Apa saja jenis printer 3D dan apa yang dapat mereka lakukan?
Pencetakan 3D adalah metode manufaktur yang optimal untuk memproduksi prototipe dan bahkan suku cadang penggunaan akhir tertentu. Ini sering kali merupakan opsi yang paling hemat biaya dan memberikan nilai yang luar biasa, tergantung pada teknologi spesifik yang Anda pilih.
Ada banyak kategori printer 3D yang berbeda dan di dalam berbagai jenis printer komersial dan industri itu. Artikel ini membahas jenis utama printer 3D dan apa yang mampu mereka hasilkan.
Memahami lanskap kompleks pencetakan 3D akan membantu Anda ketika tiba saatnya untuk memproduksi bagian-bagian yang telah Anda rancang dan menghemat banyak waktu dan dana yang cukup besar. Jadi, mari kita mulai.
Apa saja jenis printer 3D yang berbeda?
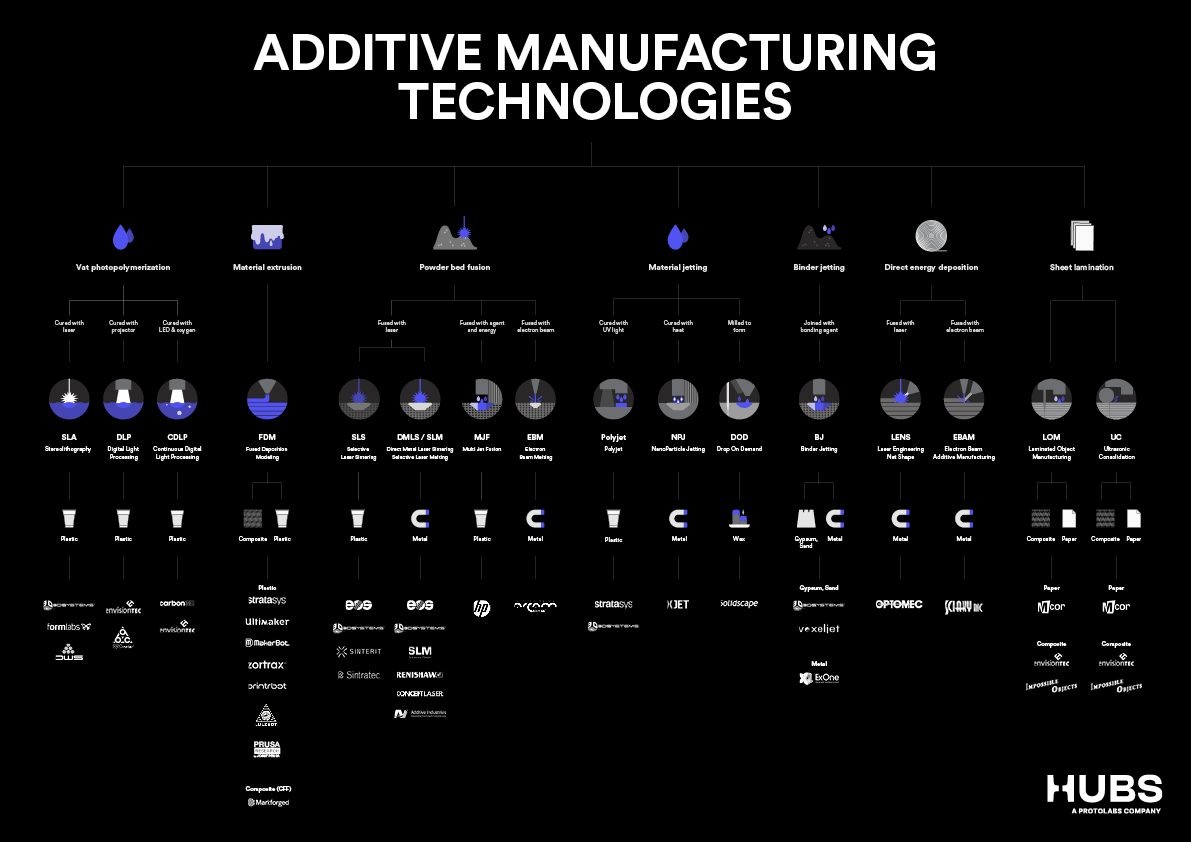
Pada tahun 2015, ISO/ASTM 52900 dibuat untuk menstandarkan bagaimana printer 3D dan teknologi pencetakan 3D diklasifikasikan. Sebanyak tujuh kategori proses telah ditetapkan.
-
Polimerisasi vat: photopolymer cair (resin) disembuhkan dengan cahaya
-
Ekstrusi bahan: termoplastik cair (filamen) diendapkan melalui nozzle yang dipanaskan
-
Perpaduan bubuk bedak (PBF): partikel bubuk yang menyatu dengan sumber energi tinggi
-
Pengaliran bahan: tetesan zat peleburan fotosensitif cair yang diendapkan di tempat tidur bubuk dan disembuhkan dengan cahaya
-
Pengaliran pengikat: tetesan zat pengikat cair disimpan di tempat tidur bahan butiran, yang kemudian disinter bersama-sama
-
Deposisi energi langsung: logam cair secara bersamaan disimpan dan menyatu
-
Laminasi lembaran: lembaran bahan individu dipotong untuk membentuk dan dilaminasi bersama.
Setiap payung teknologi terdiri dari berbagai jenis teknologi dan printer. Proses yang kami tawarkan di Hub adalah Stereolithography (SLA), Fused Deposition Modeling (FDM), Selective Laser Sintering (SLS) dan Multi Jet Fusion (MJF) HP.
Apa itu fotopolimerisasi tong dan bagaimana cara kerjanya?
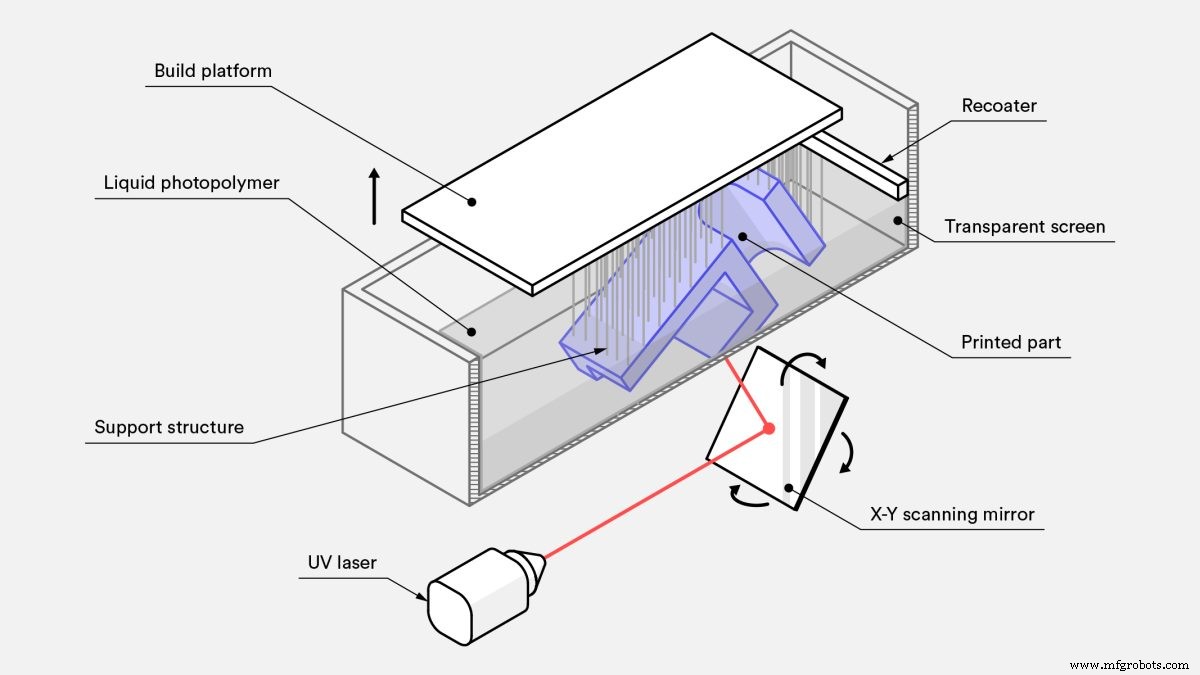
Fotopolimerisasi tong menghasilkan bagian dengan secara selektif menyembuhkan resin fotopolimer cair dengan sumber sinar UV. Platform build terendam dalam tangki yang diisi dengan resin. Cahaya secara selektif diarahkan melintasi permukaan resin dengan cermin.
Setelah lapisan disembuhkan, platform dinaikkan atau diturunkan sedikit demi sedikit untuk memungkinkan cairan baru mengalir. Lapisan berikutnya kemudian diawetkan dan berdampingan dengan yang sebelumnya diawetkan. Setelah lapisan terakhir disembuhkan, cetakan dikeluarkan dari resin. Pada tahap ini, itu sepenuhnya terbentuk meskipun dapat diperkuat dengan pengawetan lebih lanjut dalam oven UV.
Jenis printer 3D fotopolimerisasi vat
Fotopolimerisasi PPN memiliki beberapa teknologi pencetakan yang berbeda. Tiga yang paling umum adalah SLA, pemrosesan cahaya langsung ( DLP ) dan produksi antarmuka cairan berkelanjutan (CLIP). Mereka sangat mirip dalam hal bagaimana sumber cahaya mengarahkan cahaya ke resin. Secara keseluruhan, SLA adalah yang paling umum dan banyak digunakan di antara printer dalam keluarga fotopolimerisasi tong.
Mari kita uraikan berbagai jenis printer 3D fotopolimerisasi:
-
SLA menggunakan laser titik tunggal untuk melacak garis tipis di sepanjang permukaan resin, mengisi bentuk lapisan penampang yang akan disembuhkan. Ini sangat akurat tetapi dapat memakan waktu.
-
DLP menggunakan proyektor cahaya digital untuk mem-flash satu gambar dari seluruh lapisan sekaligus. Ini membuatnya lebih cepat dari SLA. Namun, karena proyektor adalah layar digital, gambar setiap lapisan terdiri dari piksel persegi, sehingga menghasilkan resolusi yang sedikit lebih rendah.
-
CLIP sama dengan DLP kecuali platform build bergerak dalam gerakan berkelanjutan. Hal ini memungkinkan waktu pembuatan yang lebih cepat dan kontur yang lebih halus di sepanjang sumbu z.
Bahan untuk fotopolimerisasi tong
Semua printer photopolymerization tong menggunakan resin photopolymer, yang sebagian besar adalah hak milik. Ada banyak jenis yang tersedia, termasuk resin standar untuk pembuatan prototipe tujuan umum. Jenis umum lainnya termasuk ABS . yang tangguh -seperti resin, resin fleksibel seperti karet, resin castable transparan dengan kadar abu nol setelah burnout, resin yang diisi keramik untuk cetakan yang sangat kaku dan resin biokompatibel untuk perangkat medis.
Beberapa resin, termasuk yang transparan, memerlukan pasca-pemrosesan tambahan untuk mencapai hasil visual terbaik atau, dalam kasus resin bening, kejernihan optik. Jika Anda memilih SLA untuk suku cadang khusus Anda, lihat perbandingan materi pencetakan 3D SLA yang berbeda .
Sifat geometris fotopolimerisasi tong
Volume build sangat bervariasi antara SLA desktop dan printer SLA industri, tetapi biasanya lebih kecil daripada FDM atau PBF. Mereka mencetak maksimum sekitar 300 mm dalam satu dimensi. Mesin fotopolimerisasi tong dapat mencetak bagian yang sangat kompleks, meskipun tidak serumit yang dicapai oleh PBF karena kebutuhan akan struktur pendukung.
Kekurangannya dalam volume dan kerumitan pembuatan, fotopolimerisasi vat menggantikan resolusi cetak, karena mesin ini dapat mencetak detail yang sangat halus.
Sifat mekanis fotopolimerisasi tong
Printer fotopolimerisasi Vat menghasilkan suku cadang dengan toleransi yang sangat ketat dan memungkinkan pengulangan yang konsisten. Jika bagian sepenuhnya sembuh setelah dicetak, mereka juga dapat sepenuhnya isotropik. Tapi di mana teknologi ini benar-benar bersinar dalam finishing permukaan. Fotopolimerisasi tong dapat mencetak kontur yang sangat halus, sebanding dengan cetakan injeksi dapat dicapai.
Keuntungan utama lainnya dibandingkan teknologi lain adalah bahwa bagian yang sepenuhnya diawetkan dapat dibuat kedap air dan kedap udara. Namun, proses pengawetan tidak dapat diubah, jadi bagian yang dipanaskan malah terbakar alih-alih meleleh.

Apakah printer fotopolimerisasi vat cepat dan hemat biaya?
Polimerisasi tong adalah jenis pencetakan 3D tertua, dengan printer SLA paling awal yang berasal dari tahun 1970-an. Persaingan antara produsen printer terus menurunkan harga, tetapi tetap mahal, dengan biaya yang hampir sama dengan plastic powder bed fusion (PBF). Mesin ini lebih murah daripada SLS, tetapi bahannya lebih mahal.
Banyak faktor yang memengaruhi waktu pencetakan, tetapi polimerisasi tong umumnya dianggap sebagai salah satu teknologi tercepat.
Aplikasi komersial:apa yang dapat Anda hasilkan dengan fotopolimerisasi vat?
Berbagai macam bahan yang tersedia memberikan proses fotopolimerisasi tong berbagai aplikasi yang sama luasnya, mulai dari pembuatan prototipe hingga bagian penggunaan akhir.
Resolusi tinggi dan toleransi yang ketat menjadikan teknologi ini ideal untuk perhiasan , cetakan injeksi dengan kecepatan rendah dan banyak aplikasi gigi dan medis . Mampu mencetak bagian kedap air membuat fotopolimerisasi tong populer di industri otomotif, dirgantara, dan perawatan kesehatan. Selain itu, permukaan akhir yang halus membuatnya optimal untuk membuat prototipe bagian cetakan injeksi.
Apa itu ekstrusi material dan bagaimana cara kerjanya?
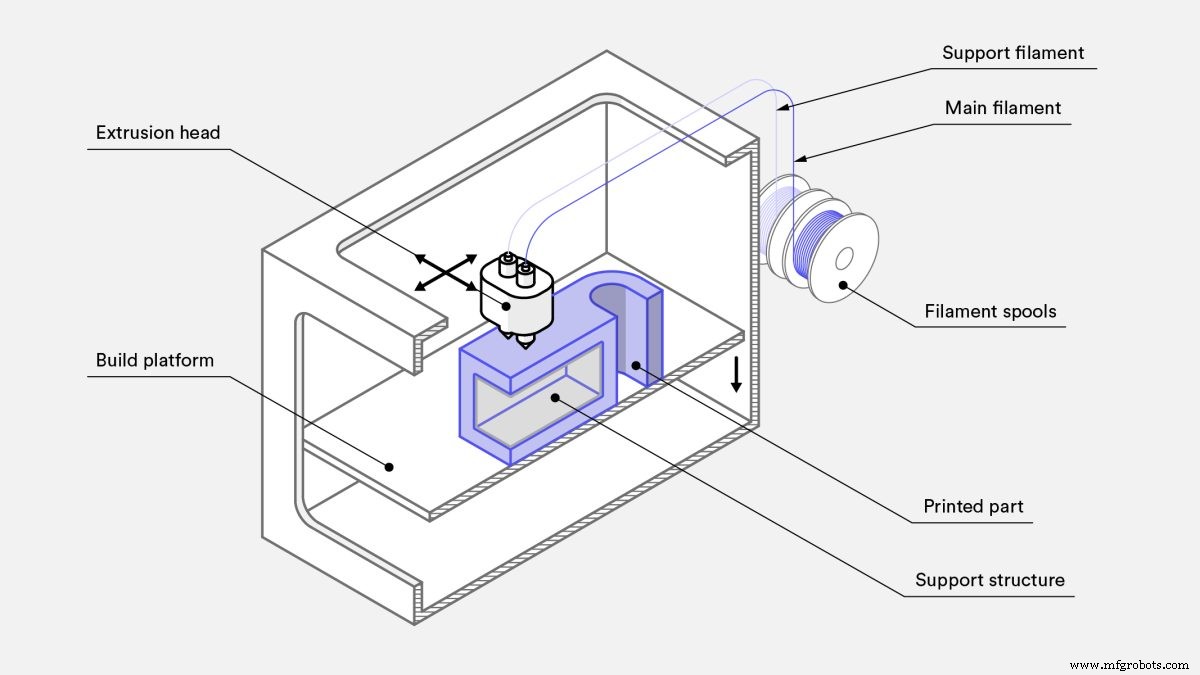
Ekstrusi bahan menghasilkan bagian dengan mencetak lapisan filamen termoplastik cair satu di atas yang lain. Gulungan filamen diumpankan melalui nosel ekstrusi yang dipanaskan dan dilebur. Printer terus-menerus menyimpan filamen yang meleleh di lokasi yang tepat, di mana ia mendingin dan mengeras. Bayangkan sebuah pistol lem panas otomatis bergerak secara metodis di atas permukaan bangunan yang datar.
Nosel printer dapat bergerak di sepanjang tiga sumbu sehubungan dengan platform build. Ini menelusuri bentuk penampang tunggal dari cetakan di sepanjang sumbu x dan y, melapisi penampang satu sama lain di sepanjang sumbu z untuk membangun cetakan penuh.
Jenis printer ekstrusi material
Fused deposition modeling (FDM) dan fused filament fabrication (FFF) adalah dua jenis teknologi pencetakan ekstrusi material. Ekstrusi material relatif sederhana dan sejauh ini merupakan teknologi pencetakan yang paling hemat biaya dan tersedia secara luas di pasaran.
Dua jenis utama FDM adalah prototyping (desktop) dan industri. Kami membedakan keduanya karena, meskipun teknologinya hampir identik, skala masing-masing sangat berbeda.
Bahan untuk ekstrusi material
Karena FDM begitu banyak digunakan, ribuan filamen berbeda telah muncul di pasaran. Sejauh ini yang paling umum adalah ABS dan PLA, tetapi Nylon, PC, PETG, TPU dan PEI juga tersedia. Filamen tertentu juga diperkuat dengan serat, seperti karbon, Kevlar, fiberglass, kayu, dan logam.
Untuk informasi lebih lanjut tentang cara memilih filamen yang tepat untuk pekerjaan Anda, kami menulis panduan membandingkan bahan cetak 3D FDM yang berbeda .
Sifat geometris ekstrusi material dan FDM
Ada ribuan merek printer FDM, tersedia dalam berbagai bentuk dan ukuran. Yang terbesar memiliki platform build sekitar 1.500 mm di semua dimensi, sedangkan yang terkecil dapat dengan mudah diletakkan di meja Anda di sebelah mesin espresso Anda.
Karena bagian dibangun dari bawah ke atas, fitur tertentu, seperti overhang, memerlukan dukungan yang dibangun bersama dengan bagian yang sebenarnya. Karena itu, FDM tidak selalu merupakan solusi ideal untuk mencetak komponen yang lebih kompleks.
Resolusi adalah fungsi dari filamen, dengan filamen tertipis sekitar 0,15 mm. Fakta bahwa filamen berbentuk bulat berarti sudut tajam tidak dapat dicetak dan dinding tidak pernah rata kecuali diproses setelah dicetak.
Sifat mekanik dari material ekstrusi dan FDM
Printer FDM umumnya tidak digunakan untuk memproduksi suku cadang penggunaan akhir yang fungsional, meskipun ada beberapa pengecualian di sana-sini. Mereka bukan printer 3D yang paling akurat, karena bagian yang mereka cetak lemah di sepanjang sumbu z. Bagian juga memiliki lapisan yang sangat jelas di setiap permukaan.
Apakah ekstrusi material dan FDM cepat dan hemat biaya?
Printer FDM dikenal lebih murah dalam hal biaya, dengan mesin desktop berharga antara $500 dan $5.000. Mesin kelas industri, di sisi lain, bisa menjadi jauh lebih mahal dan jauh dari jangkauan finansial bahkan penggemar yang paling berdedikasi.
Mesin ekstrusi material murah untuk dimiliki dan mudah dijalankan, tetapi outsourcing juga sama populernya karena teknologi yang ada di mana-mana membuat waktu tunggu satu hari menjadi praktik yang umum.
Bahan FDM standar tersedia secara luas dan persaingan membuat harga turun. Waktu pencetakan cepat untuk satu bagian tetapi, tidak seperti fotopolimerisasi tong atau PBF, tidak ada skala ekonomi. Itu membuat FDM relatif lambat untuk operasi volume tinggi, dan kemungkinan bukan nilai terbaik untuk sejumlah besar suku cadang.
Aplikasi komersial:apa yang dapat Anda hasilkan dengan ekstrusi material dan FDM?
Meskipun suku cadang FDM tidak tahan lama atau kosmetik seperti komponen yang dibuat menggunakan teknik lain, suku cadang tersebut sangat hemat biaya. Karakteristik ini menjadikan FDM sebagai teknologi yang paling umum digunakan untuk banyak tahap pembuatan prototipe, terutama pada tahap pembuktian konsep awal.
Keragaman bahan, kecepatan, dan efektivitas biaya FDM juga membuatnya sangat menarik untuk jenis suku cadang produksi tertentu selama resolusi dan penyelesaian permukaan bukanlah faktor penting. Printer FDM industri dapat dengan mudah menghasilkan prototipe fungsional dan suku cadang penggunaan akhir dari bahan yang kuat, seperti pegangan, jig, dan perlengkapan . Memproduksi komponen terakhir ini dengan mesin FDM lebih disukai daripada manufaktur tradisional dalam hal harga.
Apa itu powder bed fusion (PBF) dan bagaimana cara kerjanya?
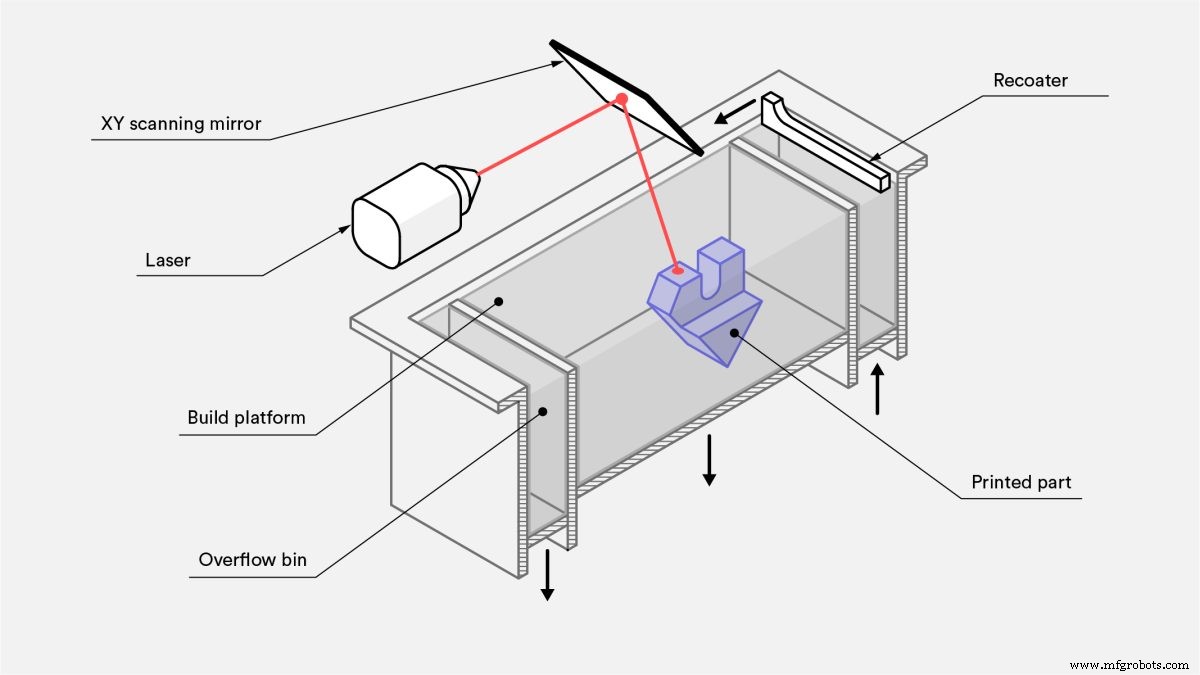
Printer fusi tempat tidur bubuk menghasilkan bagian-bagian dengan melelehkan atau mensinter partikel bubuk secara selektif bersama-sama untuk membentuk keseluruhan objek. Bahan bubuk dipanaskan sampai tepat di bawah titik lelehnya dan tersebar di atas platform pembuatan dalam lapisan yang sangat halus. Sinar laser atau elektron kemudian diarahkan melintasi permukaan bubuk, menyatukan partikel-partikel untuk membentuk satu penampang melintang cetakan.
Setelah setiap lapisan, platform pembangunan diturunkan dan proses berulang. Setiap layer baru digabungkan dengan yang sebelumnya sampai semua layer menyatu menjadi satu objek.
Karena lapisan dibangun di atas satu sama lain, partikel yang tidak menyatu bertindak sebagai struktur pendukung untuk cetakan, sehingga menghilangkan kebutuhan akan sebagian besar struktur pendukung yang terpisah. Setelah pencetakan selesai, bubuk pendukung yang berlebih dibuang dan didaur ulang.

Jenis printer PBF
Banyak printer 3D menggunakan teknologi PBF. Jenis printer yang paling umum adalah sintering laser selektif ( SLS ), sintering laser logam langsung (DMLS), peleburan laser selektif (SLM), Multi Jet Fusion HP ( MJF ), sintering berkecepatan tinggi (HSS) dan peleburan berkas elektron (EBM). SLS adalah yang paling umum untuk plastik, dan DMLS dan SLM adalah yang paling umum untuk logam.
-
Printer SLS menghasilkan komponen plastik padat menggunakan laser untuk menyatukan partikel.
-
Printer DMLS membuat bagian logam berpori menggunakan laser untuk menyatukan partikel.
-
Printer SLM menghasilkan bagian logam padat menggunakan laser untuk melelehkan partikel bersama-sama, tidak hanya mensinternya. Karena ini hanya mungkin jika partikel memiliki titik leleh yang sama, SLM hanya dapat mencetak dalam logam tunggal, bukan paduan.
-
MJF memproduksi komponen plastik padat melalui kombinasi SLS dan teknologi pengaliran material. Setelah lapisan bubuk plastik tersebar di platform build, printhead dengan nozel inkjet secara selektif menyimpan bahan yang mendorong dan menghambat peleburan. Sinar inframerah berdaya tinggi kemudian melewati lapisan, hanya menggabungkan area di mana agen peleburan disalurkan.
-
EBM menghasilkan bagian logam padat menggunakan berkas elektron untuk melelehkan partikel bersama-sama, tetapi bagian harus diproduksi dalam ruang hampa. Proses ini hanya dapat digunakan dengan logam konduktif.
-
HSS menggunakan print head inkjet untuk menyimpan cairan penyerap inframerah langsung ke lapisan tipis butiran plastik yang tersebar di permukaan platform build yang dipanaskan, menguraikan area di mana sintering diinginkan. Cahaya inframerah kemudian digunakan untuk menggabungkan bubuk di bawah cairan menjadi lapisan.
-
MJF uses an inkjet array to selectively apply fusing and detailing agents across a bed of nylon powder, which are then fused by heating elements into a solid layer.
Materials for powder bed fusion
SLS prints in plastics and nylon composites, such as Alumide, which is a combination of nylon and aluminum. Polypropylene, a thermoplastic polymer, is also growing in popularity for both SLS and MJF.
While materials continue to evolve for SLS, nylon is still the most common material used. There are dozens of different nylons available, but PC, PEEK, PEKK, flexible TPUs, and composite and reinforced nylons are becoming common. Parts are usually printed in white and can be dyed any color.
MJF can only print in nylon. Because the fusing agent is black, in the past, parts could only be printed in gray. Today, however, HP Jet Fusion 500/300 series printers can print parts in full color and white. This series is being phased out but will still be supported for years.
Geometric properties of powder bed fusion
PBF printers can be manufactured larger than those for vat photopolymerization, but even large PBF printers rarely exceed 300 to 400 mm in any dimension. These printers can also print parts in high resolution. Because unused powder acts as a support material as print layers are built up, PBF can produce parts from very complex digital models.
Potential complexity is the same for MJF and SLS, with both achieving better results than SLA. However, SLA has even higher resolution (its layer height can go down to 25 microns whereas SLS always prints at 100 microns and MJF at 80 microns). MJF can produce slightly better resolutions than SLS, but SLS offers a broader range of materials
For metal, DMLS can print parts with some of the highest resolution available, followed by SLM and then EBM.
Mechanical properties of powder bed fusion
PBF can produce tolerances on par with vat photopolymerization, but PBF parts are much stronger. PBF can produce functional plastic parts with the best mechanical properties any 3D printing technology is capable of. MJF prints are slightly stronger than SLS and also have a smoother surface finish.
EBM systems produce less residual stresses than DMLS and SLM, resulting in less potential distortion. The metal parts made by DMLS are not as strong as those by SLM, since the powder particles are only sintered and parts remain slightly porous. However, SLM parts can have mechanical properties on par with traditional manufacturing technologies such as machining and forging.
All PBF prints have a slightly rough finish due to being made from powders, though can easily be polished smooth with simple post-processing.
Is powder bed fusion fast and cost-efficient?
PBF market competition continues to drive prices down, but it remains expensive. For metal 3D printing, it is still extremely expensive, usually costing more than CNC machining. For plastics, the cost is comparable to vat photopolymerization. MJF is usually around 10 percent cheaper than SLS.
When it comes to low volumes for plastics, SLS and MJF are slower than vat photopolymerization and FDM. However, they are the fastest for large batches because parts get printed directly on the build platform.
Commercial applications:what can you produce with powder bed fusion?
The ability to produce strong functional parts makes PBF the preferred technology for producing low volumes of functional plastic parts across all industries. Common applications include one-off industrial hardware such as machine parts, jigs, grips, and fixtures as well as low-volume production runs of customized plastic components.
Because of how expensive they are, DMLS, SLM, and EBM are only used when a part’s geometric complexity is too expensive to be machined or surpasses what machining can produce. Being able to produce very complex parts makes PBF the go-to technology for rapid prototyping.
What is material jetting and how does it work?
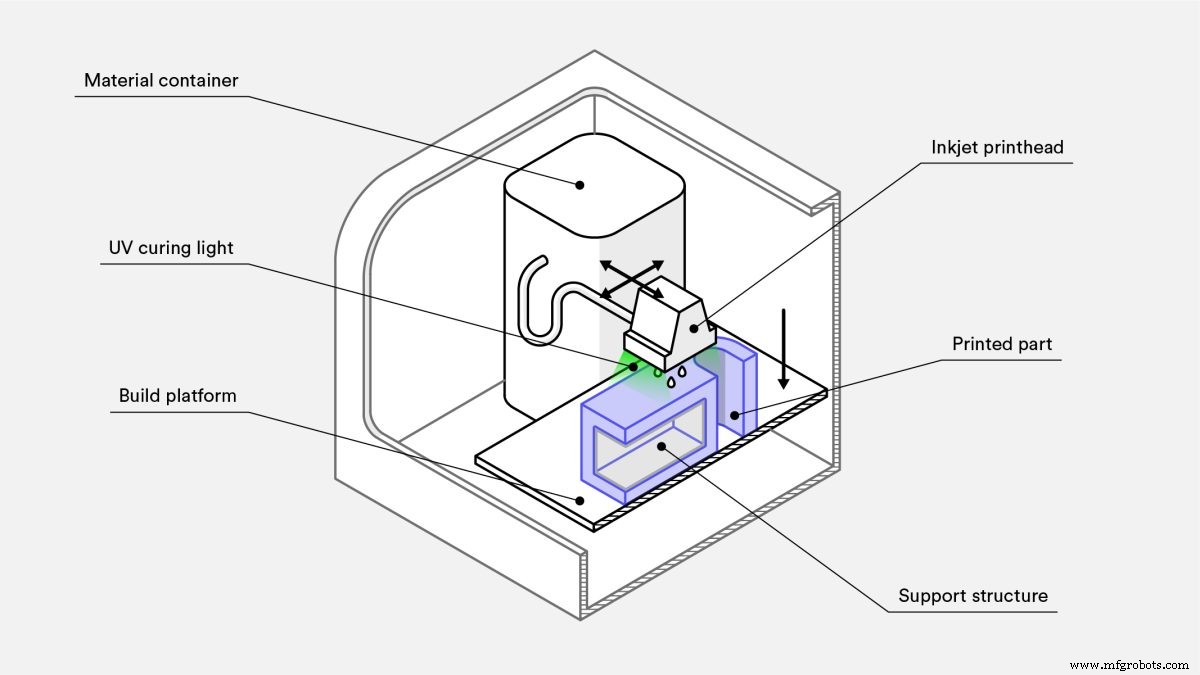
Material jetting produces parts by jetting tiny droplets of a liquid material onto the build platform and solidifying them with heat or light. Much like the standard 2D ink jetting process, a printhead with hundreds of material jets moves over a build platform, depositing material along an X-axis carrier, sweeping back and forth like the windshield wipers on a car and covering one whole layer in a single pass.
One printhead can carry jets for multiple materials, allowing for multi-material printing, full-color printing, and dispensing disposable support structures, such as wax.

Types of material jetting 3D printers
Within the material jetting category there are a few distinct printing technologies. The three most common are PolyJet, NanoParticle Jetting (NPJ), and Drop-On Demand (DOD). As of mid-2022, PolyJet is by far the most popular.
-
PolyJet, the first material jetting technology, is patented and owned by Stratasys. This kind of printer dispenses liquid photopolymer resin and easy-to-remove support material from the printhead, which is then cured by a UV light.
-
NPJ is a technology patented by XJet. Unlike with PolyJet, where each layer is cured before the next is deposited, NPJ prints are cured once all the layers are deposited. Metal or ceramic nanoparticles are suspended in a liquid, which is deposited by the printhead along with support material. Heat in the printer causes the suspension liquid to evaporate as each layer is deposited, leaving only slightly bonded metal or ceramic and supports behind. Once the final layer is complete, the support material is removed and the whole part is sintered to bond all the nanoparticles.
-
DOD is a technology patented by SolidScape (acquired by Stratasys). It is very similar to PolyJet, but was developed specifically for high-precision printing in wax for investment casting and mold making, targeting the jewelry industry. Unlike in PolyJet, the printhead can print curves in high resolution by moving in both x- and y-axes. After the material droplets are deposited, each completed layer is skimmed with a fly cutter to ensure a perfectly flat surface. These factors improve the final dimensional accuracy.
Materials for material jetting
Due to the variety of technologies in the category, a wide range of materials is available for use with material jetting printers. The most common are photopolymers, flexible plastics, casting wax, metals, and ceramics.
PolyJet printers are known for being able to produce full-color, multi-material, multi-texture prints.
Geometric properties of material jetting
Build platforms can get quite large—measuring up to 1 square meter, they are almost as large as those used in FDM. Individual parts can also be very large, filling out the whole print bed. Given that fully solid supports are built up around the part, they can also produce very complex parts.
Mechanical properties of material jetting
Material jetting printers are highly precise and able to produce parts with very high tolerances, although the strength of parts is typically less than what FDM or PBF can achieve. The surface finishes are highly smooth, but there is also an option to print in a matte setting.
Is material jetting fast and cost-efficient?
No matter the printer type, material jetting is actually quite expensive. The materials are expensive and the support structures are printed solid, which means there is a lot of material wastage per part.
Production speeds are comparable with PBF printers.
Commercial applications:what can you produce with material jetting?
Material jetting is an expensive 3D printing technology, but its extremely high dimensional accuracy and smooth surface finishes make it the only viable solution when dimensional accuracy or impressive visuals are critical. This is often the case for highly realistic prototypes, anatomical models, complex and high-precision tooling, jewelry, medical devices, and surgical tools.
Multi-material printing is commonly used for haptic feedback prototypes, for example, a stiff case with flexible buttons.
What is binder jetting and how does it work?
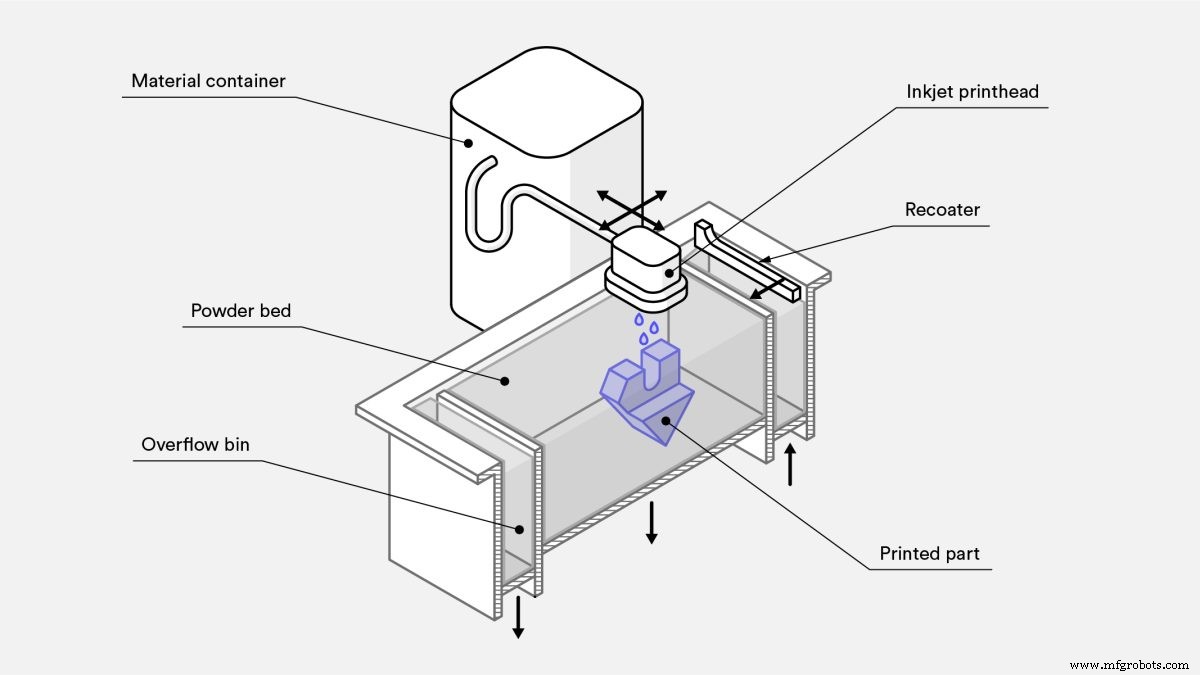
Binder jetting produces parts by selectively depositing a binding agent over a powder bed. The build platform is first covered with a very thin layer of material powder. A printhead covered in inkjet nozzles then passes over, depositing a binding agent where the print is to be formed. Binder jetting printers can also print in color by depositing colored ink after the binding agent, before a new layer of powder covers the previous one.
Once the final layer is finished, the part is left to cure in the powder and let the binding agent gain strength. Once removed from the powder bin, some kinds of materials are ready. However, if parts are for functional use, most need to be infiltrated and sintered, causing them to shrink by up to 40 percent.
Types of binder jetting 3D printers
Binder jetting is achieved by only one technology, though there are many different kinds of printers, differentiated by the kinds of materials and binders they can use.
To learn more, read our introductory article on binder jet 3D printing.
Materials for binder jetting
Because prints are held together by a binding agent—as opposed to bonds between particles of the build material—many materials that can be powdered can be printed with binder jetting. The most common materials are sands, ceramics, and metals, though plastics can also be used.
Geometric properties of binder jetting
Binder jetting is best suited for parts smaller than the size of a fist.
Because the unused powder serves as a natural support structure, complex parts are also possible. However, one constraint is that thickness should never exceed 10mm because the filtration may be inconsistent. As well, the resolutions are high, on par with PBF.
Mechanical properties of binder jetting
Binder jetting can produce parts with good tolerances, but the final tolerance can be hard to predict since shrinkage occurs with post-processing.
Before infiltration, metal parts are extremely weak and can crumble if not handled carefully. After infiltration, they are close to fully dense, but their mechanical properties do not meet the higher quality of traditionally manufactured parts.
The surface roughness of these metal parts is better than that achieved with DMLS and SLM.
Is binder jetting 3D printing fast and cost-efficient?
Binder jetting is an affordable technology, costing even less than vat photopolymerization and PBF. Print speeds are comparable to PBF and in line with other technologies for low-volume runs, but fast for higher volumes.
Commercial applications:what can you produce with binder jetting?
Because it can produce complex parts quite quickly and cost-effectively in a variety of colors, binder jetting is ideal for full-color prototyping. The price point of binder jetting is lower than material jetting and, despite its mechanical-property limitations, it can still achieve resolutions suitable for most prototypes.
This is also one of the fastest and most affordable techniques for producing complex, high-precision metal and ceramic parts. Many different powders are available, and print beds can be relatively large. The mechanical properties of binder-jetted metal parts do not match the strength or tolerances of PBF prints but they can still be functional if infiltrated and sintered.
Binder jetting is especially attractive for producing complex casts from sand because it can print large, complex geometries at a relatively low cost. And the process is simple enough to be integrated with most traditional foundry processes.
What is direct energy deposition and how does it work?
Direct energy deposition (DED) produces parts by layering beads of molten material, which is usually metal. The technology is very similar to that used in plastic material extrusion printers, but for metal. The feedstock material, which is either powder or wire, is continuously pushed through a nozzle and melted by a laser or an electron beam or arc at the point of deposition, where it cools and solidifies.
The nozzle can move along multiple axes in relation to the build platform. Three-axis machines trace the shape of a single cross-section of a print along the x-axis and y-axis, layering cross-sections on one another along the z-axis to build up the full part. Five-axis DED printers are not limited to building up parts layer by layer because they can deposit material from any angle. This means they can do more than simply build up parts from scratch and are often used to deposit material on multiple sides of existing objects.
DED is often referred to as direct metal deposition (DMD). There are also many different proprietary technologies whose names are often used interchangeably, even though they differ in their materials and energy sources.
All work according to very similar principles. Laser Engineered Net Shaping (LENS) by Optomec is the best-known example of a technology that fuses powders with a high-powered laser. Electron Beam Additive Manufacturing (EBAM) by Sciaky is the best-known example of a technology that fuses extruded wire with an electron beam.
Types of DED printers
LENS utilizes a deposition head consisting of a laser head, powder dispensing nozzles, and inert gas tubing. The laser travels through the center of the head to create a melt pool on the build area and powder is sprayed from the sides where it is melted and then solidified. The inert gas forms an oxygen- and moisture-free shroud, which prevents surface oxidation and promotes better layer adhesion.
EBAM feeds metal welding wire through the nozzle and melts it with an electron beam at the contact point with the build area. Essentially, EBAM is FDM for metals.
Materials for DED
LENS technology can print in both metals and ceramics, although ceramics are by far the more common material in use. Available materials for both LENS and EBAM include almost any weldable metal, such as aluminum, steel, titanium, Inconel, tantalum, tungsten, nickel, and niobium.
Geometric properties of DED
Another key advantage of DED is the very large print bed sizes. It is not uncommon for large manufacturers to build customer DED printers with build envelopes that are multiple meters long along any dimension.
Support structures are possible but difficult because the large liquid melt pool at the deposition point does not allow for overhangs. The same attribute means complex geometries are also not possible. Resolution is very poor compared with other metal 3D printers. Powder particle sizes are between 50 and 150 microns and welding wire ranges from 1 to 3mm in diameter.
Sharp corners, for example, can only be achieved in post-processing, typically by a CNC mill. This is very common practice, as new material is built up with DED and then machined to the desired precision.
Mechanical properties of DED
The high amount of energy required to maintain a melting point at the point of deposition creates large thermal gradients that can cause a lot of residual stress, but DED produces fully dense parts with mechanical properties that are as good as forged metal parts.
The low resolution, however, means parts tend to have a poor surface finish, requiring secondary machining to achieve the most desired results.
Is DED fast and cost-efficient?
The two most important advantages of DED are print speed and material cost. All DED technologies are relatively fast at laying down material, with the fastest machines printing 11kg per hour, (albeit with very low resolution). The metal feedstock used is also cheaper than that used by other metal 3D printers.
The powders are usually commercial off-the-shelf (COTS) materials designed for welding and are widely available. But for simple parts, traditional manufacturing is still almost always cheaper.
Commercial applications:what can you produce with DED?
The three main applications of DED are part repairs, feature additions, and near-net-shape part production. Essentially a form of welding, DED can print onto existing parts. This makes it ideal for repairing broken parts and adding features that cannot be added via other processes. Tool repair is by far the most common use, and companies turn to DED when expensive machinery proves more cost-effective to fix than reorder, such as in heavy industry.
Because the resolutions are so low, most parts also require post-processing with a CNC mill. Parts are therefore printed near to net shape, with the expectation that they will be machined to proper tolerances. Because conventional manufacturing is almost always cheaper, near-net-shape DED printing is only used when traditional manufacturing is very slow, expensive, or simply not possible.
What is sheet lamination and how does it work?
Sheet lamination produces parts by stacking and laminating sheets of material cut to match a part’s single-horizontal cross-sections. In some printers, the sheets are first cut and then laminated. In most, the sheets are first laid and laminated and then cut to size.
Types of sheet lamination printers
This is one of the simplest methods of building up 3D models. Despite its simplicity, there are many different proprietary technologies based on material, lamination method, and cutting method. In most cases, the process is a simple variation of paper laminated object manufacturing (LOM). Ultrasonic consolidation (UC) is the only radically different technology, as it uses ultrasonic welding rather than a separate bonding agent.
-
LOM laminates sheets together with a bonding adhesive and then subtracts features layer by layer, using CNC milling, laser cutting, or water-jet cutting.
-
UC follows the same process at LOM, except the lamination is achieved through ultrasonic vibrations as a form of friction welding.
Materials for sheet lamination
Across all the different types of printers, there are many available materials:papers, most polymers, fiber-reinforced polymers, ceramics, and just about any metal. Multi-material layers can also be achieved with all these materials, provided each layer can be laminated and shaped with the same methods.
Using colored sheets enables full-color prints across the color spectrum.
Geometrics properties of sheet lamination
Sheet lamination print beds vary quite a lot in size, but are comparable to SLA and SLS printers. Large-format printers are not common.
Because the sheet cutting methods are relatively simple, highly complex shapes are not possible. However, because support structures are not necessary, internal structures are possible.
One additional design option is to lay embedded wiring between sheets. Most processes do not require heat, so expect a reduced risk of high temperatures destroying them. Typical layer resolution depends entirely on the material feedstock
Mechanical properties of sheet lamination
Dimensional accuracy and surface finishes are on par with what can be achieved with a simple CNC milling machine, laser cutter, or water-jet cutter. The weakness of the bond between sheets, however, means that these parts are unsuitable for structural or functional purposes.
Is sheet lamination fast and cost-efficient?
LOM is very cost-effective thanks to the ready availability of all the raw materials. The lack of pre-production preparation means the printers are also very fast.
What are the commercial applications of sheet lamination?
LOM was originally used in architecture for building models. Today its most common use is for highly detailed, colored objects, typically for proof-of-concept and look-and-feel prototyping.
Frequently asked questions
How do I decide the right 3D printing technology for my custom parts?
There are many factors to think about before settling on the right 3D printer for your manufacturing needs. These include functionality, materials required, cosmetic characteristics, process capabilities and many more. To start, check out this comprehensive resource on selecting the right 3D printing process, and remember that you can (and should) always test different printing methods before finding the one that's perfect for your custom parts.
What 3D printer is optimal for complex geometries.
For designs with complex geometries, we highly recommend opting for a powder bed fusion technology like SLS or MJF.
What do I do if several 3D printers work for my custom parts?
Oftentimes, several different 3D printing processes can produce your parts. If this ends up being the case, compare the cost and properties of each to determine the right manufacturing fit.
What 3D printing technology is right for functional polymer parts?
For functional polymer parts, go for thermoplastics ( SLS or FDM) over thermosets (SLA/DLP or material jetting).
What 3D printing technologies will give me the best cosmetic appearance?
For the best cosmetic quality, thermosets (SLA/DLP or material jetting) will give you the most impressive aesthetics.
What's the best 3D printing technology for metal parts?
Honestly, we recommend pivoting to CNC machining for producing metal parts, though if your designs are very complex, DMLS and SLM are viable alternatives to milling and turning.


