Dekarbonisasi Produksi Industri:Terbukti Penghematan Karbon 56% dengan Manufaktur Aditif Komposit
Selama beberapa dekade, mantra manufakturnya sederhana:lebih besar, lebih berat, dan lebih subtraktif disamakan dengan kinerja yang lebih baik. Saat ini, slogan tersebut bertentangan dengan kebutuhan mendesak untuk mengurangi emisi gas rumah kaca. Pemesinan CNC tradisional dan infrastruktur berat yang mendukungnya menghasilkan jejak karbon dalam jumlah besar yang tidak lagi sejalan dengan tujuan dekarbonisasi global.
Bagaimana jika solusinya bukan terletak pada mengubah lini pabrik yang sudah ada, namun pada memikirkan kembali bagaimana dan di mana suku cadang diproduksi? Penilaian Siklus Hidup (LCA) independen yang dilakukan baru-baru ini oleh Bureau Veritas Swedia menguji premis ini dengan membandingkan pemesinan aluminium CNC konvensional dengan platform pencetakan 3D komposit Markforged.
Hasilnya sangat mengejutkan:alur kerja manufaktur digital yang terdistribusi dapat mengurangi emisi karbon produksi hingga 56,4% . Di bawah ini kami merangkum data yang memungkinkan terobosan ini.
Ringkasan Eksekutif
LCA yang mematuhi ISO 14040/44, ISO 14025, dan EN 15804, yang diverifikasi secara independen oleh Bureau Veritas Swedia, menunjukkan bahwa peralihan dari pemesinan aluminium CNC ke pencetakan 3D komposit Markforged mengurangi emisi karbon hingga 56,4% . Studi ini menegaskan bahwa strategi manufaktur terdistribusi menghasilkan dekarbonisasi mendalam sekaligus menjaga kinerja tingkat industri.
Disparitas Infrastruktur:12Ton vs. 122Kg
Intensitas karbon dimulai dengan karbon yang terkandung dalam peralatan yang digunakan untuk membuat suatu bagian. Penilaian ini mempertimbangkan Bill of Materials secara lengkap untuk kedua teknologi tersebut.
Perbandingan Tingkat Mesin
| Metrik Teknik | Pusat Permesinan CNC (S1) | Ditandai FX10 (S2/S3) |
|---|
| Total Massa Mesin | ~12.000kg | 122kg |
| Materi Struktur Utama | 6.000kg besi cor | Baja 80kg |
| Elektronik &PCB | 120kg | 8,5kg |
| Referensi Kehidupan Layanan | 10 tahun | 5 tahun |
Unit fungsional merupakan persyaratan industri 5 tahun. Untuk mencocokkan masa pakai 10 tahun dari satu mesin CNC, analisisnya mencakup dua printer FX10.
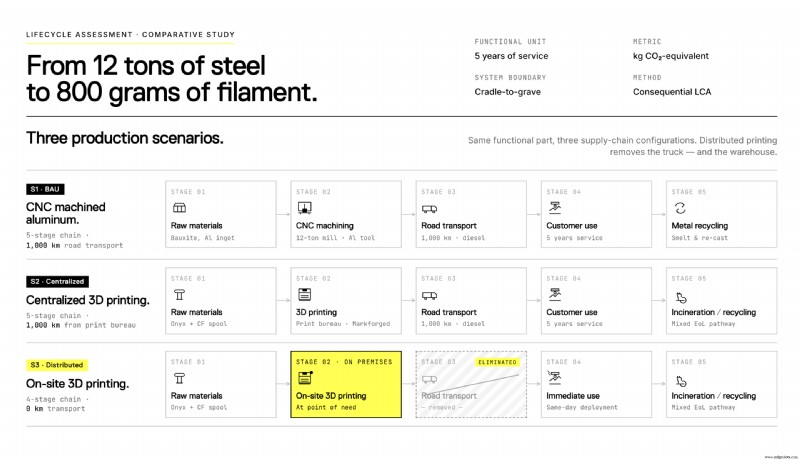
Skenario Strategis:Mengoptimalkan Rantai Pasokan
Tiga skenario menggambarkan bagaimana pilihan logistik dan produksi memengaruhi keseluruhan jejak:
- Skenario 1 – Bisnis‑seperti‑Biasa (BAU): Pemesinan CNC pada perkakas aluminium diikuti oleh transportasi jalan regional.
- Skenario 2 – Aditif Terpusat: Suku cadang dicetak pada satu FX10 di hub pusat dan dikirimkan ke pelanggan.
- Skenario 3 – Manufaktur Terdistribusi: Pencetakan internal di lokasi pelanggan—tidak ada transportasi distribusi.
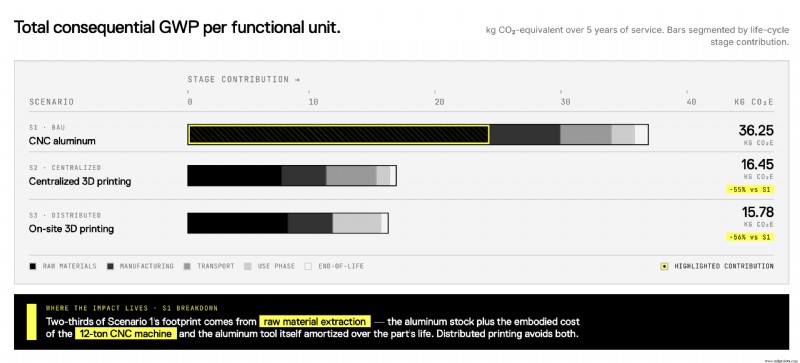
Hasil LCA Konsekuensi:Penguraian Karbon
Semua angka merupakan Potensi Pemanasan Global (GWP) yang dinyatakan dalam kg CO₂e per unit fungsional di seluruh siklus hidup dari awal hingga akhir.
- Skenario 1 (Aluminium CNC):36,2kg CO₂e
- Skenario 2 (Pencetakan 3D Terpusat):16,5kg CO₂e
- Skenario 3 (Pencetakan 3D Terdistribusi):15,8kg CO₂e
Keunggulan sebesar 56,4% berasal dari printer FX10 yang ringan, efisiensi material Onyx yang tinggi yang diperkuat dengan serat karbon berkelanjutan, dan penghapusan logistik distribusi.
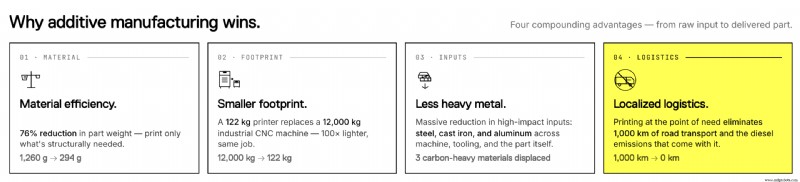
Pendorong Teknis Keberlanjutan
Platform Markforged mengungguli pemesinan tradisional melalui tiga pilar inti:
- Efisiensi Material Radikal: CNC mengurangi 1.260 g aluminium per alat, sedangkan aditif hanya menggunakan 294 g komposit—secara drastis mengurangi karbon yang dibutuhkan untuk ekstraksi logam.
- Pengurangan Karbon yang Terwujud: Mesin CNC seberat 12 ton membutuhkan besi cor, baja, dan tembaga dalam jumlah besar. Desain FX10 yang ringan memangkas permintaan bahan mentah, sehingga menurunkan jejak karbon biaya awal.
- Strategi Nol‑Logistik: Mencetak di lokasi berarti Anda mengirimkan filenya, bukan bagiannya. Hal ini menghilangkan utang CO₂ yang terkait dengan pelayaran dan pergudangan regional.
Temuan-temuan ini menunjukkan bahwa keberlanjutan di bidang manufaktur lebih penting daripada optimalisasi energi di pabrik—hal ini memerlukan pemikiran ulang mendasar mengenai infrastruktur. Dengan kepatuhan ISO dan EN yang ketat, LCA ini memberikan validasi pihak ketiga yang diperlukan untuk pelaporan ESG yang kuat.
Metodologi dan Kepatuhan
- Database:Ecoinvent3.11, dimodelkan dalam SimaPro10.2.0.1
- Karakterisasi:JRC Environmental Footprint (EF)3.1
- Batas Sistem:Cradle‑to‑grave, meliputi modulA1–A3, A4, C1–C4, dan D
- Bauran Energi:Jaringan listrik Eropa, termasuk infrastruktur hulu penuh
LCA independen dilakukan oleh Muhammad Arfan, Bureau Veritas Swedia. Standar:ISO14040/44, ISO14025, EN15804.
Penafian: Semua konten adalah © Markforged, Inc. dan tidak boleh disalin, dimodifikasi, atau diadopsi tanpa izin tertulis. Penggunaan materi ini tidak memberikan hak atas merek layanan atau merek dagang apa pun. Informasi di sini tidak boleh dianggap sebagai nasihat profesional. Markforged berhak memperbarui atau merevisi konten sesuai kebijakannya.


