Proses Pemesinan Ultrasonik - Prinsip Kerja Bagian, Keuntungan
Topik yang dibahas dalam artikel ini adalah Proses Pemesinan Ultrasonik, Prinsip Kerja, Kelebihan, Kekurangan, dan Cara Kerja Secara Detail.
Apa itu Proses Pemesinan Ultrasonik?
Proses pemesinan ultrasonik (USM) adalah proses penghilangan material keras dan getas menggunakan alat osilasi aksial pada frekuensi ultrasonik [18–20 kilo-hertz (kHz)].
Selama osilasi itu, bubur abrasif B4C atau SiC terus-menerus dimasukkan ke dalam zona pemesinan antara pahat lunak (baja kuningan) dan benda kerja. Oleh karena itu, partikel abrasif ditempa ke permukaan benda kerja dan menyebabkan partikel halus terkelupas.
Pahat berosilasi, pada amplitudo mulai dari 10 hingga 40 m, memberikan tekanan statis pada butiran abrasif dan mengumpankan saat material dihilangkan untuk membentuk bentuk pahat yang diperlukan. Balamuth pertama kali menemukan USM pada tahun 1945 selama penggilingan ultrasonik dari bubuk abrasif.
Aplikasi industri dimulai pada 1950-an ketika peralatan mesin baru muncul. USM ditandai dengan tidak adanya efek merusak pada struktur logam material benda kerja.
Prinsip Kerja Proses Pemesinan Ultrasonik
Ini beroperasi pada prinsip yang sama seperti pengelasan ultrasonik.
Metode pemesinan ini menggunakan gelombang ultrasonik untuk menghasilkan frekuensi tinggi, gaya amplitudo rendah yang bertindak sebagai gaya penggerak abrasif. Mesin ultrasonik menghasilkan gelombang getar frekuensi tinggi dengan frekuensi sekitar 20.000 hingga 30.000 Hz dan amplitudo sekitar 25-50 mikron .
Getaran frekuensi tinggi ini ditransfer ke partikel abrasif yang terkandung dalam bubur abrasif. Hal ini menyebabkan partikel abrasif membuat indentasi benda kerja yang rapuh dan menghilangkan logam dari permukaan kontak.
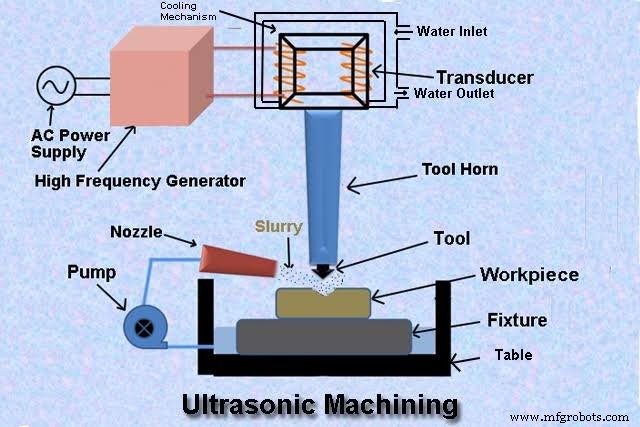
Bagian dari Mesin Ultrasonik
Sumber daya
Transduser
Generator frekuensi tinggi
Transformator amplitudo ultrasonik atau klakson alat
Mekanisme pendinginan
Alat
Tempat alat
Nozel
Solusi
Pompa
1. Catu daya
Proses pemesinan ini biasanya memerlukan catu daya saat ini mulai dari 50 hingga 60 Hz . Akibatnya, catu daya arus bolak-balik tersedia untuk memulai proses.
2. Transduser ( Magnetostrictor )
Transduser ini bersifat magnetostriktif di alam. Transduser ini, setelah diubah menjadi magnet, akan mengubah frekuensi getaran mekanis dengan bertindak berdasarkan aksi magnetostriktif. Transduser ini akan bergetar di kedua arah atas dan bawah.
3. Generator Frekuensi Tinggi
Generator frekuensi tinggi juga dikenal sebagai catu daya ultrasonik atau osilator elektronik. Biasanya digunakan untuk mengubah catu daya konvensional yang beroperasi pada 50 atau 60 hertz menjadi energi listrik frekuensi tinggi. Frekuensi yang paling umum digunakan adalah 20 hingga 40 kHz . Frekuensi ini kemudian dimasukkan ke transduser listrik.
4. Transformator Amplitudo Ultrasonik atau Klakson Alat
Unit ini, seperti namanya, menghubungkan alat ke transduser. Ini mentransmisikan getaran yang diperkuat dari booster ke alat. Itu harus memiliki batas daya tahan yang tinggi.
Ini juga disebut sebagai konsentrator alat . Amplitudo getaran yang dihasilkan oleh transduser, dengan kisaran sekitar 0,025 milimeter, tidak cukup untuk pemesinan. Ini digunakan untuk meningkatkan amplitudo getaran.
Getaran juga diarahkan dan terkonsentrasi ke arah tooltip. Pahat dipasang pada ujung bawah klakson pahat dan akan membantu menghilangkan material. Pengelasan, penyekrupan, pematrian, atau penyolderan digunakan untuk menyambungkan pahat ke tanduk pahat.
5. Mekanisme Pendinginan
Sistem pendingin dipasang di atas transduser. Air dingin masuk melalui gerbang masuk, menerima panas dari transduser dan menghindari keluar. Casing mengelilingi transduser untuk tujuan pendinginan , dan air mengalir di dalam selubung ini.
6 . Alat
Peralatan pemesinan ultrasonik biasanya terbuat dari bahan pengerasan dan rapuh yang kuat yang tidak gagal di bawah patah getas dan ulet, seperti tungsten karbida, baja tahan karat, titanium, tembaga, dan sebagainya.
Bahan dikeluarkan dari benda kerja menggunakan alat. Perangkat dibuat dalam bentuk yang sama dengan rongga yang harus dibentuk pada permukaan benda kerja.
7. Pemegang Alat
Digunakan untuk memegang alat.
8 . Nosel
Nosel terbuat dari tungsten . Tungsten digunakan untuk membuat nosel karena bubur dari pompa dapat merusak nosel jika terbuat dari bahan yang lunak; terbuat dari bahan keras, seperti tungsten.
9 . Solusi
Di area pemesinan, larutan silikon karbida, boron karbida, dan campuran alumina yang mengandung partikel abrasif keras dalam air atau minyak biasanya disediakan secara terus menerus.
10 . Pompa
Pompa digunakan untuk memasok solusi abrasif pada nozzle.
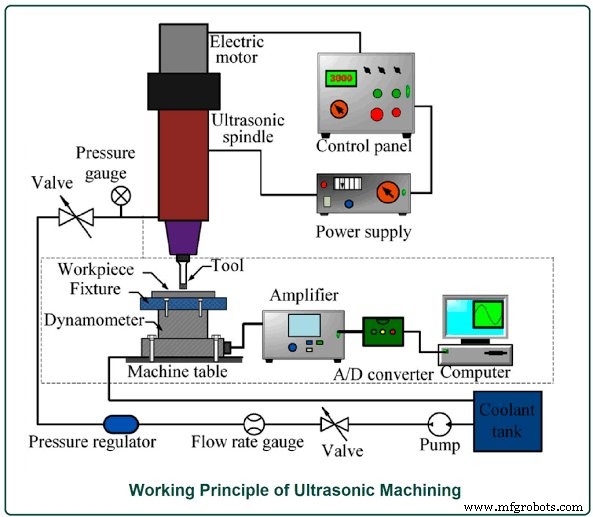
Bekerja Pemesinan Ultrasonik
Sistem pemesinan, yang ditunjukkan pada Gambar, terutama terdiri dari magnetostrictor, konsentrator, pahat, dan pengaturan pengumpanan bubur.
Masukan frekuensi tinggi ini diumpankan ke transduksi elektromekanis yaitu ( Magnetostrictor ) yang diberi energi pada frekuensi ultrasonik dan menghasilkan getaran dengan amplitudo kecil.
Klakson terletak di antara transduser dan pemegang alat. Klakson digunakan untuk meningkatkan amplitudo getaran transduser, yang kemudian difokuskan dan diarahkan ke instrumen. Ketika suplai arus bolak-balik dihubungkan ke generator frekuensi tinggi, frekuensi suplai input naik dari 20 menjadi 40 kHz. Saat perangkat bergetar, pemegang alat mengambilnya.
Bubur abrasif diumpankan dengan kecepatan konstan dengan bantuan pompa antara permukaan pahat dan benda kerja saat peralatan bergetar. Pahat kemudian ditekan ringan pada benda kerja, menyisakan ruang yang cukup untuk slurries mengalir di antara pahat dan benda kerja. Ukuran yang dihasilkan pada benda kerja akibat pemindahan material akan sama dengan ukuran pahat.
Saat perangkat bergetar ditekan ke benda kerja, energi kinetik getaran yang tinggi ditransmisikan ke partikel abrasif ini, dan partikel abrasif ini diterapkan ke permukaan benda kerja, menghilangkan material karena gesekan mikroskopis.
Proses Penghapusan Material Menggunakan Ultrasonic Machining ( USM )
Gambar menunjukkan mekanisme penghilangan material lengkap USM, yang melibatkan tiga tindakan berbeda:
1. Abrasi mekanis dengan memalu langsung butiran abrasif terlokalisasi yang menempel di antara alat getar dan permukaan kerja yang berdekatan.
2. Microchipping oleh dampak bebas partikel yang terbang melintasi celah pemesinan dan menghantam benda kerja di lokasi acak.
3. Erosi permukaan kerja oleh kavitasi di aliran bubur.
Kontribusi relatif dari efek kavitasi dilaporkan kurang dari 5 persen dari total material yang dihilangkan. Mekanisme dominan yang terlibat dalam USM semua bahan adalah pemalu langsung. lembut dan bahan elastis seperti baja ringan sering kali mengalami deformasi plastis terlebih dahulu dan kemudian dihapus dengan tarif yang lebih rendah.
Dalam kasus bahan keras dan rapuh seperti kaca, tingkat pemesinan tinggi dan peran yang dimainkan oleh dampak bebas juga dapat diperhatikan.
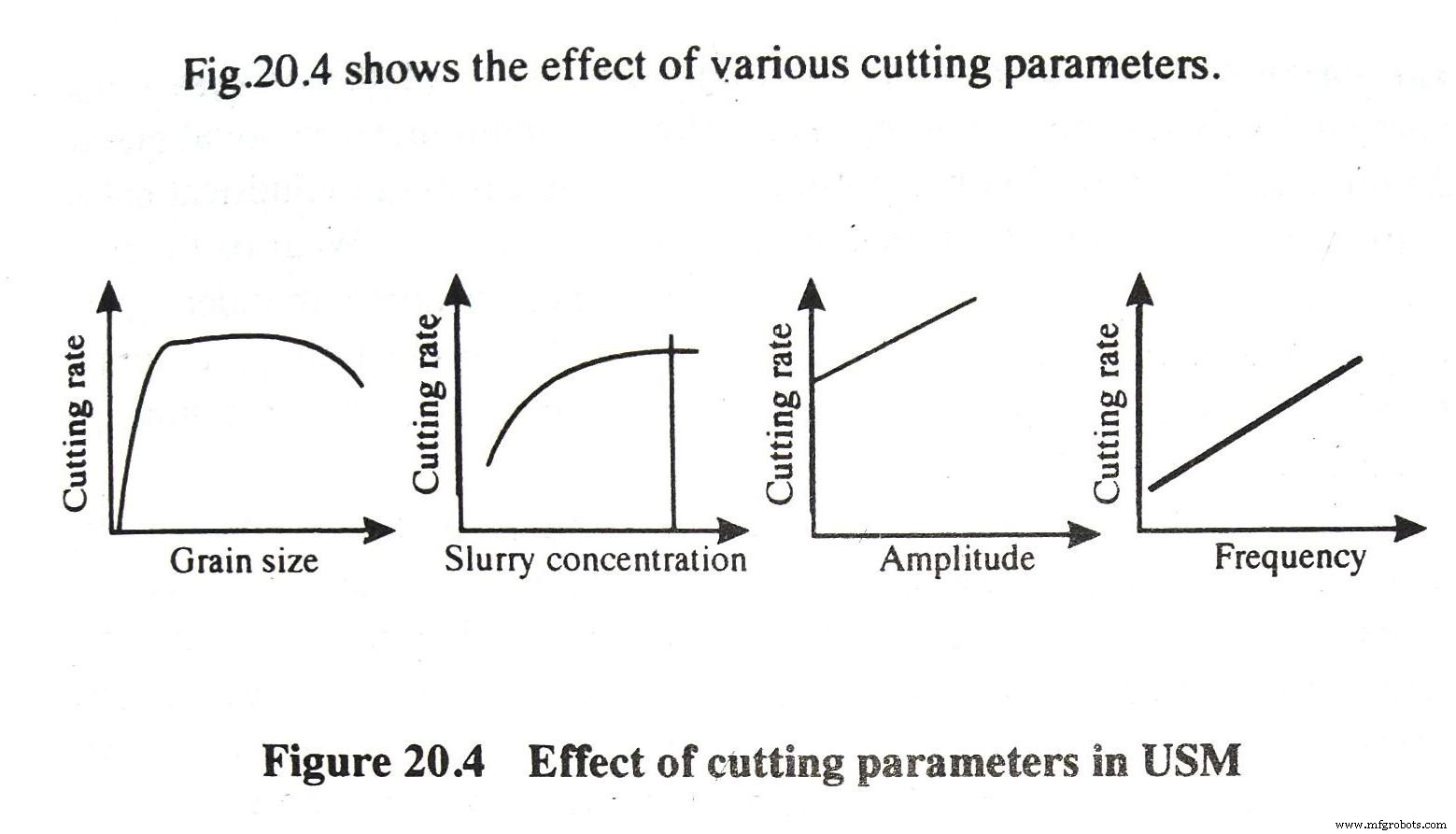
Tingkat Pemotongan Proses Pemesinan Ultrasonik Tergantung Pada
Tingkat pemotongan : Tingkat pemotongan dengan menggunakan USM bervariasi pada faktor-faktor tertentu. Ini adalah:
1. Ukuran butir abrasif.
2. Bahan abrasif.
3. Konsentrasi bubur.
4. Amplitudo getaran.
5. Frekuensi
Akurasi : Kecepatan penetrasi maksimum pada material lunak dan getas seperti keramik lunak berada pada urutan 20 mm/menit, tetapi untuk material keras dan keras, laju penetrasi lebih rendah. Akurasi dimensi hingga + 0,005 mm dimungkinkan dan permukaan akhir hingga R, nilai 0,1-0,125u dapat diperoleh. Jari-jari sudut minimum 0,10 mm dimungkinkan dalam pemesinan akhir. Kisaran ukuran mesin USM bervariasi dari jenis portabel ringan yang memiliki input sekitar 20W hingga mesin berat yang menerima input hingga 2kW.
Aplikasi Pemesinan Ultrasonik
Aplikasi :Kesederhanaan proses membuatnya ekonomis untuk berbagai aplikasi seperti :
1. Memperkenalkan lubang bundar dan lubang dalam bentuk apa pun yang dapat digunakan untuk membuat alat. Kisaran bentuk yang dapat diperoleh dapat ditingkatkan dengan menggerakkan benda kerja selama pemotongan.
2. Dalam melakukan operasi/pemesinan seperti pengeboran, penggilingan, pembuatan profil dan operasi penggilingan pada semua material baik konduktor maupun non konduktor.
3. Dalam pemesinan kaca, keramik, tungsten, dan karbida keras lainnya, permata, batu seperti ruby sintetis.
4. Dalam memotong ulir dalam komponen yang terbuat dari logam keras dan paduannya dengan cara memutar dan menerjemahkan benda kerja atau pahat secara kira-kira.
5. Dalam pembuatan tungsten carbide dan diamond wire drawing mati dan mati untuk proses penempaan dan ekstrusi.
6. Memungkinkan dokter gigi mengebor lubang dalam bentuk apa pun pada gigi tanpa menimbulkan rasa sakit.
Keuntungan dan Kerugian Pemesinan Ultrasonik
1. Bahan rapuh, non-konduktif, keras, dan rapuh semuanya dapat dikerjakan menggunakan pemesinan ultrasonik.
2. Karena tidak ada panas yang dihasilkan selama proses pemesinan ini, sangat sedikit atau tidak ada perubahan fisik pada benda kerja.
3. Nonlogam yang tidak dapat dikerjakan dengan EDM atau ECM karena konduktivitas listrik yang buruk, tetapi dapat dikerjakan dengan sangat baik oleh Pemesinan Ultrasonik.
4. Ini adalah proses yang bebas burr dan distorsi.
5. Ini dapat digunakan bersama dengan teknologi baru lainnya seperti EDM, ECG, dan ECM.
6. Tidak ada suara bising selama pengoperasian.
7. Baik operator yang terampil maupun tidak terampil dapat menggunakan peralatan yang digunakan dalam pemesinan ini.
8. Dimungkinkan untuk mencapai tingkat akurasi yang tinggi sambil mempertahankan tingkat penyelesaian permukaan yang tinggi.
9. Terlepas dari konduktivitasnya, material apa pun dapat dikerjakan dengan mesin.
Kekurangan
1. Karena mekanisme mikro chipping atau erosi, penghilangan logam menjadi lambat.
2. Ujung sonotrode lebih cepat aus.
3. Pemesinan lubang dalam sulit dilakukan dengan metode ini karena ketidakmampuan bubur abrasif mengalir di dasar lubang (Kecuali pemesinan ultrasonik putar).
4. Hanya material dengan nilai kekerasan minimal 45 HRC yang dapat dikerjakan menggunakan pemesinan getaran ultrasonik (HRC:Skala Rockwell untuk mengukur kekerasan material).
Batasan Pemesinan Ultrasonik
Batasan proses : Keterbatasan utama dari proses ini adalah tingkat pemotongan logam yang relatif rendah. Tingkat penghilangan logam maksimum adalah 3 mm/s dan konsumsi dayanya tinggi. Kedalaman lubang silinder saat ini dibatasi hingga 2,5 kali diameter pahat. Keausan pahat meningkatkan sudut lubang, sementara sudut tajam menjadi membulat. Ini menyiratkan bahwa penggantian alat sangat penting dalam produksi lubang buta yang akurat. Juga, prosesnya terbatas, dalam bentuknya yang sekarang untuk mesin pada permukaan dengan ukuran yang relatif kecil.
Bahan pahat yang digunakan di USM harus kuat dan ulet. Kesulitan dengan logam yang sangat ulet seperti Aluminium dapat ditelusuri karena umur pahatnya yang pendek. Kesulitan ini dapat dihilangkan dengan menggunakan baja karbon rendah dan baja tahan karat sebagai bahan perkakas.
Verifikasi eksperimental telah menunjukkan bahwa Tingkat Penghapusan Logam menurun dengan rasio kekerasan benda kerja dan kekerasan pahat. Dengan demikian jika kekerasan benda kerja meningkat maka diharapkan kekerasan pahat juga meningkat.
Pilihan logam pahat adalah salah satu pengambilan keputusan terpenting untuk optimalisasi pelepasan logam dan biaya pahat. Panjang massa alat juga menimbulkan kesulitan karena bahan alat menyerap banyak energi ultrasonik, mengurangi efisiensi. Alat yang lebih panjang menyebabkan tegangan berlebih. Ukuran butir dan bubur abrasif juga memiliki dimensi yang benar. Telah diamati bahwa jika ukuran butir lebih atau kurang dari amplitudo getaran, laju pemesinan menurun.
Memilih butir untuk pemesinan akhir tidak boleh tumpang tindih dengan butir tertentu dari pemesinan kasar saat memotong lubang yang dalam, teknik khusus diperlukan untuk memasok bubur melalui pemegang pahat. Jika tidak, akumulasi partikel butir di dalam lubang akan mengabstraksi pemesinan lebih lanjut.
Sirkulasi paksa, pencampuran butiran berukuran lebih tinggi dan lebih rendah, penyedotan adalah beberapa dari banyak metode efektif yang diikuti untuk menghilangkan masalah pemesinan lubang dalam ini.
Pengembangan Terbaru dalam Pemesinan Ultrasonik
Perkembangan terkini :Baru-baru ini perkembangan baru dalam pemesinan ultrasonik telah terjadi di mana alat yang diresapi dengan debu berlian digunakan dan tidak ada bubur yang digunakan. Alat ini terombang-ambing pada frekuensi ultrasonik serta diputar. Jika pahat tidak dapat diputar, benda kerja dapat diputar.
Inovasi ini telah menghilangkan kelemahan proses konvensional dalam mengebor lubang yang dalam. Misalnya dimensi lubang dapat disimpan dalam + 0,125 mm. Lubang hingga 75 mm, kedalaman telah dibor di keramik tanpa penurunan kecepatan pemesinan seperti yang dialami dalam proses konvensional.
Sering Pertanyaan yang Diajukan
Dalam pemesinan ultrasonik, material dihilangkan dengan
A. Menggunakan bubur abrasif antara alat dan pekerjaan B. Kontak langsung alat dengan benda kerja C. Menjaga elektrolit antara benda kerja dan pahat pada celah yang sangat kecil di antara keduanya D. Erosi yang disebabkan oleh pelepasan percikan yang berulang dengan cepat antara pahat dan benda kerja
Jawaban: Opsi A
Pemesinan ultrasonik (USM) adalah penghilangan material dengan aksi abrasi dari bubur cair berisi pasir yang bersirkulasi antara benda kerja dan pahat yang bergetar tegak lurus terhadap benda kerja pada frekuensi di atas rentang yang dapat didengar.
Dalam pemesinan ultrasonik, fungsi transduser adalah untuk
A.mengubah energi mekanik menjadi panas B. mengubah energi listrik menjadi panas C. mengubah energi listrik menjadi getaran mekanis D.mengubah energi mekanik menjadi energi listrik (Jawab: c)
Transduser mengubah arus berosilasi menjadi getaran mekanis. Dua jenis transduser telah digunakan dalam pemesinan ultrasonik; baik piezoelektrik atau magnetostriktif:… Magnetostriksi adalah efek yang menyebabkan material berubah bentuk sedikit ketika medan magnet yang melaluinya berubah.
Dalam pemesinan Ultrasonik, pahat bergerak
A. bergerak dalam arah melintang B. bergerak dalam arah memanjang C. bergetar dalam arah melintang D. bergetar dalam arah memanjang (Jawaban: d)
Demikian informasi mengenai Proses Pemesinan Ultrasonik, Cara Kerjanya, Prinsip Kerjanya, Apa Kelebihan dan Kekurangan Proses Pemesinan Ultrasonik.
Jika Anda menyukai artikel ini, silakan bagikan dengan teman-teman Anda dan berikan tanggapan Anda di komentar di bawah.