Apakah yang dimaksud dengan retraksi dalam pencetakan 3D? Definisi dan penyesuaian

Artikel ini mencoba mengklarifikasi konsep pencabutan dalam pencetakan 3D karena ini adalah parameter yang sangat penting untuk mendapatkan cetakan berkualitas, tanpa pengendapan material pada permukaan luar model, atau benang di antara potongan yang dicetak pada waktu yang sama.
Retraksi adalah gerakan mundur filamen yang diperlukan untuk mencegah tetesan material selama gerakan dan perpindahan yang dilakukan ekstruder vakum selama pencetakan 3D.
Parameter yang mengonfigurasi pencabutan adalah:
- Jarak retraksi : Panjang bahan yang surut dalam proses retraksi. Ini bervariasi tergantung pada jenis bahan, jenis sistem ekstrusi (Direct atau Bowden) dan jenis HotEnd. Untuk material fleksibel, terutama untuk jenis TPE (Filaflex), retraksi harus dinonaktifkan untuk mencegah filamen melingkar pada pinion ekstruder.
- Kecepatan retraksi: Kecepatan motor ekstruder menggerakkan filamen. Dengan parameter ini, Anda harus sangat berhati-hati jika menggunakan kecepatan tinggi (lebih dari 70mm/dtk) karena dapat menandai filamen sedemikian rupa sehingga tidak dapat digunakan untuk melanjutkan pencetakan 3D.
- Perpindahan minimum : Durasi minimum dari pencabutan yang Anda inginkan.
- Aktifkan penggabungan: Dengan mengaktifkan parameter ini, yang ada di bagian opsi lanjutan pencabutan program laminasi yang digunakan (Cura, Simplify3D, Slicer, dll), selain melakukan pencabutan, HotEnd dicegah agar tidak bergerak di atas lubang. Dengan bahan ini sisa-sisa dihindari pada permukaan yang terlihat dari bagian dalam potongan.
- Elevasi sumbu Z saat ditarik kembali (Angkat z): Pada saat yang sama terjadi retraksi, HotEnd bergerak pada sumbu z pada jarak yang ditunjukkan. Ketinggian ini hanya diperlukan dalam kasus membuat karya dengan banyak detail dan dengan area kecil dengan detail yang sangat bagus untuk menghindari meninggalkan jejak material tepat di area tersebut. Jika Anda perlu menggunakan parameter ini, sebaiknya gunakan jarak yang sama dengan tinggi lapisan.
Dengan penyesuaian yang sesuai dari parameter di atas, Anda mendapatkan pencabutan yang ideal untuk printer 3D Anda.
Sayangnya tidak ada rumus untuk menemukan nilai yang tepat, tetapi setiap printer 3D dan setiap extruder memerlukan nilai tertentu. Tabel berikut berisi nilai panjang dan kecepatan retraksi yang disarankan untuk printer 3D bergantung pada jenis pengekstrusi yang digunakan, yang merupakan titik awal yang baik untuk menyesuaikannya dengan kasus khusus Anda:

Gambar 1: Parameter retraksi
Nilai tabel dimasukkan di bagian retraksi perangkat lunak laminasi yang digunakan , dalam kasus kami, Cura 3D, termasuk dalam kategori materi.
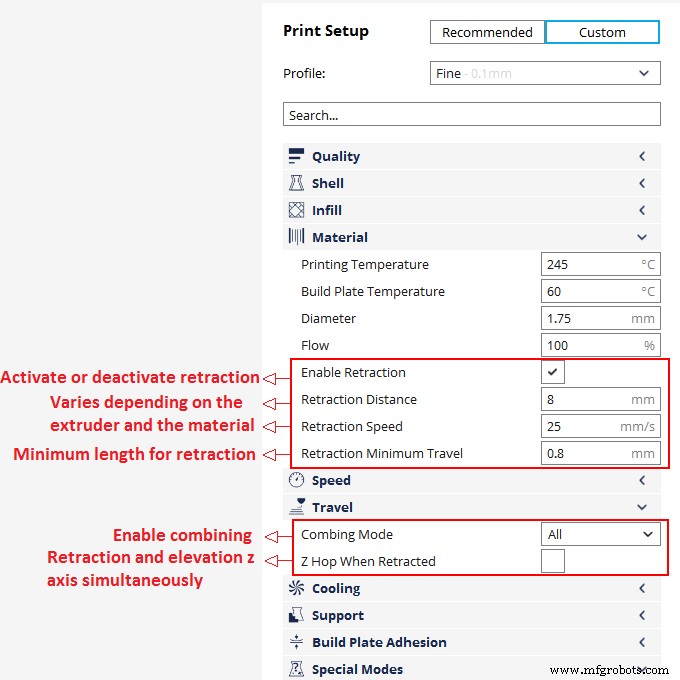
Gambar 2: Konfigurasi retraksi di Cura 3
Perhatian harus diberikan saat memvariasikan parameter panjang , karena jika dinaikkan terlalu banyak (20 mm pada ekstruder langsung), akan menyebabkan aliran terputus-putus dan dengan demikian ada celah pada bagian yang dicetak.
Setelah semua parameter yang mengonfigurasi pencabutan dipahami dan berdasarkan nilai yang telah kami berikan, setiap pengguna akan mendapatkan konfigurasi idealnya hanya dengan melakukan sedikit penyesuaian.


