Mesin Ketik
Latar Belakang
Mesin ketik terbagi dalam lima klasifikasi. Mesin ketik standar adalah jenis pertama yang diproduksi. Itu terlalu berat (15-25 lb atau 5,6-9,3 kg) untuk sering bergerak, jadi disimpan di atas meja atau meja ketik. Mesin tik standar memiliki pelat yang lebih lebar (silinder baja berlapis karet untuk menyerap dampak pengetikan) di kereta (bagian yang memindahkan kertas ke tempatnya) yang dapat menampung formulir yang terlalu besar. Mesin tik manual portabel berukuran lebih kecil, lebih ringan, dan dilengkapi dengan tas jinjing untuk memudahkan pemindahan dan penyimpanan. Mesin tik portabel sangat populer untuk digunakan di rumah dan sekolah.
Mesin tik listrik lebih berat daripada mesin standar karena motor dan komponen listriknya. Mesin listrik membuat pengetikan lebih mudah karena lebih sedikit usaha yang diperlukan untuk menekan tombol. Portabel listrik lebih kecil dan lebih ringan dari mesin desktop, dan mereka memiliki tas jinjing dengan penyimpanan untuk kabel listrik.
Jenis mesin tik terbaru yang diproduksi—mesin tik elektronik—menghilangkan banyak kerugian baik mesin standar maupun mesin listrik. Papan sirkuit membuat mesin tik elektronik jauh lebih ringan (sekitar 10 lb atau 3,7 kg) dibandingkan model lainnya. Pengolah kata pribadi (PWP) terkait erat dengan komputer.
Sejarah
Mesin tulis dibangun pada awal abad keempat belas. Mesin tulis pertama yang dipatenkan dibuat di Inggris pada tahun 1714 tetapi tidak pernah dibuat. Mesin tik yang diproduksi pertama kali muncul pada tahun 1870 dan merupakan penemuan Malling Hansen. Itu disebut Bola Menulis Hansen dan menggunakan bagian dari bola yang bertatahkan kunci yang dipasang di atas selembar kertas di badan mesin.
Christopher L. Sholes dan Carlos Glidden mengembangkan mesin dengan keyboard, pelat yang terbuat dari karet vulkanisir, dan bilah spasi dari kayu. E. Remington &Sons membeli hak dan pembuatan dimulai pada tahun 1874. Untuk menghindari kemacetan ketik dengan pasangan huruf yang berdekatan dan umum digunakan, Sholes dan Glidden mengatur keyboard dengan enam huruf pertama di kiri baris atas dan huruf lain didistribusikan berdasarkan pada frekuensi penggunaan. Sistem "QWERTY" mereka masih standar untuk mengatur huruf.
Mesin ketik Remington pertama hanya mencetak huruf kapital, tetapi model yang dibuat pada tahun 1878 menggunakan tombol shift untuk menaikkan dan menurunkan bilah ketik. Tombol shift dan jenis huruf dua karakter menghasilkan karakter dua kali lebih banyak tanpa mengubah jumlah bilah ketik. Pada tahun 1901, John Underwood memproduksi mesin yang memiliki selektor backspace, tab, dan pita untuk menaikkan dan menurunkan pita.
George Blickensderfer menghasilkan mesin tik listrik pertama pada tahun 1902, tetapi mesin ketik listrik praktis tidak diproduksi sampai sekitar tahun 1925. Pada tahun 1961, International Business Machines (IBM) memperkenalkan mesin tik listrik Selectric. Dari sekitar tahun 1960 hingga 1980, industri mesin tik standar di Amerika Serikat menghilang. IBM Selectric II memulai debutnya pada tahun 1984, tetapi IBM berhenti membuat model listrik yang mendukung Wheelwriter elektronik pada awal 1990-an. Pada saat ini komputer pribadi menjadi lebih populer.
Pada akhir 1990-an, sebagian besar mesin ketik manual yang dipasok ke Amerika Serikat berasal dari tiga perusahaan. Olympia di Jerman membuat portabel standar, Olivetti di Italia membuat mesin tik kantor standar dan dua model portabel, dan perusahaan India Godrej &Boyce Manufacturing Company adalah produsen terbesar mesin ketik manual.
Bahan Baku
Tas jinjing bisa terbuat dari kayu, baja, atau plastik. Baja adalah bahan yang digunakan untuk sebagian besar bagian dalam model standar. Mesin tik menggunakan ratusan hingga ribuan bagian yang bergerak, dan baja canai dingin adalah salah satu bahan yang paling dapat diandalkan.
Pelat adalah tabung baja yang dilapisi dengan selongsong karet. Lengan karet terbuat dari karet bentuk khusus dari keluarga "buna-N". Lem digunakan untuk merekatkan selongsong karet ke tabung pelat.
Tombol-tombolnya dicetak dari plastik dalam proses pencetakan injeksi dua tembakan yang membuat karakter putih dengan bagian atas tombol di sekitarnya dalam warna lain. Sejak tahun 1970-an, proses pencetakan pad telah digunakan untuk menerapkan karakter pada tinta dan melapisi tuts dengan lapisan "clearcoat" yang tahan lama.
Pita Mylar (plastik) dengan tinta di satu sisi digunakan untuk mentransfer jenis huruf. Pita ini terkandung dalam kartrid plastik yang bisa dibuang.
Berbagai bahan juga digunakan. Ini termasuk lem, cat, pelarut kimia dan cairan lainnya, seng dan kromium untuk pelapisan beberapa komponen, dan asam asetat untuk membangun lapisan pelindung pada beberapa bagian.
Desain
Mesin tik memiliki beberapa bagian yang memungkinkan mereka menghasilkan kertas yang diketik; keyboard menjadi yang paling jelas. Setiap tombol terhubung ke bilah ketik yang mengangkat jenis huruf untuk menyerang kertas. Setiap jenis huruf memiliki bentuk huruf besar dan kecil dari huruf atau angka dan simbol. Kumpulan dari typebar dan tipografi disebut typebasket.
Mylar (plastik yang diproduksi dengan pita yang sangat tipis dan dilapisi dengan tinta di sisi pelat) pita mesin tik menggunakan tinta untuk mentransfer gambar pada jenis huruf ke kertas. Penjajarannya sejajar dengan pelat dan kertas, dan pemandu pita menaikkan pita untuk mencetak lalu menurunkannya.
Pelat menghentikan jenis huruf tetapi memberikan kekuatan yang cukup pada kertas untuk mencetak gambar. Kereta adalah wadah seperti kotak di bagian atas, bagian belakang mesin tik yang membawa pelat, tuas untuk pengembalian kereta dan jarak garis, pemandu untuk membantu mengarahkan dan menggenggam kertas, dan kertas itu sendiri. Kertas dimasukkan ke dalam rak umpan (penyangga kertas) di bagian belakang kereta, ditopang dan dilengkungkan ke atas ke arah permukaan pengetikan di meja kertas atau bak kertas, dan ditahan di bagian bawah pelat oleh dua rol pengisi.
Sebuah pelarian (perangkat yang memungkinkan gerakan hanya dalam satu arah dan dalam langkah-langkah yang tepat) mengontrol gerakan kereta ke kiri setelah setiap karakter diketik. Pegas utama dalam pelepasan mentransmisikan energi untuk menggerakkan kereta pada bantalan bola.
Untuk memindahkan kertas ke atas setelah satu baris pengetikan selesai, tuas penspasian baris akan memutar pelat ke arah belakang mesin tik. Tuas juga merupakan carriage-return yang melepaskan pelepasan dan mendorong carriage kembali ke kanan untuk jalur baru. Kenop di ujung pelat diputar agar kertas bisa dilepas.
Manufaktur
Proses
- 1 Logam (terutama baja pra-temper) untuk suku cadang mesin tik tersedia dalam bentuk bulat. Stok bundar disediakan dalam batang baja, kuningan, atau logam lain sepanjang 10-12 kaki (3-3,75 m) dan dalam berbagai diameter untuk membuat sekrup, baut, dan paku keling.
- 2 Batang stok bundar didistribusikan ke mesin di mana fabrikator menandai dan memotongnya memanjang untuk paku keling, baut, atau sekrup. Mesin sekrup (perangkat mirip bubut) mengubah stok bulat menjadi sekrup dengan memotong ulir, titik, dan kepala. Hobs (jenis alat pemotong lain) sering digunakan untuk memotong pengencang lain menurut panjang dan bentuknya.
- 3 Suku cadang dibawa ke stasiun pelapisan atau penyelesaian di mana mereka dirawat untuk perlindungan dari keausan dan karat. Pelapisan seng atau kromium diterapkan dengan mengolah bagian logam dalam rendaman larutan non-logam yang menghantarkan listrik. Bagian-bagian tersebut dikenai sedikit muatan listrik yang menyebabkan atom-atom dari potongan-potongan kecil seng atau kromium tertarik padanya ketika rendaman diberi muatan yang berlawanan. Pelapis berikat listrik yang terbuat dari lapisan tipis atom seng atau kromium melindungi semua permukaan bagian logam.
- 4 Bagian dari mesin tik di bagian dalam setiap mesin diperlakukan dalam serangkaian rendaman asam asetat untuk mewarnai logam menjadi hitam. Proses pembuatan lapisan hitam ini (disebut oksida hitam) seperti mewarnai pakaian; istilah umum untuk prosesnya adalah kebiruan. Setelah mandi asetat, bagian logam dimandikan lagi dalam tangki celup yang berisi jenis minyak ringan. Minyak panas mengering dan meninggalkan lapisan pelindung di atas oksida hitam. Perawatan ini melindungi bagian dari karat.
- 5 Di stasiun akhir, bagian luar dipoles. Operator menerapkan senyawa buffing ke roda buffing pada mesin dan menahan bagian-bagian mesin tik terhadap mereka. Roda yang berputar melapisi bagian dengan senyawa dan menyinari komponen mesin tik. Pekerja memoles bagian yang sangat kecil dengan tangan, juga menggunakan senyawa pemoles dan penyangga genggam.
- 6 Potongan kemudian dipaku atau dibrazing untuk membentuk bagian lengkap untuk perakitan. Mematri mirip dengan proses penyolderan yang menggunakan paduan dengan suhu leleh yang lebih rendah daripada potongan logam yang disambung untuk menghindari meleleh atau melengkungnya potongan tersebut. Baik mematri dan memukau membuat sambungan kaku, meskipun paku keling juga digunakan saat bagian harus bebas bergerak. Sekrup, baut, dan pengencang lainnya juga membuat sambungan yang dapat dipindahkan.
- 7 Pelat merupakan subassembly khusus karena membutuhkan penggilingan yang presisi dengan mesin berat dan prosesnya menghasilkan debu karet. Tabung baja internal (kadang-kadang disebut poros atau poros) dipotong dari stok bulat berongga. Itu selesai di luar untuk memudahkan penambahan karet dan di ujungnya untuk kelancaran. Demikian pula, batang logam internal juga dipotong dari stok baja bulat. Pusatnya dicap dari baja dalam bentuk lembaran.
- 8 Selongsong karet kemudian dipanaskan sedikit agar pas di atas pelat, dan tekanan udara mendorong selongsong di atas tabung yang dilapisi lem. Batang dan dua pusat pelat ditambahkan ke tabung baja, dan alat kelengkapan ditambahkan untuk menahan batang dan pusat dengan erat.
- 9 Untuk membuat tipografi, potongan logam kosong yang disebut "type slug" dibentuk di mesin dengan cara menggetarkan slug menjadi set cetakan yang memuat huruf dan karakter lainnya. Saat siput dimasukkan ke dalam cetakan dan dikeraskan, tipografi dikeluarkan dari mesin. Kemudian dipindahkan ke bagian subassembly di mana mereka disolder pada typebars.
- 10 Sistem rel menggunakan bantalan bola untuk meluncur kereta dari kiri ke kanan. Subassembly carriage terdiri dari pemasangan rel ke dasar carriage, memasang bantalan bola, dan memasang pegas dan linkage.
- 11 Tuas carriage-return memanjang di atas mesin tik. Meskipun melekat pada kereta untuk memindahkannya, ia juga memiliki beberapa hubungan dengan pelat, sistem penanganan kertas, dan pelepasan. Tuas dan satu set ujung tautannya terhubung ke kereta. Bagian-bagian rak pengumpan logam (juga disebut penyangga kertas) yang menahan kertas saat dimasukkan ke dalam mesin tik dirakit, dan rak dipasang ke bagian belakang kereta.
- 12 Sistem penanganan kertas adalah sub-rakitan lainnya. Ini termasuk bak kertas (juga disebut meja kertas), dua rol pengisi (seperti pelat miniatur) yang menahan kertas pada bagian bawah pelat, tuas pelepas kertas, dan skala penyelarasan kertas (penahan kertas). Sistem penanganan kertas memungkinkan kertas dimasukkan ke dalam mesin tik, dipegang dengan kuat saat mengetik, dan digulirkan saat halaman selesai. Palung kertas adalah sepotong baja berbentuk U yang dicap dari stok lembaran, melengkung, dan berlapis.
- 13 Subassembly escapement adalah sistem roda gigi, roda gigi kecil yang disebut pinion, pegas, rantai, pawl, dan pengencang. Pawl adalah batang kecil dengan gigi di setiap ujungnya yang jatuh ke gigi roda gigi, ratchet, atau pinion. Cakar menggerakkan sistem roda gigi ke depan, dan roda gigi memajukan rak pelepasan yang menarik kereta mesin tik ke setiap ruang yang diperlukan untuk gambar baru yang diketik. Pelarian itu dirakit
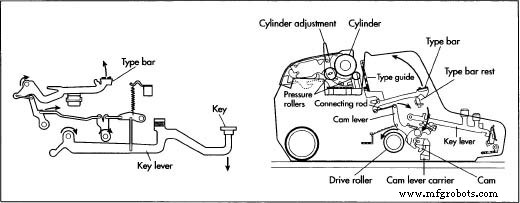 Mekanisme bagian dalam mesin tik. dalam bingkai pas seperti baki yang akan dipasang di bagian dalam sisi bawah jaket mesin tik yang kuat. Bagian bawah yang berat ini dan susunan bagian-bagian dari sub-rakitan lain yang akan dipasang di atas pelepasan melindungi pekerjaan yang sensitif.
Mekanisme bagian dalam mesin tik. dalam bingkai pas seperti baki yang akan dipasang di bagian dalam sisi bawah jaket mesin tik yang kuat. Bagian bawah yang berat ini dan susunan bagian-bagian dari sub-rakitan lain yang akan dipasang di atas pelepasan melindungi pekerjaan yang sensitif.
- 14 Sub-rakitan untuk keranjang ketik berisi banyak dari 3.200-3.500 bagian dalam mesin tik. Subassembly typebasket memegang typebars dengan tipografi di ujungnya serta sistem pegas yang menghubungkan typebars ke tombol. Setiap jenis huruf disolder ke ujung bilah ketiknya. Setiap bilah ketik memiliki tikungan sudut yang unik sehingga jenis hurufnya akan membentur pelat. Seperti yang ada di kereta, set bantalan bola ditambahkan untuk membantu memindahkan bilah ketik dari huruf besar ke huruf kecil dan kembali. Assembler memasukkan batang ketik pada posisinya di keranjang jenis dan menempelkan ujungnya di bagian bawah keranjang ke pegas yang sesuai. Pegas akan disambungkan ke tuts saat subrakitan keyboard dan keranjang ketik ditautkan satu sama lain selama rakitan utama.
- 15 Untuk memulai sub-rakitan keyboard, tutup setiap tombol disolder ke tuas kunci yang benar. Tuas kunci terhubung ke pegas yang memungkinkan tombol ditekan. Tuas diletakkan di slot yang sesuai di bingkai keyboard internal. Sistem pegas juga dipasang ke rangka keyboard untuk dihubungkan dengan pegas untuk sub-rakitan tipe keranjang selama perakitan utama.
Rakitan utama
- 16 Lima sub-rakitan utama dari mesin tik standar (kereta, sistem penanganan kertas, pelepasan, keranjang ketik, dan keyboard) dimasukkan ke dalam truk dan dipindahkan ke jalur perakitan utama di mana mereka ditambahkan ke rangka mesin tik.
- 17 Di dalam bodi, rangka pelepasan seperti baki dibaut ke bagian dalam sampul bawah mesin tik.
- 18 Rel di bagian bawah carriage dipasang pada separuhnya yang serasi di bagian atas rangka bodi. Pelat dipasang pada tempatnya di bukaan di rangka kereta. Sebuah kenop ditambahkan ke ujung ekstrusi batang tengah di sisi kanan pelat; di ujung kiri, pas yang menahan tuas carriage-return dan line-spacing dipasang pada batang, dan dilengkapi dengan kenop lain.
- 19 Keyboard dan keranjang tipe dimasukkan, bingkainya dibaut ke rangka bodi. Sebuah baja, typeguide V-berlekuk dipasang di setengah bulan dari typebasket menghadap pelat; V-notch menyediakan celah bagi tipografi untuk menyerang pelat. Pegas untuk setiap tombol dan bilah ketiknya dihubungkan bersama.
- 20 Typebar juga terhubung ke escapement dan carriage linkages. Untuk menyelaraskan bilah ketik dengan bukaan di pemandu ketik dan memukul pelat pada sudut yang benar, pekerja menggunakan tang tiga cabang untuk menekuk setiap bilah ketik dengan lembut.
- 21 Jika jaket mesin tik terbuat dari baja, jaket ini dipasang pada rangka utama. Bagian bawah jaket yang kuat telah dipasang pada rangka utama sebelumnya karena juga berfungsi sebagai penopang untuk sub-rakitan pelepasan. Dua potong baja yang membentuk sisi bawah jaket di sekitar carriage dilekatkan pada rangka carriage. Dua sisi atas juga dipasang pada rangka kereta. Ini cocok dengan sisi bawah untuk memberikan bukaan bundar untuk ujung bagian dalam kenop pelat sehingga dapat digunakan untuk memutar pelat. Bagian belakang dan atas jaket kereta yang berbentuk L melekat pada rangka bodi. Bagian samping dan penutup atas keyboard dipasang pada tempatnya di atas keyboard. Semua bagian samping jaket dilekatkan pada bagian bawah untuk memperkuat rangka dan jaket; firm fit juga menyegel bagian bawah untuk membatasi jumlah debu yang bisa masuk ke bagian dalam mesin tik.
Kontrol Kualitas
Ketika bahan mentah dikirim ke pabrik fabrikasi mesin tik, penerima memasukkan bahan dan membandingkannya dengan cetak biru dan spesifikasi yang diberikan oleh insinyur desain dan manufaktur. Insinyur kontrol kualitas juga menggunakan sejumlah instrumen untuk menentukan bahwa suku cadang dan bahan dapat diterima seperti verniers (penggaris geser pendek), mikrometer (juga disebut kaliper mikrometer) yang merupakan pengukur serupa untuk mengukur ketebalan secara tepat, dan pengukur ketinggian untuk mengonfirmasi ukuran.
Ketika mesin tik selesai, pemeriksaan kontrol kualitas akhir dilakukan dengan benar-benar menggunakan setiap mesin untuk menguji kinerjanya. Setiap mesin tik diperiksa untuk kunci penjilidan, kualitas cetak, kemajuan pita, dan pergerakan carriage, di antara banyak karakteristik kinerja lainnya. Penampilannya diperiksa dengan cermat untuk setiap kekurangan yang mungkin menyebabkan karat.
Produk Sampingan/Limbah
Sebagian besar limbah dihasilkan selama fabrikasi. Limbah baja seperti "kerangka" yang tersisa setelah pengepresan atau pengepresan pukulan dan pembubutan dan bushing (pecahan) dari produksi paku keling dan bagian lain dengan mesin sekrup dijual ke pedagang barang bekas, atau dicairkan dan digunakan kembali.
Bagian plastik semakin banyak digunakan, pelari plastik dan bagian yang ditolak juga didaur ulang. Di pabrik fabrikasi, mereka digiling ulang, dan plastik ini ditambahkan ke batch plastik baru. Persentase plastik reground dalam batch bervariasi tergantung pada kekritisan bagian dan keputusan insinyur manufaktur.
Sejumlah besar debu karet dihasilkan ketika pelat digiling. Debu dikontrol dengan hati-hati dan ditempatkan di kotak koleksi. Debu yang didinginkan dibawa dalam kotak pengumpulan ke tempat pembuangan akhir. Knalpot mesin pun berkerudung ke luar. Sejumlah kecil bahan lain dibuang atau didaur ulang. Pita bertinta dan kaset berisi pita Mylar terkadang ditolak dan juga dibuang di tempat pembuangan sampah.
Masa Depan
Mesin ketik memiliki masa depan kecil di Dunia Barat karena komputer telah menggantikannya hampir sepenuhnya. Beberapa bisnis masih membutuhkan mesin tik untuk penggunaan terbatas, dan banyak orang menganggap mesin tik lebih nyaman untuk tugas tunggal atau kecil.
Mesin ketik standar, listrik, dan elektronik masih memiliki masa depan di negara berkembang, dan pabrikan di Asia dan Eropa memasok pasar ini. Brother membuat mesin tik di Jepang, Cina memiliki dua atau tiga pabrik, dan Godrej &Boyce Manufacturing Company di India adalah produsen mesin tik terbesar di dunia. Merek Hermes, Olivetti, Olympia, dan Royal dibuat di satu atau dua pabrik di Eropa. Pada puncak pembuatan mesin tik standar, Smith Corona mendominasi produksi dengan pangsa pasar 54%; perusahaan tidak lagi membuat mesin tik sendiri, tetapi, sebagai pemasok kecil, mereka membelinya dari pabrik di Korea.
Penggunaan mesin tik yang langka saat ini dan perbedaannya sebagai mesin yang benar-benar luar biasa telah membuatnya populer dan memberi mereka masa depan yang dihormati sebagai barang koleksi. Pedagang barang antik dan spesialis lainnya membeli dan menjual model langka di Internet, dan kolektor bertukar informasi menggunakan buletin dan situs web.
Tempat Belajar Lebih Lanjut
Buku
Bryant, Carl. Semua Tentang Mesin Ketik dan Menambahkan Mesin. New York:Hawthorn Books, Inc., 1973.
Davies, Margery. Tempat Wanita di Mesin Ketik:Pekerjaan Kantor dan Pekerja Kantoran 1870-1930. Philadelphia:Temple University Press, 1982.
Linoff, Victor M., ed. Mesin Ketik:Sejarah Ilustrasi. Publikasi Dover, 2000.
Majalah
Frazier, Ian. "Pria Mesin Ketik." Bulanan Atlantik Jil. 280, tidak. 5 (November 1997):81-92.
Groer, Annie. "Benar untuk Mengetik." The Washington Post (3 Mei 2001):HOI.
Lainnya
"Sekilas Sejarah Mesin Ketik." Halaman Web MyTypewritter.com. Desember 2001. .
Gillian S. Holmes


