Apa aliran pencetakan 3D dan bagaimana menyesuaikannya
Pada artikel ini kita akan mengomentari apa itu aliran serta pentingnya dalam pencetakan 3D. Selain itu, dijelaskan cara mengkalibrasi parameter ini agar printer 3D memberikan hasil terbaik.
Aliran printer 3D
Aliran adalah jumlah (lebih tepatnya volume) filamen yang melewati pengekstrusi berdasarkan parameter pencetakan yang dipilih untuk membuat model. Penghitungan aliran dilakukan secara otomatis oleh printer 3D sesuai dengan Langkah/mm yang ditetapkan produsen printer 3D untuk motor ekstruder, bergantung pada diameter filamen dan diameter keluar nozel.
Cara mengkalibrasi printer 3D sebelum extruder berubah
Jika ekstruder diubah atau dimodifikasi, misalnya dengan E3D Titan Aero, Langkah/mm motor ekstruder harus disesuaikan.
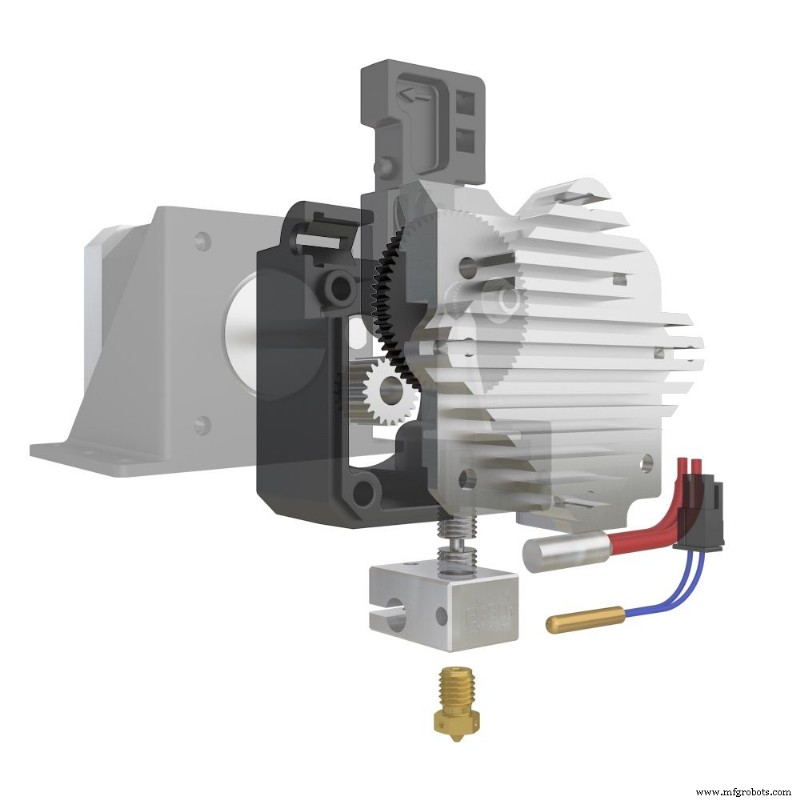
Gambar 1: ekstruder E3D Titan Aero. Sumber:E3D
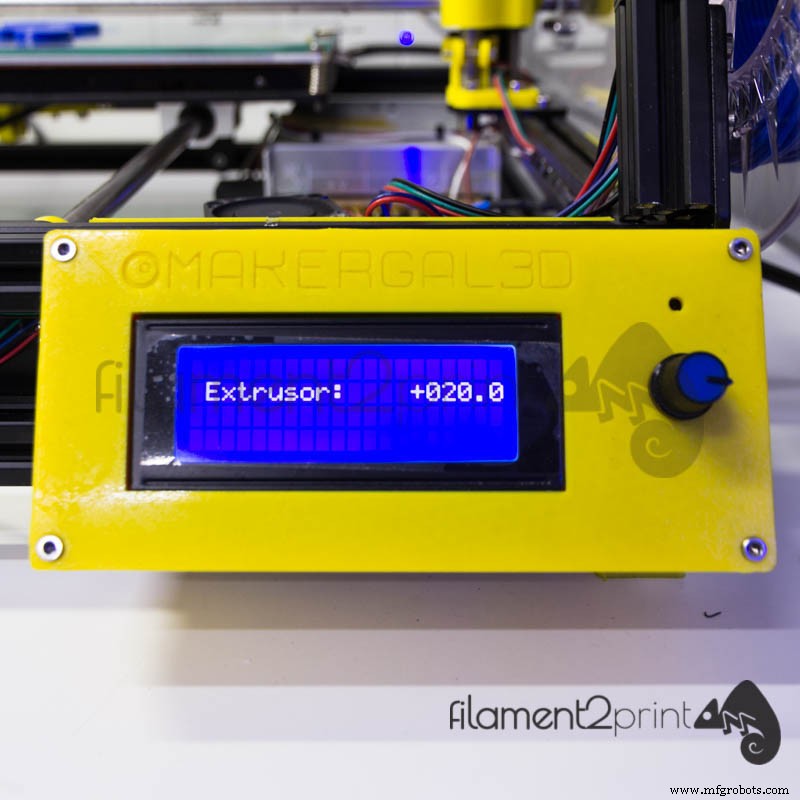
Hal pertama adalah mengetahui berapa Langkah/mm yang digunakan printer 3D. Ini tercermin di bagian "Control>Movement>Extruder" Dalam hal ini nilainya adalah 104,5 Steps/mm.

Gambar 2: Langkah/mm ekstruder
Dua tanda dibuat pada filamen, dipisahkan 20 mm dan 25 mm dari awal ekstruder.

Gambar 3: Menandai pada filamen untuk menghitung jumlah Langkah/mm yang tepat
Filamen 20 mm bergerak dari layar kontrol di bagian gerakan.
Gambar 4: Gerakkan filamen 20 mm
Selanjutnya diperiksa apakah perpindahan yang dilakukan oleh motor ekstruder sudah benar. Jika tidak, kesalahan diukur dengan kaliber untuk memperbaikinya. Dengan semua data di atas dan menggunakan rumus berikut, kami memperoleh Langkah/mm yang tepat untuk motor ekstruder.

Gambar 5: Rumus aliran langkah/mm
Di akhir perhitungan, Anda hanya perlu mengubah Langkah/mm di layar kontrol dan menyimpan data baru.
Di sisi lain, semua perangkat lunak laminasi 3D memiliki bagian untuk memodifikasi kuantitas aliran (laju aliran) karena kerapatan berubah antara berbagai bahan yang ada di dunia pencetakan 3D FDM/FFF. Kecepatan ini sangat penting untuk mencapai penyelesaian permukaan yang diinginkan dan dimensi sebenarnya dari desain CAD, karena jika tidak, akan sangat rumit. pembuatan potongan yang cocok satu sama lain atau terhubung dengan yang lain.
Sebelum menyesuaikan alur, siapkan pencetakan 3D dengan benar
Sebelum menjelaskan penyesuaian parameter flow rate, kami ingin mengingatkan Anda tentang serangkaian tips yang harus selalu diingat sebelum melakukan pencetakan 3D. Selalu periksa status nosel, yang tidak menunjukkan keausan yang berlebihan pada ujungnya atau yang kotor baik di dalam maupun di luar. Periksa suhu ekstrusi yang direkomendasikan oleh pabrikan filamen, karena jika rekomendasi ini tidak dipenuhi, kalibrasi aliran tidak akan efektif dan hasil yang baik tidak akan pernah tercapai. Terakhir, dan mungkin yang terpenting, alas harus diratakan dan dikalibrasi dengan baik agar model yang dicetak tidak memiliki penyimpangan dimensi pada sumbu yang sejajar dengan alas cetak (sumbu z).
Pengujian kubus untuk menyesuaikan laju aliran cetak
Untuk menyesuaikan parameter laju aliran, uji kubus harus dilakukan. Tes ini terdiri dari pencetakan kubus berongga dan tanpa permukaan atas, untuk memverifikasi bahwa ketebalan permukaan lateral sesuai dengan desain.
Gambar 6: Kubus Kalibrasi Alur
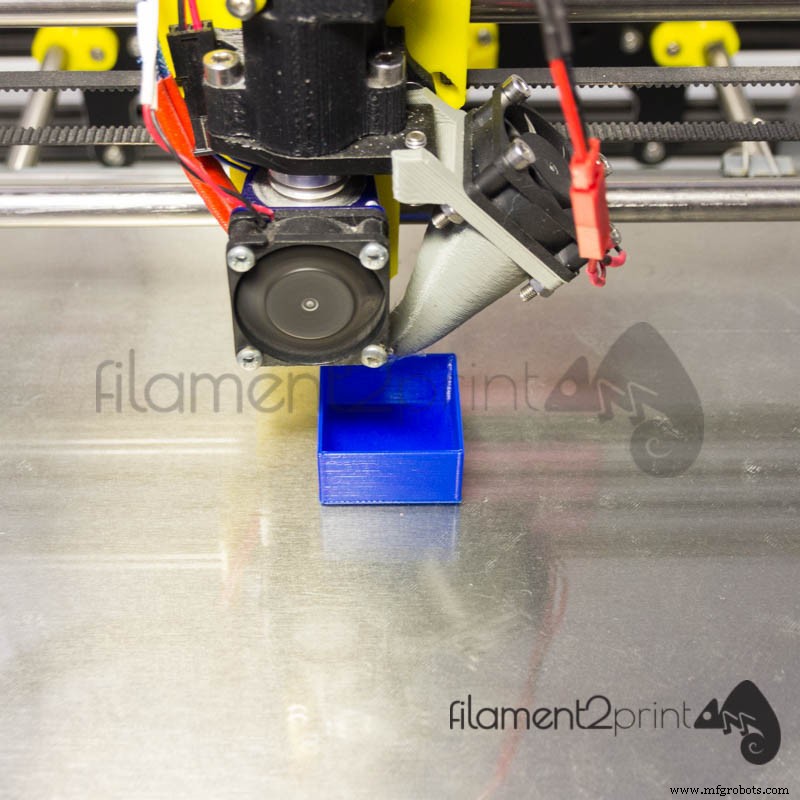
Dalam kasus kami, kami telah mencetak sebuah kubus dengan ketebalan permukaan samping 0,80 mm, dirancang oleh 3D_MaxMaker yang dapat Anda temukan di Thingiverse. Parameter pencetakan adalah: nozzle 0,40 mm, lebar lapisan 0,80 mm (untuk membuat dua lapisan luar dan membuat pengukuran lebih akurat) dan laju aliran 100 %.

Gambar 7: Dengan laju aliran 100 %, kubus terlalu besar
Saat menggunakan PLA dengan laju aliran 100 % (disarankan 90 %) kami memperoleh ukuran 0,88 mm, jelas terlalu besar. Untuk memperbaiki penyimpangan ini, kami akan menerapkan rumus berikut:

Gambar 8: Rumus untuk menghitung aliran yang diperlukan untuk material apa pun
Obtained the new flow rate (90 %) only remains to modify the parameter in the 3D lamination software that is used, in our case the Cura 3D.
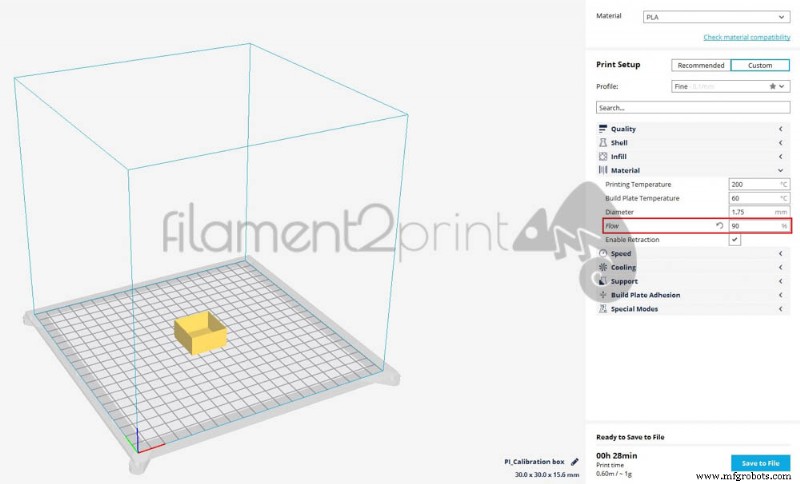
Image 9: Modify the flow rate to 90 %
And re-print the cube to verify that the measurements obtained with the new flow rate are correct.

Image 10: Correct measurements when calculating the flow rate required for the PLA
As we have said before, the density of the materials used in 3D printing isn't the same, so for each material and manufacturer it's advisable to make this adjustment.
By performing this simple correction process all 3D prints that are made will gain both surface quality and dimensional proportionality.
In summary, the flow is one of the most forgotten parameters in 3D printing FDM being this one of the most important to achieve successful parts.


