Pengaturan dukungan terbaik Ender 3 (Pro, V2); Panduan lengkap
Dalam pencetakan 3D, setiap lapisan baru membutuhkan sesuatu di bawahnya untuk ditempel, itu mungkin tempat tidur atau lapisan sebelumnya. Umumnya, akan lebih baik untuk merancang bagian untuk memperhitungkan batasan itu tetapi ada dukungan jika tidak memungkinkan.
Dukungan biasanya dihindari karena menghabiskan lebih banyak bahan, memperpanjang waktu cetak Anda, dan mungkin sulit dihilangkan. Tetapi ada beberapa situasi di mana dukungan tidak dapat dihindari atau bahwa mereka meningkatkan kualitas cetak akhir. Dengan profil alat pengiris yang disetel dengan baik, hasilnya bisa memukau dan dengan sedikit upaya pasca-pemrosesan.
Saya akan membahas lebih detail, tetapi jika Anda sedang terburu-buru, ini adalah pengaturan dukungan yang bagus untuk membantu Anda memulai Ender 3 Pro/v2:atur struktur dukungan ke “Normal “, mendukung penempatan ke “Touching Buildplate”, Overhang Angle antara 45º-60º, Support Density hingga 20%, Support Z Distance hingga 0,2mm, dan Support X/Y Distance hingga 0,6mm.
Di bagian selanjutnya, saya akan membahas masing-masing dan membahas secara rinci apa gunanya, dan heuristik yang dapat Anda gunakan untuk mengubahnya. Selain itu, saya juga akan membahas beberapa setelan tambahan yang tidak boleh dibiarkan tidak diubah.
Jika Anda tidak ingin melalui semua percobaan dan kesalahan yang kami lakukan untuk menemukan Pengaturan Ideal untuk membuat cetakan berkualitas tinggi pada Ender 3 Anda, maka periksa Profil Cura kami sendiri yang dirancang khusus untuk Seri Printer Ender 3 (Anda bisa mendapatkan semuanya hanya dengan $7).
Apa itu dukungan dan mengapa kami menggunakannya?
Penopang adalah struktur tercetak yang bukan bagian dari model 3D, dibuat untuk mencegah pencetakan di udara. Dukungan dapat dihasilkan secara otomatis oleh alat pengiris atau dimodelkan sebelumnya saat mendesain potongan. Struktur ini kemudian harus dihapus dari bagian dalam pasca-pemrosesan. Printer dengan ekstruder ganda dapat mencetak pendukung yang larut dalam air atau pelarut, tetapi printer tersebut memiliki seperangkat aturan dan setelan berbeda yang tidak akan dibahas dalam artikel ini.
Jenis dukungan yang berbeda (Normal atau Pohon)
Dukungan yang dihasilkan secara otomatis dapat berupa struktur sederhana yang terbuat dari garis atau kisi atau struktur yang lebih kompleks dengan cabang seperti pohon. Keputusan untuk memilih satu di atas yang lain tidak selalu jelas, tetapi untuk model datar atau kotak, penyangga normal harus berfungsi dengan baik dan untuk lebih banyak gambar organik, penyangga pohon akan meninggalkan permukaan yang lebih baik setelah dilepas. Keduanya sangat bergantung pada bagaimana mereka dikonfigurasi tetapi pada dasarnya, struktur pendukung normal biasanya dapat dihancurkan atau dibongkar dan penyangga Pohon cenderung lebih kokoh. Dukungan pohon akan membuat waktu pemotongan Anda terasa lebih lama, jadi Anda harus bersabar dengan model yang lebih besar.
Pola dukungan yang berbeda
Pemotong memiliki banyak pola dukungan yang berbeda untuk dukungan normal, tetapi hanya dua kategori:kuat atau tipis. Struktur interlaced seperti pola grid kuat dan lepas utuh setelah cetakan selesai atau kadang-kadang tidak lepas sama sekali karena tidak diatur dengan benar. Di sisi lain, struktur tipis seperti garis, zigzag atau pola konsentris dapat dihancurkan. Pembersihan lebih berantakan tetapi mereka selalu keluar dengan satu atau lain cara. Tidak ada yang lebih baik untuk setiap model, dan sebagian besar masalah selera dan alat yang tersedia.
Tebakan pertama yang paling masuk akal adalah menggunakan struktur yang tipis karena mereka mencetak lebih cepat dan menggunakan lebih sedikit bahan. Namun demikian, jika strukturnya terlalu tipis, itu akan gagal dan merusak cetakan Anda. Ada pengaturan lain untuk membuat dukungan Anda lebih kuat. Coba aktifkan support brim atau tingkatkan Support Wall Line Count menjadi 1.
Apa yang dimaksud dengan “Penempatan Dukungan”
Pengaturan "Penempatan dukungan" memungkinkan Anda memutuskan apakah dukungan akan ditempatkan di mana-mana atau hanya yang menyentuh buildplate. Saat Anda memilih "di mana-mana", dukungan otomatis dapat dimulai pada model yang sedang dicetak. Artinya, saat Anda melepas penyangga, Anda akan memiliki permukaan ekstra untuk dibersihkan.
Jika Anda tidak ingin dukungan untuk memulai pada model Anda dapat memilih "menyentuh buildplate" dan alat pengiris hanya akan menghasilkan dukungan di mana ia memiliki tempat bebas di buildplate tepat di bawah. Ini lebih baik untuk pembersihan, tetapi mungkin meninggalkan bagian yang tidak didukung yang akan gagal dicetak dengan benar. Opsi terakhir adalah beralih ke “tree support” yang hanya akan dimulai pada buildplate tetapi akan memperluas cabang ke mana pun yang diperlukan.
Dukungan Kepadatan
Kepadatan penopang mengacu pada jumlah garis yang akan dicetak untuk membentuk struktur penopang seperti halnya dengan pengisi. Terlalu padat dan penyangga akan lebih sulit dilepas, menggunakan lebih banyak bahan dan mencetak lebih lama. Terlalu jarang dan objek mungkin tidak didukung dengan baik atau bahkan tidak didukung sama sekali. Tempat yang baik untuk memulai adalah 20%. Anda perlu memeriksa “tampilan lapisan ” untuk melihat dukungan yang dihasilkan. Dengan tampilan ini, Anda akan dapat memiliki gagasan yang jelas tentang bagaimana hasil cetakan dan seberapa sulit pembersihan setelahnya.
Apa yang dimaksud dengan Overhang dan Bridge dan bagaimana cara membatasi pencetakan?
Ketika printer mencoba untuk mencetak fitur yang kantilever apa yang terjadi plastik diekstrusi di udara, dan cenderung melengkung kembali atau melorot. Fitur ini disebut overhang dan dapat dicetak hingga titik tertentu dengan laju ekstrusi dan pendinginan yang benar.
Jembatan juga merupakan fitur model 3D dan juga melibatkan pencetakan di udara. Kali ini ada titik jangkar lain dalam garis lurus di mana gerakan cetak berakhir. Jika titik jangkar cukup dekat dan ada pendinginan yang cukup, untai plastik tetap hampir horizontal. Selalu ada beberapa penurunan tetapi dalam banyak kasus, mungkin baik-baik saja.
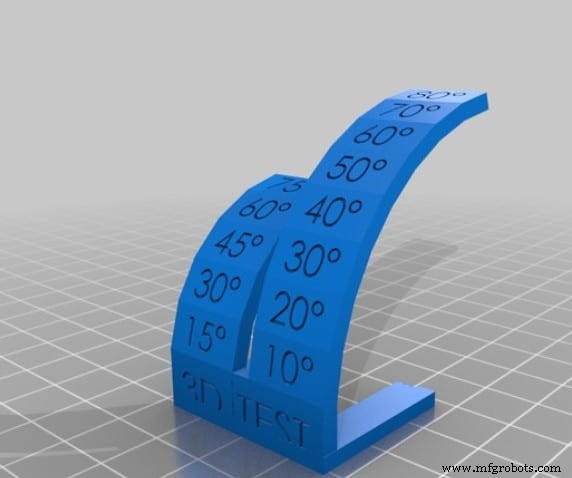
Cetak tes overhang &bridging
Untuk mengetahui kemampuan overhang dan bridging printer Anda, ada model yang dirancang untuk mengujinya. Komunitas yang luas telah melakukan banyak pengujian, tetapi di sini Anda akan menemukan dua model sederhana yang merupakan awal yang baik.
Apa yang Anda temukan dengan tes biasanya dapat ditingkatkan dengan menyetel profil slicing Anda.
#1Uji Menjembatani Overhang
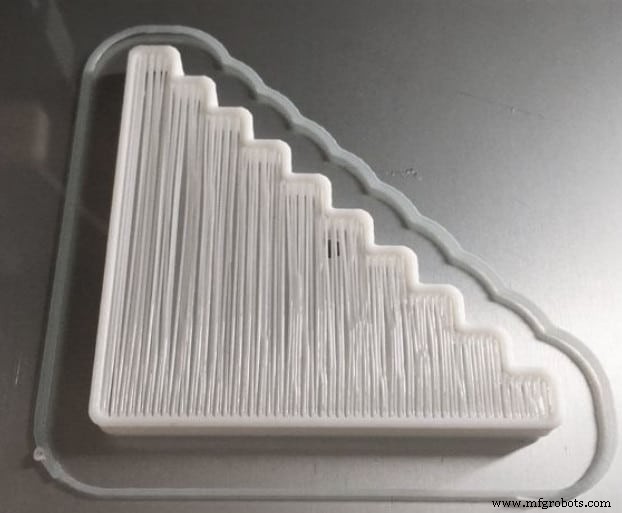
Uji Jembatan Gantung #2
Sudut gantung, jembatan &cara meningkatkannya
Sebagian besar printer dapat lolos dengan overhang sudut 45º, Ender 3 dapat mencapai 60º dengan pengaturan yang tepat. Keberhasilan sebuah jembatan tergantung pada seberapa banyak melorot yang bersedia Anda terima. Hingga 5 mm Anda mungkin akan berhasil. Lebih dari itu Anda harus mempertimbangkan meluangkan waktu untuk menyetel printer Anda atau menggunakan dukungan. Dimungkinkan untuk membuat jembatan 150 mm dengan beberapa filamen.
Pendinginan yang lebih baik dapat menghasilkan overhang dan bridge yang lebih baik, periksa apakah Anda telah memutar kipas hingga 100% untuk mendapatkan hasil terbaik di PLA dan PETG. Untuk polimer lain seperti ABS, hal ini dapat mengakibatkan delaminasi, jadi berhati-hatilah.
Mengurangi suhu pencetakan hingga 5 atau 10 C juga dapat membantu mengatasi overhang dan bridge tetapi adhesi lapisan juga akan terpengaruh. Jika Anda membutuhkan suku cadang yang kuat, cobalah untuk tidak terlalu menurunkan suhu ekstrusi.
Terakhir, ada tingkat ekstrusi. Dengan sedikit underextrusion, bridge dan overhang akan memiliki kualitas yang lebih baik tetapi seperti halnya suhu ekstrusi, adhesi lapisan akan terpengaruh juga dan Anda mungkin mulai melihat bagian plastik yang hilang. Anda dapat bermain dengan laju aliran di alat pengiris yang menurunkannya sebesar 1 hingga 5% setiap kali dan melihat hasilnya.
Berapa Jarak Support Z &Jarak X/Y?
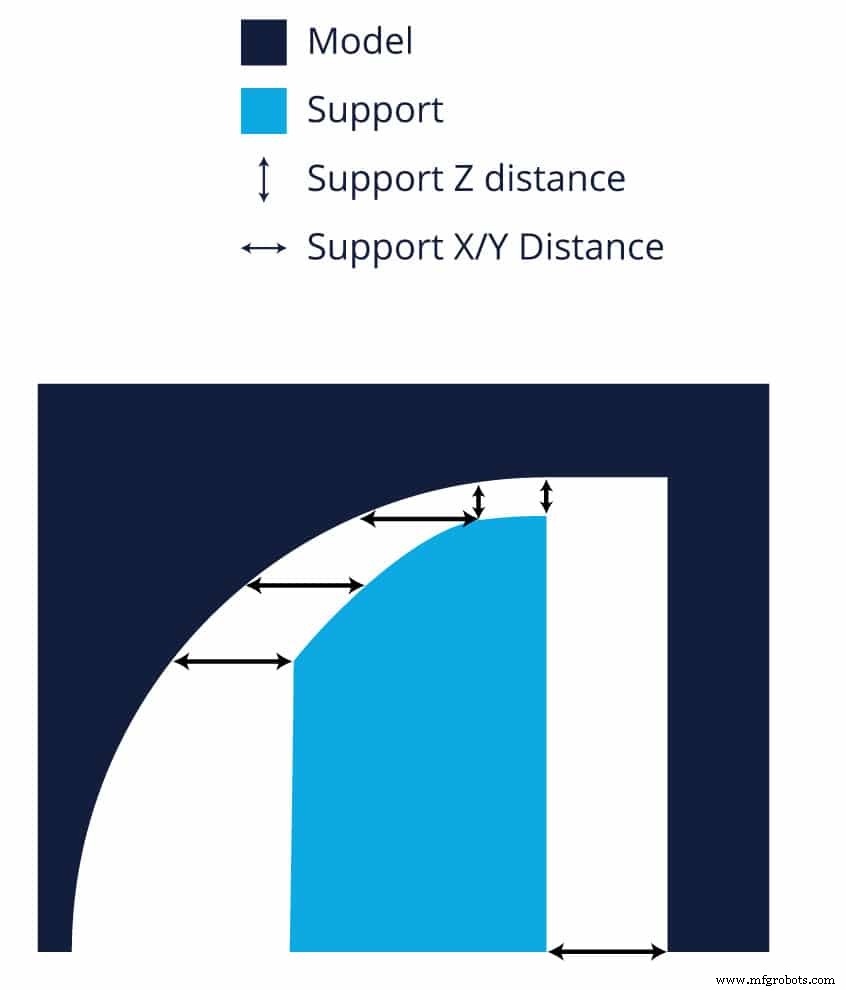
Setelah struktur pendukung dicetak, mesin perlu meninggalkan celah sebelum mencetak lapisan lain agar tidak menempel terlalu baik. Ini membuat proses penghapusan lebih mudah tetapi meninggalkan beberapa kekasaran pada permukaan kontak. Kesenjangan ini disebut jarak Z dan disarankan untuk mengukur setidaknya satu atau dua lapisan. 0,2 mm biasanya standar tetapi jika tinggi lapisan Anda jauh lebih kecil atau lebih tinggi, Anda harus mengubahnya. Semakin besar celahnya, semakin mudah untuk menghilangkannya, tetapi juga semakin buruk permukaan kontaknya.
Jarak X/Y di sisi lain tidak sensitif. Ini adalah jarak bebas yang ditinggalkan alat pengiris dalam arah X dan Y sehingga penyangga tidak menyentuh model. Nilai 0,6 mm atau 0,7 mm seharusnya baik-baik saja. Jika Anda mengalami masalah saat melepaskan dukungan, Anda dapat membuatnya lebih besar.
Kapan Anda membutuhkan dukungan? (aturan 45 ° &5 mm)
Ada dua aturan untuk overhang dan bridge yang biasanya dipertimbangkan untuk mendesain bagian untuk pencetakan 3D dan saat mengiris.
- Jika sudut overhang lebih dari 45º, mereka mungkin membutuhkan penyangga.
- Jika jembatan lebih besar dari 5 mm, mungkin perlu penyangga.
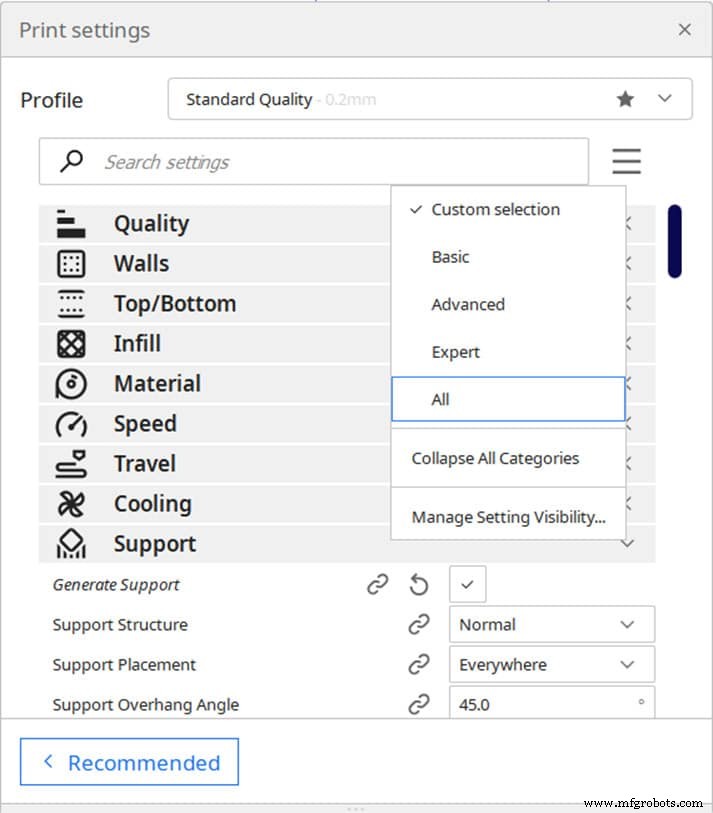
Cara mengakses pengaturan dukungan di Cura
Untuk mengakses pengaturan dukungan, Anda harus mengklik ikon hamburger. Semua pengaturan dari artikel ini harus tersedia saat memilih "Lanjutan" pada menu tarik-turun kecuali untuk dukungan pohon yang dapat ditemukan di bawah "Eksperimental" dengan "ahli" dipilih.
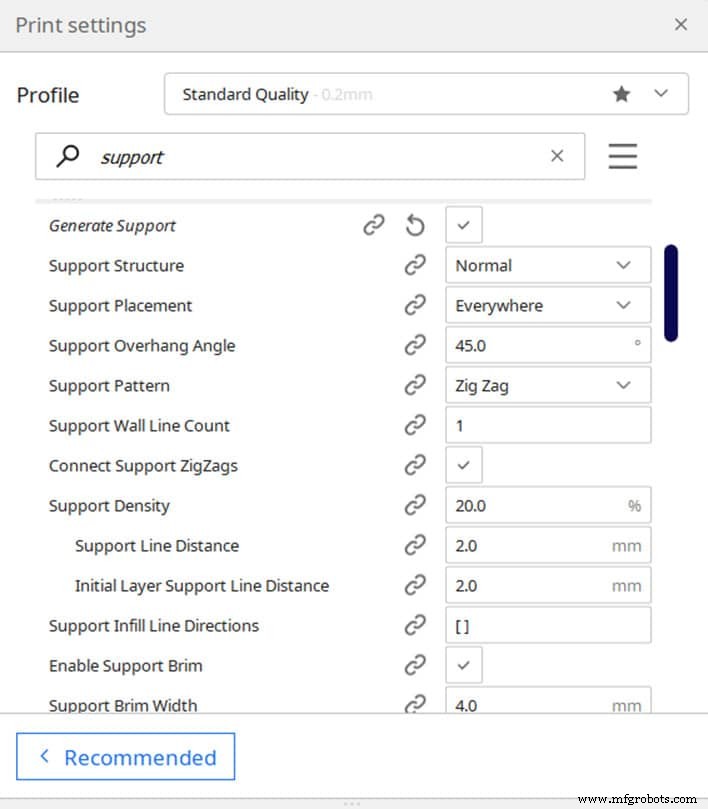
Pengaturan dukungan ideal untuk Ender 3
- Struktur Dukungan:Normal
- Penempatan Dukungan:“Sentuh buildplate”
- Mendukung Sudut Overhang:45º – 60º
- Pola Dukungan:Zig Zag
- Kepadatan Dukungan:20%
- Dukungan Z Jarak:0,2 mm
- Dukungan X/Y Jarak:0,6 mm
- Aktifkan atap penopang
- Aktifkan dukungan penuh
Jika Anda tidak ingin melalui semua percobaan dan kesalahan yang kami lakukan untuk menemukan Pengaturan Ideal untuk membuat cetakan berkualitas tinggi pada Ender 3 Anda, maka periksa Profil Cura kami sendiri yang dirancang khusus untuk Seri Printer Ender 3 (Anda bisa mendapatkan semuanya hanya dengan $7).
Kesimpulan
Tuning mendukung dengan benar dapat membuat pengalaman pencetakan 3D jauh lebih mudah. Dengan aturan 45º dan 5 mm dan hanya beberapa pengaturan, Anda sudah bisa melakukannya.
Ingatlah untuk menggunakan mode lapisan pada pemotong untuk memeriksa dukungan!
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


