Apa itu pencetakan 3D SLA?
Dalam pengantar Stereolithography (SLA) ini, kami membahas prinsip-prinsip dasar proses untuk menentukan apakah cocok untuk aplikasi spesifik Anda. Setelah membaca artikel ini, Anda akan terbiasa dengan semua aspek penting dari pencetakan 3D SLA.
Jika Anda tertarik dengan proses pencetakan SLA Hubs, lihat kemampuan SLA kami.
Apa itu stereolitografi?
Stereolithography (SLA) adalah proses manufaktur aditif milik keluarga photopolymerization tong. Juga dikenal sebagai pencetakan 3D resin, ada tiga teknologi pencetakan 3D utama yang terkait dengan polimerisasi tong:SLA, DLP, dan LCD. Ketiga teknologi semuanya menggunakan sumber cahaya untuk menyembuhkan resin fotopolimer tetapi dengan perbedaan berikut:
-
Stereolithography (SLA) menggunakan laser UV sebagai sumber cahaya untuk menyembuhkan resin polimer secara selektif.
-
Pemrosesan cahaya digital (DLP) menggunakan proyektor digital sebagai sumber cahaya UV untuk menyembuhkan lapisan resin.
-
Layar kristal cair (LCD) menggunakan modul layar LCD untuk memproyeksikan pola cahaya tertentu.
SLA adalah salah satu teknologi fotopolimerisasi tong yang paling banyak digunakan. Ini digunakan untuk membuat objek dengan secara selektif menyembuhkan resin polimer, lapis demi lapis, menggunakan sinar laser ultraviolet (UV). Bahan yang digunakan dalam SLA adalah polimer termoset fotosensitif yang berbentuk cair.
Dipatenkan pada tahun 1986, SLA adalah teknologi pencetakan 3D pertama. Dan bahkan saat ini, SLA masih merupakan teknologi pencetakan 3D yang paling hemat biaya yang tersedia saat bagian dengan akurasi yang sangat tinggi atau permukaan akhir yang halus diperlukan. Hasil terbaik dicapai ketika perancang memanfaatkan manfaat dan keterbatasan proses manufaktur.
Apa yang harus diperhatikan:Bagaimana Anda mencetak bagian yang sangat detail dengan SLA?
Berikut adalah video singkat yang akan mengajarkan Anda semua yang perlu Anda ketahui untuk memulai pencetakan 3D SLA dalam waktu sekitar 10 menit.
Bagaimana cara kerja pencetakan 3D SLA?
-
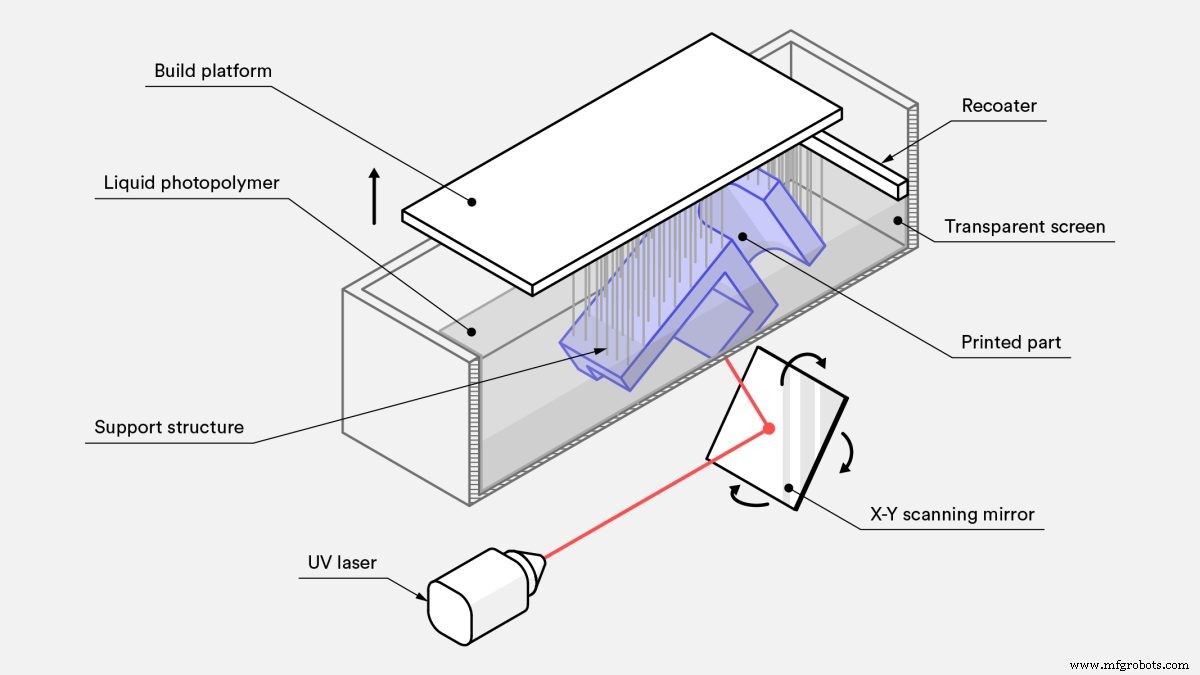
Pencetakan SLA 3D bekerja dengan terlebih dahulu memposisikan platform build di tangki photopolymer cair, pada jarak satu lapisan tinggi untuk permukaan cairan.
-
Laser UV menciptakan lapisan berikutnya dengan proses pengawetan dan pemadatan resin fotopolimer secara selektif.
-
Selama bagian pemadatan dari proses fotopolimerisasi, rantai karbon monomer yang menyusun resin cair diaktifkan oleh cahaya laser UV dan menjadi padat, menciptakan ikatan kuat yang tidak dapat dipecahkan antara satu sama lain.
-
Sinar laser difokuskan di jalur yang telah ditentukan menggunakan satu set cermin, yang disebut galvos. Seluruh area penampang model dipindai, sehingga bagian yang dihasilkan sepenuhnya padat.
-
Setelah dicetak, bagian tersebut dalam keadaan tidak sepenuhnya sembuh. Ini membutuhkan pasca-pemrosesan lebih lanjut di bawah sinar UV jika diperlukan sifat mekanik dan termal yang sangat tinggi.
Proses fotopolimerisasi tidak dapat diubah dan tidak ada cara untuk mengubah bagian SLA kembali ke bentuk cairnya. Memanaskan bagian SLA ini akan menyebabkannya terbakar alih-alih meleleh. Ini karena bahan yang diproduksi dengan SLA terbuat dari polimer termoset, berbeda dengan termoplastik yang digunakan oleh fused deposition modeling (FDM).
Apa parameter cetak pencetakan SLA?
Sebagian besar parameter cetak dalam sistem SLA ditetapkan oleh pabrikan dan tidak dapat diubah. Satu-satunya masukan adalah tinggi lapisan dan orientasi bagian (yang terakhir menentukan lokasi dukungan).
Tinggi lapisan :Berkisar antara 25 dan 100 mikron. Ketinggian lapisan yang lebih rendah menangkap geometri lengkung dengan lebih akurat tetapi meningkatkan waktu dan biaya pembuatan—dan kemungkinan pencetakan yang gagal. Ketinggian lapisan 100 mikron cocok untuk sebagian besar aplikasi umum.
Ukuran bangunan: Ini adalah parameter lain yang penting bagi perancang. Ukuran build tergantung pada jenis mesin SLA. Ada dua penyiapan mesin SLA utama:orientasi top-down dan orientasi bottom-up:
-
Printer top-down tempatkan sumber laser di atas tangki dan bagian dibangun menghadap ke atas. Platform pembuatan dimulai dari bagian paling atas tong resin dan bergerak ke bawah setelah setiap lapisan.
-
Bottom-up printer menempatkan sumber cahaya di bawah tangki resin (lihat gambar di atas) dan bagiannya dibuat terbalik. Tangki memiliki bagian bawah transparan dengan lapisan silikon yang memungkinkan cahaya laser melewatinya tetapi menghentikan resin yang diawetkan agar tidak menempel padanya. Setelah setiap lapisan, resin yang diawetkan terlepas dari bagian bawah tangki, saat platform build bergerak ke atas. Ini disebut langkah mengupas.
Orientasi bottom-up terutama digunakan pada printer desktop, seperti Formlabs, sedangkan top-down umumnya digunakan dalam sistem SLA industri. Printer SLA bottom-up lebih mudah dibuat dan dioperasikan, tetapi ukuran build-nya terbatas. Ini karena gaya yang diterapkan pada bagian selama langkah pengelupasan dapat menyebabkan pencetakan gagal. Di sisi lain, printer top-down dapat meningkatkan ukuran build yang sangat besar tanpa kehilangan akurasi yang besar. Kemampuan canggih dari sistem ini membutuhkan biaya yang lebih tinggi.
Tabel berikut merangkum karakteristik utama dan perbedaan dari kedua orientasi tersebut:
| SLA Bawah-atas (Desktop) | SLA Top-down (Industri) |
|---|
| Keuntungan | + Biaya lebih rendah
+ Tersedia secara luas | + Ukuran build sangat besar
+ Waktu pembuatan lebih cepat |
| Kekurangan | - Ukuran bangunan kecil
- Rentang bahan yang lebih kecil
- Memerlukan lebih banyak pasca-pemrosesan karena penggunaan dukungan yang ekstensif | - Biaya lebih tinggi
- Membutuhkan operator spesialis
- Mengganti bahan berarti mengosongkan seluruh tangki |
| Produsen printer SLA populer | Formlab | Sistem 3D |
| Ukuran bangunan | Hingga 145 x 145 x 175mm | Hingga 1500 x 750 x 500mm |
| Tinggi lapisan biasa | 25 hingga 100 m | 25 hingga 150 m |
| Akurasi Dimensi | ± 0,5% (batas bawah:± 0,010–0,250 mm) | ± 0,15% (batas bawah ± 0,010–0,030 mm) |
Apa karakteristik pencetakan 3D SLA?
Karakteristik utama pencetakan 3D SLA adalah struktur pendukung yang diperlukan, pengeritingan, dan adhesi lapisan.
Struktur pendukung
Struktur pendukung selalu diperlukan di SLA. Struktur pendukung dicetak dengan bahan yang sama dengan bagiannya dan harus dilepas secara manual setelah dicetak. Orientasi bagian menentukan lokasi dan jumlah dukungan. Direkomendasikan agar bagian diorientasikan sehingga permukaan yang secara visual kritis tidak bersentuhan dengan struktur pendukung.
Printer SLA bottom-up dan top-down menggunakan dukungan secara berbeda:
-
Printer SLA top-down: Spersyaratan dukungan serupa dengan persyaratan untuk FDM . Mereka diperlukan untuk mencetak overhang dan bridge secara akurat (sudut overhang kritis biasanya 30o). Bagian dapat diorientasikan pada posisi apa pun, dan biasanya dicetak rata, untuk meminimalkan jumlah dukungan dan jumlah total lapisan.
-
Printer SLA bottom-up: Persyaratan dukungan bisa lebih kompleks. Overhang dan jembatan masih harus didukung, tetapi meminimalkan luas penampang setiap lapisan adalah kriteria yang paling penting:gaya yang diterapkan pada bagian selama langkah pengelupasan dapat menyebabkannya terlepas dari platform pembangunan. Gaya-gaya ini sebanding dengan luas penampang setiap lapisan. Karena alasan ini, bagian-bagian diorientasikan pada suatu sudut dan pengurangan dukungan bukanlah perhatian utama.


Keriting
Salah satu masalah terbesar yang berkaitan dengan keakuratan bagian yang diproduksi melalui SLA adalah pengeritingan. Curling mirip dengan warping di FDM.
Selama proses pengawetan, resin sedikit menyusut setelah terkena sumber cahaya printer. Ketika penyusutan cukup besar, tekanan internal yang besar berkembang antara lapisan baru dan bahan yang sebelumnya dipadatkan, yang menghasilkan bagian yang melengkung.
Dukungan penting untuk membantu menambatkan bagian cetakan yang berisiko ke pelat build dan mengurangi kemungkinan keriting. Orientasi bagian dan membatasi lapisan datar besar juga penting. Pengeringan berlebihan (misalnya dengan memaparkan bagian di bawah sinar matahari langsung setelah pencetakan) juga dapat menyebabkan keriting.
Cara terbaik untuk mencegah keriting adalah dengan mengingatnya selama proses desain. Hindari area tipis dan datar yang besar jika memungkinkan, atau tambahkan struktur untuk mencegah bagian melengkung.
Adhesi lapisan
Bagian yang dicetak SLA memiliki sifat mekanik isotropik. Ini karena satu pass laser UV tidak cukup untuk menyembuhkan resin cair sepenuhnya. Kemudian laser melewati membantu lapisan yang sebelumnya dipadatkan untuk menyatu bersama ke tingkat yang sangat tinggi. Bahkan, proses curing berlanjut bahkan setelah proses pencetakan selesai.
Untuk mencapai sifat mekanik terbaik, suku cadang SLA harus di-post-curing, dengan menempatkannya di dalam kotak curing di bawah sinar UV yang intens (dan terkadang pada suhu tinggi). Ini sangat meningkatkan kekerasan dan ketahanan suhu bagian SLA tetapi membuatnya lebih rapuh. Hasil dari proses post-curing berarti:
-
Bagian uji yang dicetak dalam resin bening standar menggunakan printer SLA desktop memiliki kekuatan tarik hampir dua kali lipat setelah perawatan (65 MPa dibandingkan dengan 38 MPa).
-
Suku cadang dapat beroperasi di bawah beban pada suhu yang lebih tinggi (pada suhu maksimum 58ºC dibandingkan dengan 42ºC).
-
Perpanjangan putus hampir setengah (6,2% dibandingkan dengan 12%).
Membiarkan bagian tercetak SLA di bawah sinar matahari juga dapat menyebabkan pengerasan. Meskipun pelapisan semprot dengan cat akrilik UV bening sebelum digunakan sangat disarankan karena paparan sinar UV yang lama memiliki efek yang merugikan pada sifat fisik dan penampilan bagian SLA—bagian tersebut dapat melengkung, menjadi rapuh, atau berubah warna.
Ringkasan karakteristik utama pencetakan 3D SLA
Karakteristik utama SLA dirangkum dalam tabel di bawah ini:
| Stereolitografi (SLA) |
|---|
| Bahan | Resin fotopolimer (termoset) |
| Akurasi Dimensi | ± 0,5% (batas bawah:±0,10 mm) – desktop
± 0,15% (batas bawah ± 0,01 mm) – industri |
| Ukuran Pembuatan Tipikal | Hingga 145 x 145 x 175mm – desktop
Hingga 1500 x 750 x 500mm – industri |
| Ketebalan lapisan umum | 25–100 m |
| Dukungan | Selalu diperlukan (penting untuk menghasilkan bagian yang akurat) |
Bahan apa yang digunakan untuk pencetakan SLA?
Bahan SLA tersedia dalam bentuk resin cair, yang dapat dipilih berdasarkan penggunaan akhir suku cadang—misalnya, sifat tahan panas, permukaan akhir yang halus, atau tahan abrasi. Dengan demikian, harga resin sangat bervariasi, dari sekitar $50 per liter untuk bahan standar, hingga $400 per liter untuk bahan khusus, seperti resin castable atau dental. Sistem industri menawarkan rentang material yang lebih luas daripada printer SLA desktop, yang memberi desainer kontrol lebih dekat atas sifat mekanik bagian yang dicetak.
Bahan SLA (termoset) lebih rapuh daripada bahan yang diproduksi dengan FDM atau SLS (termoplastik) dan untuk alasan ini suku cadang SLA biasanya tidak digunakan untuk prototipe fungsional yang akan melakukan pembebanan yang signifikan. Kemajuan dalam materi dapat mengubah ini dalam waktu dekat.
Tabel berikut merangkum kelebihan dan kekurangan resin yang paling umum digunakan.
| Materi | Karakteristik |
|---|
| Resin standar | + Permukaan akhir halus
- Relatif rapuh |
| Resin dengan detail tinggi | + Akurasi dimensi lebih tinggi
- Harga lebih tinggi |
| Resin bening | + Bahan transparan
- Memerlukan pemrosesan pos untuk hasil akhir yang sangat jelas |
| Resin yang dapat dicor | + Digunakan untuk membuat pola cetakan
+ Persentase abu rendah setelah burnout |
| Resin yang kuat atau tahan lama | + Sifat mekanik seperti ABS atau PP
- Tahan panas rendah |
| Resin suhu tinggi | + Tahan suhu
+ Digunakan untuk cetakan injeksi dan perkakas thermoforming |
| Resin gigi | + Biokompatibel+ Tahan abrasi tinggi- Biaya tinggi |
| Resin fleksibel | + Bahan seperti karet- Akurasi dimensi lebih rendah |
Apa saja opsi untuk pasca-pemrosesan SLA?
Suku cadang SLA dapat diselesaikan dengan standar yang sangat tinggi menggunakan berbagai metode pasca-pemrosesan, seperti pengamplasan dan pemolesan, pelapisan semprot dan penyelesaian dengan minyak mineral. Untuk mengetahui lebih lanjut, baca artikel ekstensif kami tentang pasca-pemrosesan untuk suku cadang SLA.

Apa keuntungan dari pencetakan 3D SLA?
-
SLA dapat menghasilkan bagian dengan akurasi dimensi yang sangat tinggi dan dengan detail yang rumit.
-
Bagian SLA memiliki permukaan akhir yang sangat halus, menjadikannya ideal untuk prototipe visual.
-
Tersedia bahan SLA khusus, seperti resin bening, fleksibel, dan dapat dicetak.
Apa kerugian dari pencetakan 3D SLA?
-
Bagian SLA umumnya rapuh dan tidak cocok untuk prototipe fungsional.
-
Sifat mekanis dan tampilan visual suku cadang SLA akan menurun seiring waktu saat suku cadang tersebut terkena sinar matahari.
-
Struktur pendukung selalu diperlukan dan pasca-pemrosesan diperlukan untuk menghilangkan tanda visual yang tertinggal di bagian SLA.
Apa tips &trik terbaik Hub untuk pencetakan 3D SLA?
Apakah pencetakan SLA 3D merupakan solusi manufaktur yang tepat untuk suku cadang atau produk Anda? Ini adalah aturan praktis kami:
-
Pencetakan SLA 3D paling cocok untuk menghasilkan prototipe visual dengan permukaan yang sangat halus dan detail yang sangat halus dari berbagai bahan termoset.
-
Desktop SLA sangat ideal untuk membuat komponen kecil seperti cetakan injeksi dengan harga terjangkau. Pikirkan "lebih kecil dari kepalan tangan".
-
Mesin SLA industri dapat menghasilkan bagian yang sangat besar, sebesar 1500 x 750 x 500mm).
Ingin tahu lebih banyak? Baca panduan lengkap kami untuk pencetakan 3D.


