Ekstrusi langsung dan sistem Bowden
Salah satu elemen terpenting printer FDM 3D adalah rangkaian yang terdiri dari extruder dan hotend.
Hotend adalah elemen yang dimaksudkan untuk melelehkan filamen sehingga dapat mengalir melalui nosel , sekaligus mencegah panas ditransmisikan ke luar zona panas.
Untuk ini, hotel umumnya memiliki empat bagian:
- Nosel atau nozel :Ini adalah elemen di mana filamen cair mengalir untuk disimpan dalam potongan. Diameternya menentukan diameter benang bahan yang diekstrusi dan karenanya resolusi printer di XY.
- Blok pemanas: Ini adalah elemen yang bertugas memanaskan nosel hingga suhu pencetakan dan menjaganya tetap stabil.
- Pembatasan panas: Berfungsi sebagai jembatan penahan panas. Pisahkan zona panas dari zona dingin.
- Heatsink: Fungsinya untuk menjaga agar zona dingin tetap dingin, menghilangkan kelebihan panas yang disalurkan oleh blok pemanas.
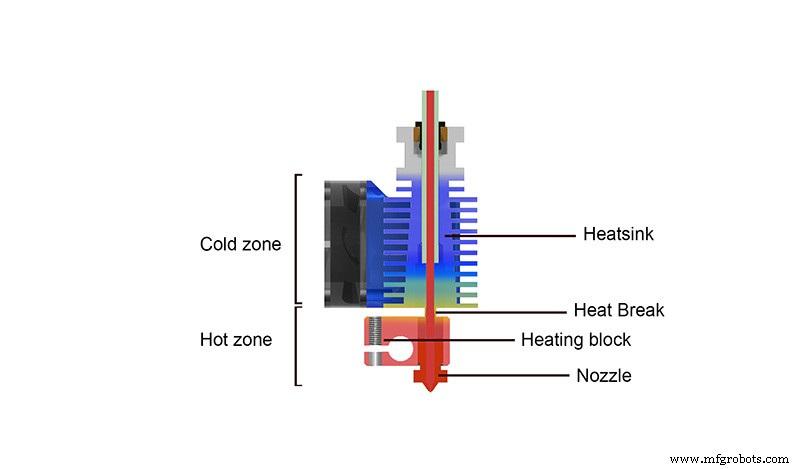
Gambar 1:Suhu di dalam hotend. Sumber:E3D.com
Di sisi lain, ekstruder bertanggung jawab untuk menarik filamen ke hotend sehingga tekanan yang cukup dihasilkan di dalam hotend sehingga bahan cair mengalir secara konstan dan homogen melalui nosel.
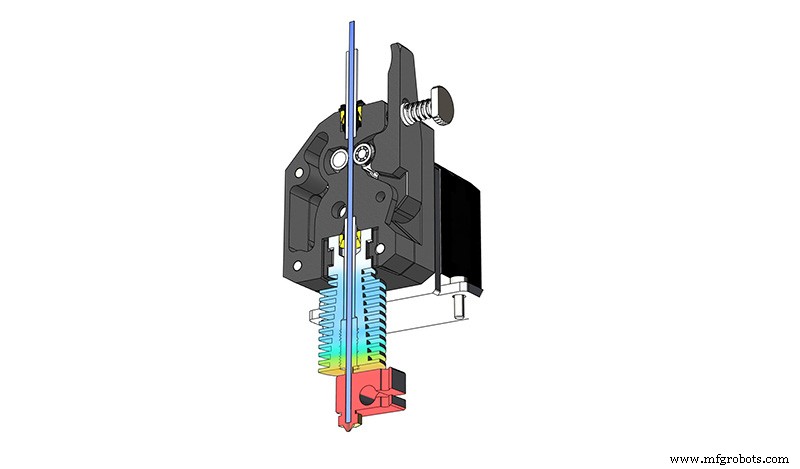
Gambar 2:Pengekstrusi langsung. Sumber:E3D.com
Saat ini ada dua cara untuk menggabungkan hotend dengan ekstruder:sistem ekstrusi langsung dan sistem Bowden.
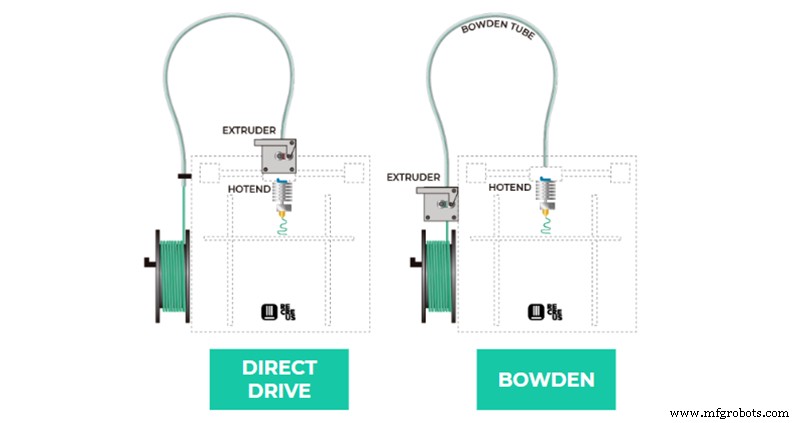
Gambar 3:Skema printer dengan direct extruder dan bowden. Sumber:Recreus.com
Dalam sistem ekstrusi langsung, ekstruder dan hotend membentuk elemen tunggal , meminimalkan jarak antara titik tarikan dan nosel.
Dalam Sistem ekstrusi Bowden, ekstruder dipegang tetap dalam rangka printer 3D dan mendorong filamen ke hotend melalui tabung yang disebut tabung Bowden.
Meskipun ada banyak diskusi tentang sistem mana yang lebih baik, keduanya memiliki keuntungan besar , serta beberapa kelemahan. Memilih yang paling tepat bergantung pada beberapa faktor seperti jenis bahan yang biasa digunakan, kecepatan cetak, atau kualitas bingkai printer.
Pencabutan
Saat ekstruder mendorong filamen ke arah hotend, filamen memampatkan menciptakan tekanan yang diperlukan di dalam nosel agar bahan cair mengalir dengan baik . Namun, ketika kita tidak ingin mengekstrusi material, tidak cukup hanya dengan berhenti mendorong filamen, karena sisa tekanan akibat kompresi akan membuat material terus mengalir. Inilah sebabnya mengapa setiap kali hotend dipindahkan ke posisi baru dan tidak perlu menambahkan material, filamen harus ditarik kembali jarak yang diperlukan sehingga dapat mendekompresi dan melepaskan tekanan di dalam nosel. Ini dikenal sebagai pencabutan dan sangat penting dalam proses pencetakan 3D.
Gambar 4:Esquema de la retracción. Sumber:sublimelayers.com
Karena plastik umumnya bukan bahan yang kaku,semakin jauh jarak antara ekstruder dan hotend , semakin besar kompresi filamen yang dibutuhkan untuk mencapai tekanan yang memadai pada nosel. Hal ini juga membuat jarak retraksi yang diperlukan untuk melepaskan tekanan menjadi lebih besar . Inilah sebabnya mengapa sementara dalam sistem langsung jarak retraksi biasanya antara 0,8 mm dan 2 mm, dalam sistem ekstrusi Bowden dapat mencapai nilai 5 atau 6 mm.
Mampu menggunakan nilai retraksi rendah memiliki keuntungan penting . Di satu sisi, waktu pencabutan lebih rendah, yang pada bagian yang melibatkan banyak pencabutan dapat menunjukkan pengurangan waktu pencetakan yang signifikan . Di sisi lain, jarak retraksi yang rendah meminimalkan risiko bagian cair filamen mencapai zona dingin hotend, sehingga mencegahnya mengeras dan mengembang yang menyebabkan kemacetan.
Faktor terakhir inilah yang menyebabkan bowden extruder memerlukan kalibrasi retraksi yang lebih rumit dan akurat karena ada margin yang sangat kecil antara nilai pencabutan yang terlalu rendah untuk menyebabkan aliran atau merangkai dan terlalu tinggi yang menyebabkan penyumbatan.
Filamen Fleksibel
Konsekuensi langsung lain dari jarak antara ekstruder dan hotend adalah perilaku filamen fleksibel.
Dalam sistem Bowden, filamen dipandu dari ekstruder ke hotend melalui tabung , biasanya teflon. Meskipun diameter dalam tabung yang ideal akan sama dengan diameter filamen, dalam praktiknya hal ini tidak memungkinkan, karena variasi diameter yang kecil karena toleransi pembuatan dan gaya gesek tinggi yang akan dihasilkan. Inilah mengapa semua tabung Bowden memiliki izin , dan meskipun dengan sebagian besar bahan hal ini tidak menjadi masalah, dengan tabung fleksibel hal ini terjadi.
Gambar 5:Fleksi filamen di dalam tabung Bowden. Sumber:E3D.com
Karena fleksibilitasnya yang tinggi, bahan seperti TPU dan TPE cenderung melentur di dalam tabung Bowden, mengalihkan gaya tarik dari ekstruder ke dinding tabung. Hal ini membuat sangat sulit mencapai tekanan konstan pada nosel untuk memastikan ekstrusi yang benar .
Selain itu, dalam bahan fleksibel, kompresi filamen yang diperlukan untuk mencapai tekanan yang memadai di nosel jauh lebih besar daripada bahan lain seperti PLA, yang dalam banyak kasus menyebabkan kebutuhan untuk menggunakan retraksi yang terlalu tinggi jarak.
Terlepas dari semua ini, dengan sedikit pengalaman, bahan fleksibel dengan kekerasan lebih tinggi tersebut dapat dicetak pada sistem Bowden, terutama bila digunakan dalam format 2,85 mm atau 3 mm, hindari penggunaan pencabutan dan gunakan tabung Bowden berdiameter tinggi dan berkualitas tinggi seperti Capricorn XS.

Gambar 6:Tabung Bowden Capricorn XS. sumber:Captubes.com
Tidak diragukan lagi, sistem yang ideal untuk bekerja dengan material fleksibel adalah ekstrusi langsung . Jalur pendek antara ekstruder dan hotend meminimalkan kompresi filamen dan membuatnya lebih kencang, mencegahnya melentur ke dalam. Apa yang disebut extruder ringkas, seperti Titan Aero atau khususnya E3D Hemera, memungkinkan untuk menggunakan semua jenis bahan fleksibel dengan cara yang sederhana dan dengan kualitas cetak yang tinggi.
Inersia
Terlepas dari kenyataan bahwadalam hal penyusutan dan penggunaan filamen fleksibel, sistem ekstrusi langsung lebih unggul , ada satu karakteristik yang membuat sistem Bowden menonjol dan untuk aplikasi tertentu dapat menjadi sangat penting:inersia.
Salah satu parameter pencetakan dasar adalah kecepatan . Dan meskipun banyak printer yang memungkinkan penggunaan kecepatan hingga 80 atau 100 mm/dtk, ada kecepatan ambang batas yang tidak dapat dicetak tanpa mengorbankan kualitas komponen . Ini karena hotend tidak dapat bergerak dengan kecepatan konstan, tetapi setiap kali berubah arah, ia harus melambat ke kecepatan perubahan arah tertentu, lalu berakselerasi lagi.
Ini karena hukum pertama Newton . Karena massa yang dimiliki hotend, ketika bergerak ia memiliki gaya inersia tertentu, semakin besar massa atau kecepatannya . Saat melakukan perubahan arah, gaya inersia ditransmisikan ke bagian printer lainnya yang menyebabkan getaran dan hilangnya presisi secara signifikan . Untuk menghindari hal ini, sebelum mengubah arah, perlu untuk mengurangi kecepatan ke nilai yang terutama bergantung pada kekakuan struktur printer dan berat hotend. Struktur yang kurang kokoh dan ringan akan menyiratkan penggunaan kecepatan perubahan arah yang lebih rendah serta kurva akselerasi dan deselerasi yang lebih lambat , karena kapasitasnya untuk menyerap kelembaman akan berkurang, yang berarti kecepatan lebih rendah dan waktu pencetakan lebih lama. Satu-satunya cara untuk mengurangi kelembaman adalah dengan mengurangi kecepatan atau bobot.

Gambar 7:Pengaruh getaran yang disebabkan oleh kelembaman pada kualitas cetak. Sumber:2Dprinterwiki.com
Dan di sinilah sistem Bowden bermain dengan keuntungan. Dengan memperbaiki ekstruder, yang merupakan bagian terberat, dan hanya menggerakkan hotend, kelembaman sangat berkurang . Hal ini memungkinkan printer 3D dengan sistem Bowden menggunakan kecepatan cetak yang jauh lebih tinggi daripada printer dengan sistem langsung, tanpa mengorbankan kualitas cetak.
Pilihan antara sistem Bowden dan langsung.
Pilihan antara sistem langsung dan Bowden pada dasarnya akan bergantung pada apakah kecepatan pencetakan diutamakan atau keserbagunaan dan kemudahan penggunaan bahan baru .
Jika Anda ingin menghasilkan suku cadang terbanyak dalam waktu singkat dan umumnya hanya sedikit bahan dan bahan kaku seperti PLA atau PETG yang digunakan, printer dengan sistem Bowden akan menjadi solusi terbaik.
Di sisi lain, jika prioritasnya adalah menggunakan bahan teknis dan elastis serta mendapatkan kualitas terbaik dengan mengorbankan kecepatan pencetakan, sistem ekstrusi langsung akan menjadi pilihan yang ideal.


