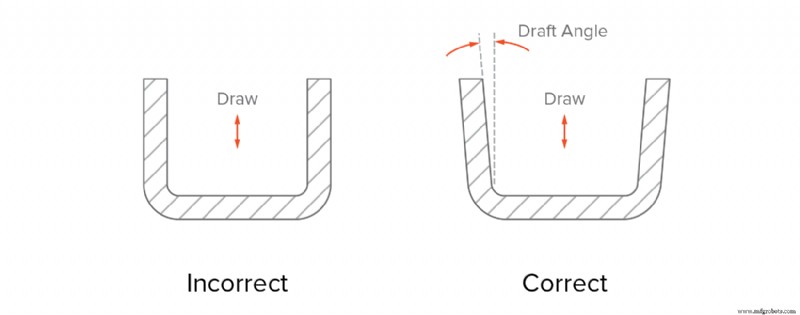 *Tambahkan sudut draft (minimal 2o) ke semua dinding vertikal*
*Tambahkan sudut draft (minimal 2o) ke semua dinding vertikal*
__Untuk hasil terbaik:__
Tambahkan sudut draft minimum 2o derajat ke semua dinding vertikal
Untuk fitur yang lebih tinggi dari 50 mm, tingkatkan sudut draf sebesar satu derajat setiap 25 mm
Untuk bagian dengan permukaan akhir bertekstur, tingkatkan sudut draf sebesar 1-2o derajat ekstra
Bagian 3
Bahan cetakan injeksi
Cetakan injeksi kompatibel dengan berbagai macam plastik. Di bagian ini, Anda akan mempelajari lebih lanjut tentang karakteristik utama dari bahan yang paling populer. Kami juga akan membahas penyelesaian permukaan standar yang dapat diterapkan pada komponen cetakan injeksi.
Bahan yang digunakan untuk cetakan injeksi
Semua termoplastik dapat dicetak dengan injeksi. Beberapa termoset dan silikon cair juga kompatibel dengan proses pencetakan injeksi.
Mereka juga dapat diperkuat dengan serat, partikel karet, mineral atau bahan penghambat api untuk mengubah sifat fisiknya. Misalnya fiberglass dapat dicampur dengan pelet dengan perbandingan 10%, 15% atau 30% sehingga menghasilkan bagian dengan kekakuan yang lebih tinggi.
Polipropilena (PP)
Plastik cetakan injeksi yang paling umum. Ketahanan kimia yang sangat baik. Tersedia nilai yang aman untuk makanan. Tidak cocok untuk aplikasi mekanis.
ABS
Termoplastik umum dengan ketahanan benturan tinggi, biaya rendah &kepadatan rendah. Rentan terhadap pelarut.
Polietilen (PE)
Termoplastik ringan dengan kekuatan benturan &tahan cuaca yang baik. Suitable for outdoor applications.
Polystyrene (PS)
The Injection molding plastic with the lowest cost. Food-safe grades available. Not suitable for mechanical applications.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
Finish | Description | SPI standards* | Applications | Glossy finish The mold is first smoothed and then polished with a diamond buff, resulting in a mirror-like finish. A-1
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
-
Merevolusi Produksi Kertas:Teknologi Mesin Mutakhir Meningkatkan Produktivitas
Dunia pada akhirnya ingin meningkatkan kecepatan, produksi dan produksi yang bersih dan ramah lingkungan secara berkelanjutan dan dengan demikian industri kertas telah terjebak di antara tradisi dan transformasi. Proses konvensional telah mengalami perubahan yang luar biasa dan kini, era baru telah
-
Saatnya Menyinkronkan Konsistensi dalam Sistem IIoT
Topik penting (dan diperdebatkan dengan hangat) dalam desain sistem terdistribusi adalah model konsistensi mana yang akan digunakan. Model konsistensi mempengaruhi banyak bagian dari desain sistem, dan memilih salah satu dari yang lain berdampak pada hal-hal seperti ketersediaan sistem dan ketahanan
-
Laporkan catatan prakiraan instalasi turbin angin AS untuk tahun 2022
Seperti yang dipublikasikan di North American Windpower , Laporan Outlook Utilitas Listrik, Gas Alam dan Air S&P Global Market Intelligence 2022 memperkirakan tingkat rekor turbin angin yang akan dipasang pada tahun 2022. “Ini akan menjadi tahun rekor untuk pengembangan energi terbarukan di AS pada
-
Universal Robots and Mobile Industrial Robots membuka pusat otomatisasi kolaboratif di Spanyol
Dua perusahaan robotika paling terkenal telah bersama-sama membuka pusat otomatisasi kolaboratif di Barcelona, Spanyol. Universal Robots, pembuat lengan robot kolaboratif terlaris, dan Mobile Industrial Robots, yang membuat robot bergerak untuk gudang, mengatakan bahwa fasilitas baru ini akan m


