Ekstrusi vs. Pemesinan CNC pada Aluminium:Mana yang Lebih Hemat Biaya?
Ketika para insinyur mencari suku cadang aluminium, pilihan pertama sering kali adalah apakah akan mengekstrusi profil atau mengolahnya dari billet padat. Kedua metode ini memberikan hasil berkualitas tinggi, namun biaya dan penerapan idealnya sangat berbeda. Memilih proses yang salah dapat meningkatkan biaya per‑bagian sebelum unit pertama dikirimkan.
Panduan ini menguraikan perbedaan inti antara ekstrusi dan pemesinan CNC , menjelaskan ke mana sebenarnya uang disalurkan dalam setiap proses, dan menunjukkan cara pemesinan ekstrusi hibrid strategi dapat mengurangi biaya CNC tanpa mengorbankan presisi. Baik Anda mendesain profil baru atau meninjau alur kerja yang ada, inilah informasi yang Anda perlukan.

Memahami Perbedaan Inti Antara Ekstrusi dan Pemesinan CNC
Kedua proses tersebut merupakan teknik yang matang dan telah terbukti dalam menangani aluminium, namun keduanya memiliki tujuan desain dan skenario produksi yang berbeda.
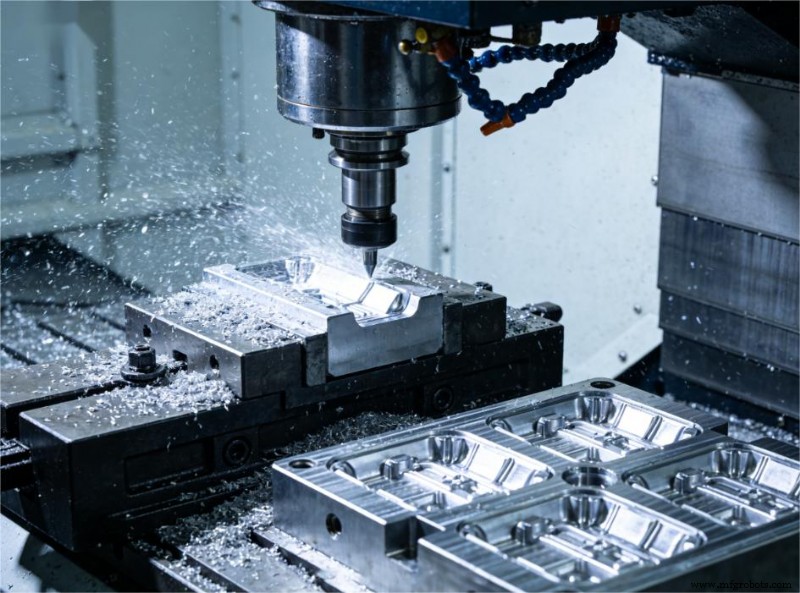
- Pemesinan CNC: Alat pemotong yang dikontrol CNC menghilangkan material dari billet aluminium hingga bentuk yang diinginkan tercapai. Ini dapat mengakomodasi hampir semua geometri dengan toleransi yang ketat, namun material yang dibuang menjadi serpihan dan skrap.
- Ekstrusi Logam: Proses pembentukan bentuk hampir jaring di mana aluminium yang dipanaskan dipaksa melewati cetakan baja khusus. Penampang melintangnya dibentuk secara langsung, sehingga menghasilkan profil yang panjang dan berkesinambungan dengan kehilangan material yang minimal.
Biaya Pemesinan CNC vs. Biaya Ekstrusi:Ke Mana Uangnya Pergi?
Kesenjangan biaya antara kedua metode tersebut mungkin tidak terlihat jelas pada tahap penawaran harga, namun menjadi jelas pada saat produksi. Penggerak utama meliputi:
- Limbah Bahan: Pemesinan CNC menghasilkan keping aluminium dalam jumlah besar yang tidak pernah menjadi bagian dari komponen akhir. Pada penampang melintang yang kompleks, rasio beli terhadap terbang bisa tinggi—bilet awal mungkin berbobot beberapa kali lebih berat daripada bagian jadi. Sebaliknya, ekstrusi menghasilkan bentuk cetakan yang hampir jadi, sehingga meningkatkan pemanfaatan material secara signifikan.
- Biaya Peralatan &Penyiapan: CNC memerlukan perlengkapan, tempat kerja, dan alat pemotong yang mudah rusak dan perlu sering diganti. Ekstrusi memerlukan cetakan baja khusus terlebih dahulu—investasi awal yang terbayar saat cetakan tersebut digunakan untuk ribuan komponen dengan biaya perkakas tambahan yang minimal.
- Waktu Siklus: Sebuah ekstruder dapat mengumpankan beberapa meter profil per menit. Pemesinan penampang kompleks dari billet padat melibatkan banyak lintasan dan penggantian pahat, sehingga menambah waktu pengerjaan mesin dan secara langsung meningkatkan biaya CNC.
Faktor-faktor ini membentuk gambaran total biaya untuk setiap bagian. Tabel di bawah merangkum perbandingan kedua proses di seluruh dimensi biaya utama.
| Faktor Biaya | Ekstrusi Logam | Pemesinan CNC dari Padat |
|---|
| Investasi di Muka | Sedang (biaya cetakan) | Rendah (tidak ada alat khusus) |
| Pemanfaatan Material | Tinggi (bentuknya mendekati jaring) | Rendah (sisa yang signifikan) |
| Biaya Per‑Bagian pada Volume Tinggi | Biasanya lebih rendah | Seringkali lebih tinggi untuk bagian berbasis profil |
| Kecepatan Penskalaan | Cepat | Lebih lambat |
Strategi Hibrida:Bagaimana Pemesinan Ekstrusi Mengurangi Biaya Keseluruhan
Dalam prakteknya, pendekatan yang paling ekonomis jarang dilakukan dengan ekstrusi murni atau pemesinan murni. Ini adalah perpaduan cerdas—pemesinan ekstrusi—yang menghemat biaya CNC sekaligus mempertahankan fleksibilitas dimensi.
- Efisiensi Bentuk Hampir Bersih: Mulailah dengan profil ekstrusi yang sudah menangkap penampang dasar—saluran, flensa, rongga internal—menghilangkan sebagian besar penghilangan material yang mungkin terjadi pada mesin CNC.
- Pemesinan Sekunder yang Ditargetkan: Terapkan CNC hanya jika diperlukan—lubang berulir, permukaan kawin yang presisi, lubang dengan toleransi ketat, atau fitur yang tidak disediakan oleh geometri cetakan—mengurangi waktu dan biaya.
- Intinya: Memulai dengan profil yang diekstrusi berarti mesin dimulai dengan bentuk yang mendekati akhir. Waktu pemesinan berkurang, keausan pahat berkurang, dan biaya per suku cadang turun secara signifikan, sehingga menggabungkan fleksibilitas dimensi CNC dengan efisiensi material ekstrusi.

Memilih Metode Pembuatan yang Tepat
Pilihan optimal bergantung pada geometri bagian, volume produksi, dan persyaratan toleransi. Simak panduan berikut ini.
Kapan Menggunakan Ekstrusi untuk Bagian Logam Anda
- Penampang yang konsisten: Bagian tersebut mempertahankan bentuk yang sama sepanjang panjangnya—contoh umum mencakup unit pendingin, rangka, rel struktural, penutup, atau saluran geser.
- Volume sedang hingga tinggi: Ekstrusi menjadi lebih ekonomis setelah biaya cetakan diamortisasi—biaya per‑bagian turun secara signifikan seiring dengan peningkatan volume.
- Efisiensi material adalah prioritas: Ketika biaya aluminium mentah mendorong anggaran, produksi yang mendekati net memberikan keuntungan nyata.
- Fitur permukaan berbasis profil: Sirip, alur, bagian berongga, dan geometri serupa secara alami cocok dengan cetakan ekstrusi.
Kapan Menggunakan Pemesinan CNC
- Geometri 3D sepenuhnya: Bagian yang penampangnya tidak konstan—seperti wadah dengan saku di beberapa sisi atau braket dengan lekukan majemuk—lebih cocok untuk CNC.
- Penampang melintang tidak seragam: Komponen yang bentuknya sangat bervariasi sepanjang sumbu memerlukan metode subtraktif atau pengecoran.
- Fitur internal yang sangat kompleks: CNC multi-sumbu unggul dalam lubang dalam, potongan bawah, lubang miring, dan saluran internal yang rumit.
- Persyaratan toleransi yang ketat: CNC biasanya lebih andal untuk dimensi yang sangat ketat atau toleransi posisi di beberapa fitur. Variasi termal dan proses ekstrusi membatasi kontrol posisi yang baik.
- Volume rendah atau prototipe: Untuk prototipe bervolume rendah, CNC lebih fleksibel dan hemat biaya karena menghindari investasi besar.
Tabel di bawah memetakan parameter desain paling umum secara berdampingan.
| Parameter Bagian | Lebih Cocok untuk Ekstrusi | Lebih Cocok untuk Pemesinan CNC dari Padat |
|---|
| Penampang melintang | Seragam / konsisten sepanjang panjangnya | Bervariasi atau sepenuhnya 3D |
| Volume | Sedang hingga tinggi | Rendah hingga sedang |
| Ketebalan Dinding | Dinding tipis dan seragam | Ketebalan dinding bervariasi |
| Toleransi Presisi Ketat | Dapat dicapai dengan pemesinan sekunder | Dapat dicapai secara langsung |
Siap Mengoptimalkan Strategi Manufaktur Anda?
Memilih proses yang tepat sejak awal adalah satu-satunya cara paling efektif untuk mengendalikan biaya dan waktu tunggu. Metode terbaik bergantung pada geometri, toleransi, dan volume.
Jika Anda sedang mengevaluasi desain baru atau tidak yakin apakah pemesinan ekstrusi atau CNC merupakan pilihan terbaik, hubungi JTR untuk mendapatkan ulasan dan penawaran kemampuan manufaktur gratis.
Panduan Terkait


