Teknik Perutean Fiber yang Efisien Bagian 2:Opsi Perutean Lanjutan
Catatan Editor:Ini adalah Bagian Dua dari seri teknik perutean serat yang efisien menggunakan printer 3D Markforged. Jika Anda tidak terbiasa dengan printer dan tertarik untuk mempelajari lebih lanjut, silakan hubungi kami di sini. Untuk mendapatkan kecepatan dengan teknik perutean serat yang efisien, silakan baca Bagian Satu di sini!
Teknik Perutean Serat Tingkat Lanjut
Mendesain untuk pencetakan 3D membutuhkan banyak pekerjaan seperti halnya mendesain untuk proses manufaktur lainnya, dan terutama dengan printer 3D kami yang berkekuatan tinggi, mengingat metode manufaktur Anda sangat penting. Ada beberapa geometri dan teknik yang sangat cocok untuk beberapa proses dan yang lainnya tidak begitu cocok – kami berharap dapat mendorong Anda untuk berpikir tentang bagaimana Anda dapat menggunakan metode perutean serat unik kami secara efisien dan efektif untuk meningkatkan kekuatan komponen cetak 3D Anda. Minggu lalu kami membahas beberapa teknik perutean serat dasar, termasuk panel sandwich, penguatan perimeter, dan shelling, menjelaskan apa yang dilakukan oleh opsi penguatan yang berbeda dan bagaimana menggunakannya dengan baik. Dalam postingan ini, saya akan memperluas beberapa konsep di postingan minggu lalu untuk menunjukkan cara membuat bagian Anda lebih kuat dengan teknik perutean serat yang lebih canggih.
Mengoptimalkan untuk Arah Kekuatan Tertentu
Sementara tulangan konsentris akan diperkuat dengan serat di sekeliling bagian, terkadang perlu diperkuat untuk arah atau skenario pembebanan tertentu. Dalam banyak kasus, bagian yang Anda cetak memerlukan kekuatan di area tertentu berdasarkan kondisi pemuatan yang diketahui. Anda dapat secara efisien meningkatkan kekuatan bagian Anda dengan menyelaraskan serat ke arah itu menggunakan opsi "sudut serat" kami.
Komposit tradisional terdiri dari banyak lapisan serat komposit, dan di setiap lapisan serat disusun dalam arah tertentu, atau "sudut serat". Untuk membuat lembaran serat komposit yang seragam, setiap lapisan diputar dengan sudut tertentu dari yang sebelumnya hingga akhirnya seluruh lembaran komposit menjadi kuasi-isotropik.
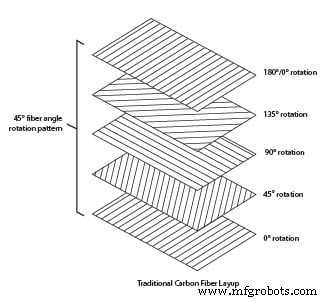
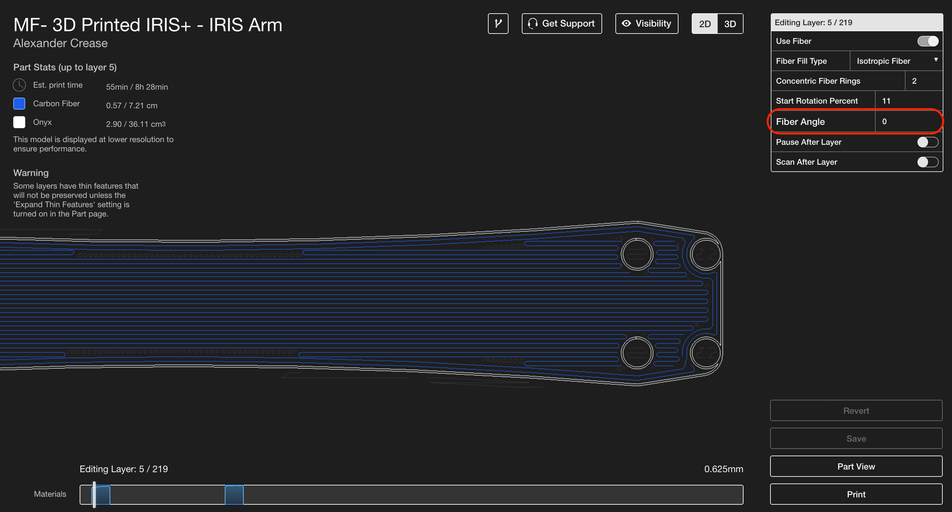
Jika Anda membutuhkan kekuatan dalam arah tertentu, alih-alih terus-menerus memutar lembaran serat, Anda dapat menyelaraskan semuanya dalam satu atau beberapa arah utama. Serat sejajar dengan kondisi pemuatan bagian, sehingga mengoptimalkan kekuatan bagian ke arah itu. Bagian di bawah adalah lengan drone, terutama membutuhkan penguatan di sepanjang lengan untuk mencegahnya menekuk. Secara default, sudut serat akan berputar saat Anda memperkuat dengan isotropik fill untuk mensimulasikan tenunan kuasi-isotropik.
Untuk memperkuat bagian ini secara efisien, Anda dapat mengedit pengaturan bagian isotropis (baik dalam tampilan eksternal atau internal) dan mengatur sudut serat setiap lapisan yang diperkuat ke 0. Anda dapat melakukan ini untuk sekelompok serat atau untuk satu lapis. Ini memaksimalkan kekakuan bagian di sepanjang lengan.
Teknik ini dapat diperluas ke beberapa arah juga – jika ada dua arah utama yang membutuhkan penguatan, Anda dapat mengatur sudut serat untuk berputar di antara dua arah untuk membuat bagian kuat di kedua arah.

Pengupasan Serat
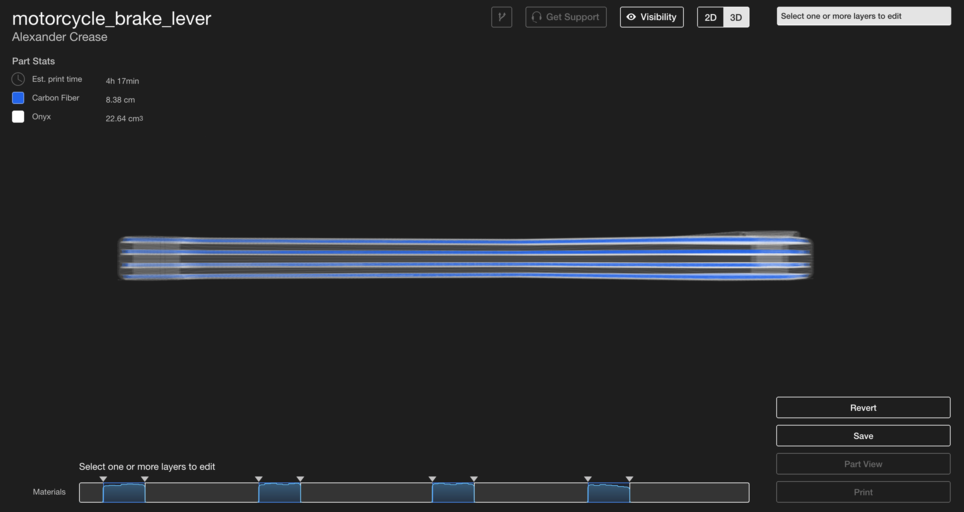
Striping serat memerlukan beberapa panel sandwich bertumpuk untuk lebih memperkuat bagian dalam pembengkokan pada bidang XY. Jika Anda memiliki bagian yang lebih tebal dengan penampang yang cukup konsisten, Anda dapat menggunakan striping serat untuk memperkuat bagian lebih lanjut dengan panel sandwich yang dilapiskan untuk memberikan penguatan serat yang lebih konsisten dan kekuatan puntir yang jauh lebih banyak.
Penguatan Selektif
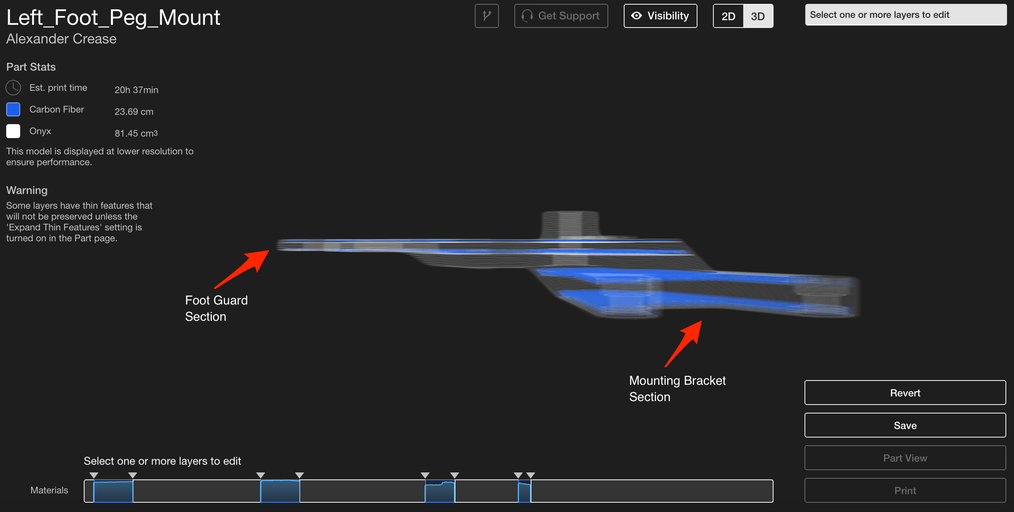
Walaupun pengelupasan dan pengelupasan serat biasanya bekerja paling baik untuk bagian dengan penampang yang cukup konsisten di seluruh bagian, terkadang lebih masuk akal untuk memperkuat bagian atau fitur tertentu dari bagian tersebut daripada memperkuat dengan garis serat dengan jarak yang sama. Dalam kasus ini, beberapa pertimbangan perlu diperhitungkan untuk menjaga panel sandwich Anda tetap rata. Kami dapat memecah bagian di bawah, dudukan pasak kaki belakang untuk sepeda motor dari pelanggan STS Turbo, menjadi dua bagian:bagian sayap atas, mencegah kaki pengendara agar tidak terlalu dekat dengan suspensi ban belakang, dan dudukan bantalan beban bagian, dengan lubang baut untuk memasang pasak kaki dan untuk dipasang ke bagian lain sepeda.
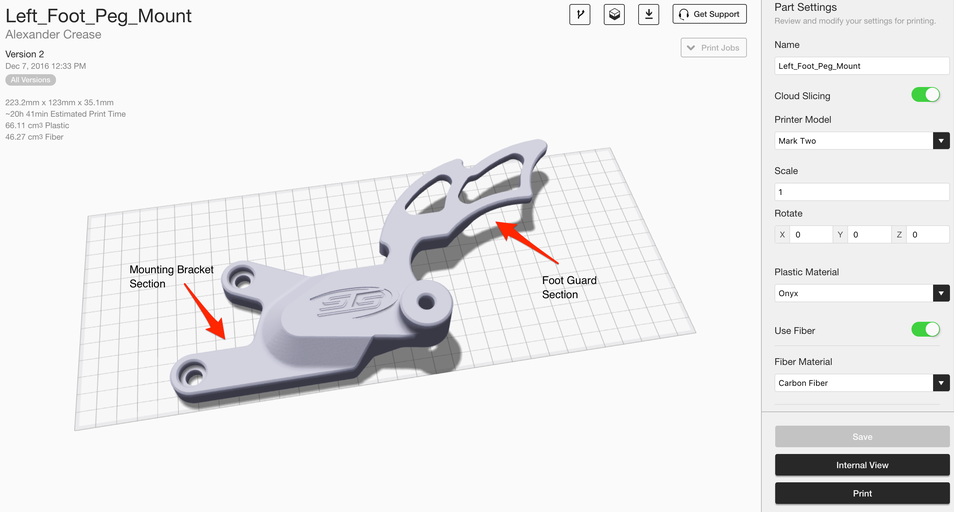
Bagian harus kaku dan tahan terhadap pelenturan, tetapi panel sandwich standar tidak akan memperkuat bagian seperti yang kita butuhkan – menambahkan serat ke lapisan paling atas dan lapisan paling bawah akan membuat panel sandwich tidak rata dan mengakibatkan kegagalan bagian. Untuk mengatasi masalah ini, kita dapat membuat dua bagian panel sandwich yang rata – satu mengapit bagian "pelindung kaki" dari bagian tersebut, dan yang lainnya mengapit segmen braket pemasangan dari bagian tersebut. Ini dikenal sebagai penguatan selektif – kami mendefinisikan wilayah tertentu yang memerlukan penguatan, dan memastikan bahwa ada panel sandwich yang membatasi setiap wilayah.
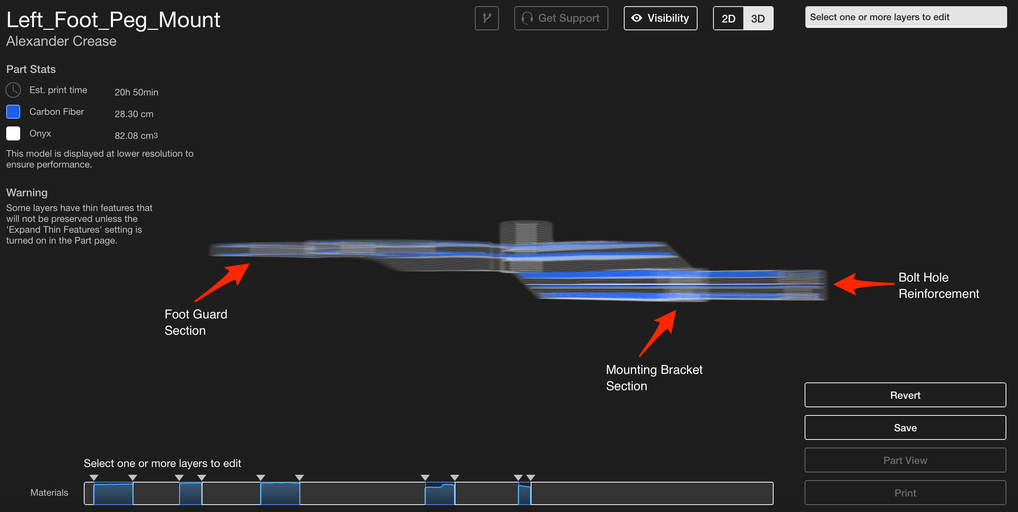
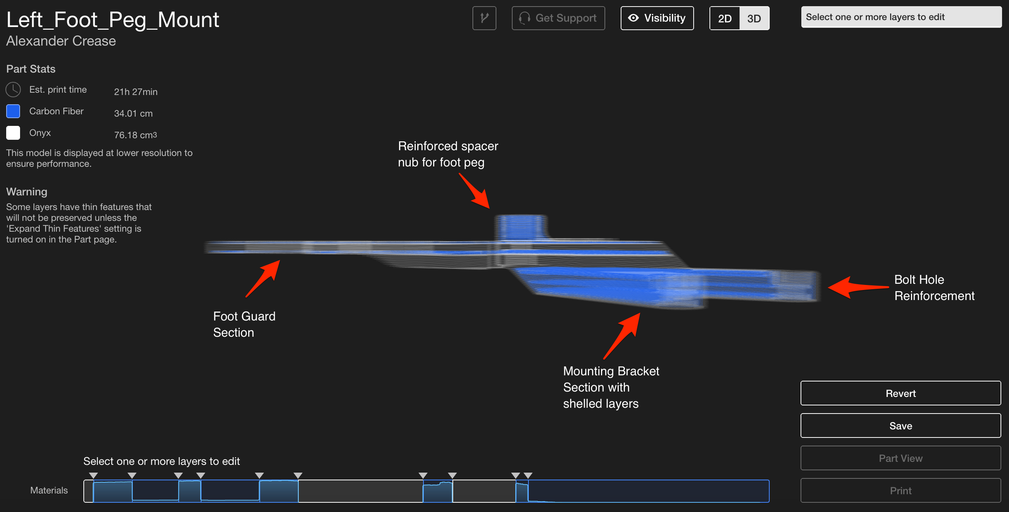
Bagian tersebut kemudian perlu diperkuat lebih lanjut di sekitar lubang baut, untuk meningkatkan kekuatan bagian secara lokal dan untuk menopang berat yang diterapkan pada pasak kaki, yang dibaut ke nub spacer pasak kaki di bagian atas.
Kombinasi
Perincian kontrol tingkat lapisan yang diberikan Eiger memungkinkan Anda memperkuat lebih dari satu cara secara efisien – semua metode ini berfungsi sebagai pedoman untuk penguatan dan dapat digunakan bersama dalam banyak cara berbeda. Dalam posting minggu lalu saya menjelaskan bagaimana shelling dengan isotropic dan concentric fill dapat memastikan bagian yang lebih kuat, dan prosedur serupa dapat diterapkan dengan teknik ini.
Contoh pemasangan pasak kaki yang saya gunakan di atas adalah metode perutean serat yang efisien untuk menahan pembengkokan dalam bidang dengan tulangan selektif, tetapi mungkin memerlukan lebih banyak kekuatan untuk solusi yang andal dan kokoh. Penampang sayap bukan penahan beban tetapi harus menahan pembengkokan pada bidang datar, sedangkan bagian dengan pola pemasangan akan mengalami beban tekan dari baut yang menahannya dan beban puntir karena foot peg akan menopang berat badan. pengendara. Saya akan menambahkan bagian lapisan di bawah lubang counterbored untuk memperkuat lubang baut. Bagian serat ini relatif terpusat di dalam wilayahnya, sehingga lapisan lain untuk menyeimbangkan sandwich tidak diperlukan.
Selanjutnya saya akan mengupas bagian bawah bagian untuk meningkatkan kekuatannya dalam menekuk sumbu Z untuk membantu menahan berat pengendara, seperti yang saya jelaskan di posting kami sebelumnya. Terakhir, saya akan menambahkan penguat serat konsentris ke inti di bagian atas. Ini meningkatkan kekuatan tekan bagian setelah pasak kaki dibaut, dan meningkatkan kekuatan puntir bagian, mencegah pasak kaki dari torsi ke bawah dan keluar dari lubang.
Sekarang bagian tersebut diperkuat secara selektif menggunakan beberapa teknik perutean serat yang berbeda yang tercakup dalam rangkaian posting ini. Jika Anda memiliki pertanyaan, beri tahu kami, dan saya harap kami dapat membantu meningkatkan intuisi perutean serat Anda!

Jika saat ini Anda tidak memiliki printer Markforged tetapi ingin melihatnya beraksi, silakan minta demo dan coba Perangkat lunak Eiger di sini .


