Dalam artikel ini Anda akan mempelajari tentang Proses Perencanaan Estimasi Dan Penetapan Biaya dan berbagai istilah yang terkait dengannya untuk pemahaman yang jelas.
Perkiraan dan Penetapan Biaya Perencanaan Proses
EVALUASI BIAYA
Desain proses tidak lengkap sampai seseorang memiliki gagasan yang baik tentang biaya yang diperlukan untuk memproduksi produk. Umumnya desain dengan biaya terendah akan berhasil di pasar bebas. Jadi pemahaman tentang elemen-elemen yang membentuk biaya sangat penting.
Elemen biaya : Konstitusi elemen produk atau biaya secara luas dapat dikelompokkan menjadi (1) biaya berulang atau biaya produksi atau biaya operasi dan (2) biaya tidak berulang. Mereka mungkin lagi diklasifikasikan sebagai biaya langsung , biaya tidak langsung sementara biaya modal berada di bawah biaya yang tidak berulang. Biaya berulang mencakup semua biaya langsung dan tidak langsung, sedangkan biaya modal berada di bawah biaya yang tidak diperlukan.
Langsung Biaya
Biaya langsung adalah biaya dari faktor-faktor yang dapat secara langsung dikaitkan dengan pembuatan produk tertentu. Ini termasuk biaya bahan dan tenaga kerja. Biaya bahan adalah biaya bahan yang masuk ke produk jadi dan termasuk semua limbah yang telah dipotong dari stok aslinya. Biaya tenaga kerja bervariasi dari mesin ke mesin dan biasanya dihitung dengan mengalikan waktu yang dibutuhkan untuk suatu operasi dengan tingkat tenaga kerja. Dengan demikian, waktu untuk menyiapkan dan melakukan operasi harus diperkirakan untuk mengetahui biaya tenaga kerjanya.
Tidak Langsung biaya
Biaya tidak langsung adalah biaya dari faktor-faktor yang hanya dapat secara tidak langsung dikaitkan dengan pembuatan produk tertentu. Kadang-kadang disebut overhead atau berdasarkan biaya . Biaya overhead biasanya dihitung dengan mengalikan waktu operasi dengan tarif overhead. Tarif tersebut diperoleh dengan membagi total biaya tidak langsung yang berlaku untuk unit manufaktur untuk jangka waktu tertentu (misalnya satu bulan atau minggu) dengan jumlah jam tenaga kerja langsung dalam periode yang sama.
Modal biaya
Biaya modal adalah biaya satu kali atau biaya tidak berulang yang mencakup fasilitas yang dapat disusutkan seperti pabrik, bangunan atau peralatan dan peralatan manufaktur, dan biaya modal yang tidak disusutkan, seperti tanah. Biaya modal ditentukan dengan mendistribusikan biaya mesin dan peralatan utama per jam atau di antara bagian yang diproduksi.
Total biaya produk adalah biaya langsung pembuatan produk ditambah biaya tidak langsung yang dikaitkan dengan pembuatan produk.
Agar insinyur proses menggunakan data biaya sebagai alat untuk membantu menganalisis masalah manufaktur, biaya mungkin lebih mudah dikelompokkan sebagai biaya tetap dan biaya variabel.
Fixed costs include preparation costs such as of tooling setting up, etc., and also the interest and depreciation costs which are independent of the quantity of the product manufactured.
Variable costs are those costs which vary as the quantity of product made varies. This includes the direct labour and material costs, and also that part of the indirect costs which will vary as production varies. The total cost of a product can also be seen to be fixed cost plus variable cost.
Cost Structure
Cost structure : The elements of cost can be combined to give the following types of cost:
1. Prime cost : Prime cost or direct cost is given as : Prime cost =Direct material + Direct labour + direct expenses.
2. Factory cost : Factory cost or works cost is given as : Factory cost =Prime cost + Factory expenses.
3. Manufacturing cost :This is given as : Manufacturing cost =Factory cost + Administrative expenses.
4. Total cost : Total cost is given as :
Total cost =Manufacturing cost + Selling and distributing expenses.
5. Selling price : Selling price is given as :Selling price =Total cost + Profit.
STANDARD COSTS
In cost accounting actual or recorded costs or standard or predetermined costs are used. The nomenclature actual cost is misleading. Usually average labour rates are used rather then the actual ones and arbitrary allocations are made for use of capital equipment and for general and administrative costs. Also actual costs are compiled long after the job in completed. This approach is chiefly aimed at financial accountability than cost control.
Standard costs are based on the proposition that there is certain amount of material in a part and a given amount of labour goes into the part’s manufacture. In a given period of time costs tend to vary around some average cost per unit or per hour. Through the use of standard costs, guesswork is reduced and a standard that measures performance is established. Each part and assembly has a standard cost card on which is recorded the standard material, labour, and overhead costs, and the total cost.
The system of standard costs consists of two parts :(1) a base standard and (2) a current standard. The base standard is determined infrequently, e.g., once a year, and the current standard represents the later cost. The difference between the two is the cost variance.
ESTIMATING LABOUR COSTS
All direct and in direct costs excluding labour costs are determined by the accounts department of the plant. Process planners are mostly concerned with labour costs which are directly related to the process of manufacturing. However, the total time required by workers to perform an operation may be divided into following classes :
1. Set-up time : This is the time required to set up elements to prepare for the operation. The elements include:time to study the blue print or to do any paper work, time to get tools from tool-room, time to install the tools on the machine. Set-up time is performed usually once for each lot of parts. If 20 min are required for a set-up time must be charged against each piece. The time for each or the elements is taken from standard tables usually available with the estimators.
2. Man or handling time : This is the time the operator spends loading and unloading the work, manipulating the machine and tools, and making measurements during each of the operation.
3. Machine time : This is the time during each cycle of the operation that the machine is working or the tools are cutting.
4. Tear down time : This is the time required to remove the tools from the machine and to clean the tools and the machine after the last part of the lot or batch is machined. This occurs only once in a lot.
5. Down or lost time : This is the unavoidable time lost by the operator due to breakdowns, waiting for the tools and materials.
The time to perform an operation also includes time for personal needs, time to change and re-sharpen tools, etc. which are taken to be about 20 per cent of the sum of all other times. Besides, there are inspection or checking times which vary from instrument to instrument.
Each operation on a particular type of machine tool is divided into a number of small elements. These elements can be standardized, measured and then recorded. This is mostly done under Time and Motion study . Standard data is also available for various times. Machining times are calculated with the help of formulae for each machining operation which takes into account the feeds, speeds, depth of cut and tool travel plus tool approach.
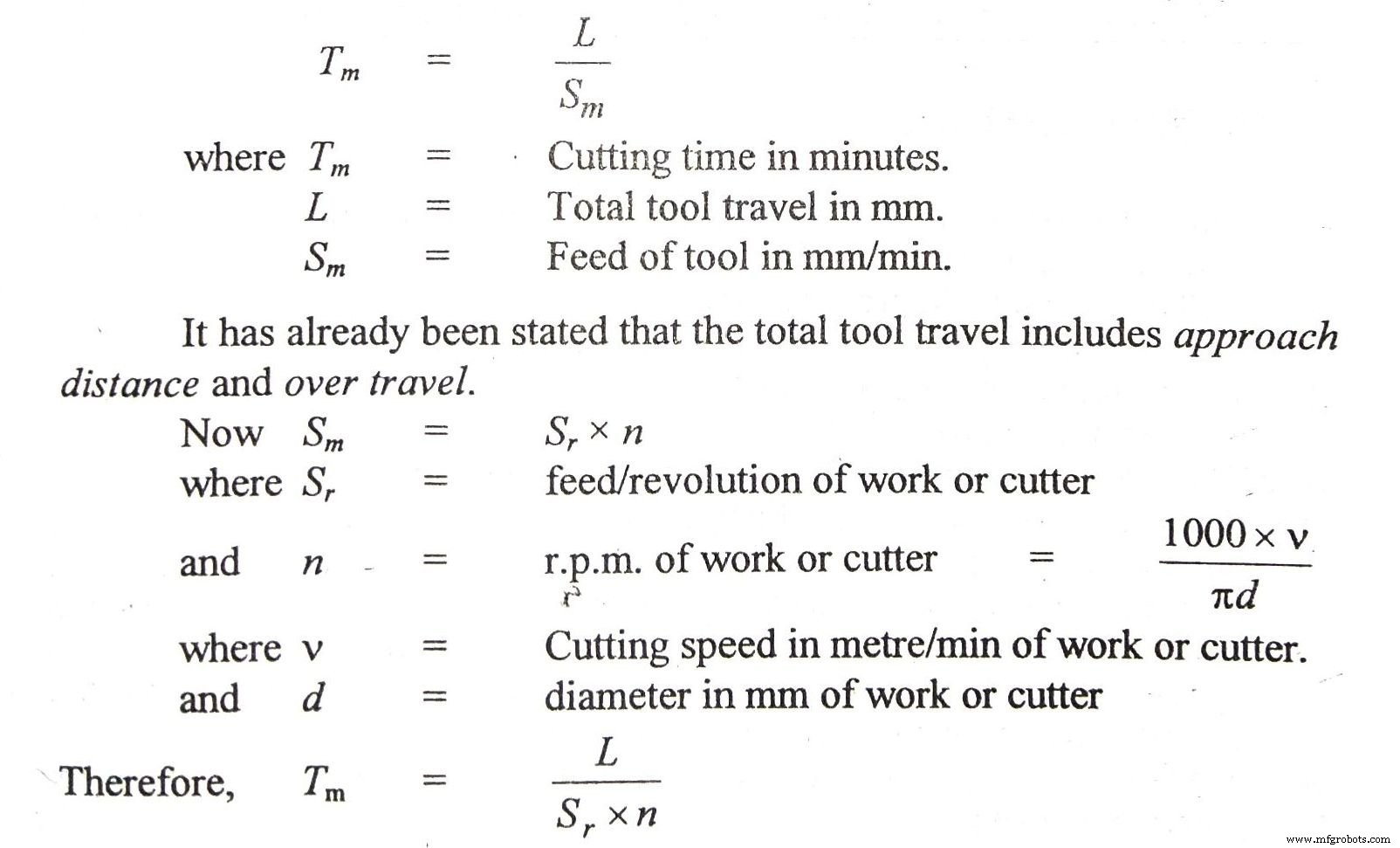
Machine time : All machining times can be calculated with the basic formula
Calculation of machining time for each operation and their feed, speed and depth of cut have been given in each chapter or they may be available in hand books.
Methods of Costing
The method used to develop cost evaluation fall into three categories:methods engineering , cost by analogy , and statistical analysis of historical data .
In the methods engineering approach, that is usually followed, the separate elements of work are identified in great detail and summed into the total cost per part. A typical, but simplified example, is the production of a simple fitting from a steel forging.