Cara pengecoran aluminium:Perbandingan Metode Pengecoran Aluminium
Metode pengecoran aluminium bervariasi dalam proses manufaktur yang berbeda, dari pengecoran pasir, pengecoran mati, pengecoran tekanan, pengecoran kontinu,pengecoran cetakan cangkang, dll. Setiap pengecoran aluminium proses akan memiliki kelebihan dan kekurangannya. Dbergantung pada ukuran dan kerumitan casting, kita dapat memilih metode yang paling sesuai.
Aluminium banyak digunakan di berbagai bagian pengecoran yang melayani berbagai industri, baik penggunaan non industri maupun industri. Bagi mereka yang sering meragukan “Cara casting bagian aluminium” , jawabannya adalah pengecoran aluminium menggunakan berbagai teknologi pengecoran, dan kualitas merupakan salah satu faktor kunci dalam menentukan teknologi mana yang cocok.
Kualitas casting adalah ukuran baik di dalam maupun di luar casting dan kekuatan dan keuletannya. Insinyur harus selalu mempromosikan kelebihan dan kekurangan metode pengecoran aluminium untuk meningkatkan kualitas produk dan memenuhi kebutuhan pelanggan secara optimal.
Bandingkan metode pengecoran aluminium:
Proses casting
Rentang ukuran
Toleransi
Biaya perkakas
Biaya relatif dalam jumlah besar
Biaya relatif dalam jumlah kecil
Penyelesaian permukaan
Minimal permintaan draf
Ketebalan bagian minimum
Pengecoran pasir
Semua ukuran
0-3″ =1/32″ 3″- 6″=3/64″ 6+”=1/18″. Di seberang garis perpisahan tambahkan 0,020″ ke coran kecil. 0,090″ ke Casting besar.
$50-$15.000
Rendah
Terendah
175-350 RMS
1-5⁰
0,125''-0.25''
Die casting bertekanan
Ukuran kecil
Tidak kurang dari 0,002″. Tambahan .010″ pada dimensi yang dipengaruhi oleh garis pemisah.
$5.000-$150.000
Terendah
Tertinggi
20-90 RMS
1-3⁰
0,050″ Bagian kecil 0,080″ Bagian sedang
Pengecoran cetakan cangkang
Normal maksimum 80cm
2
area cetakan yang dapat digunakan.
0,015'' hingga 1″. Di seberang garis perpisahan tambahkan +/- 0,010″ jika Pengecoran Kecil, +/- 0,030″ jika Pengecoran Besar.
$1.500-$55.000
Rendah
Terendah
125-200 RMS
2-4⁰
0,100″-0,150″
Penuangan investasi
1 ons-100 pon
+/-0,005″-3″ +/- 0,002″ setelahnya
$500-$20.000
Tertinggi
Sedang
60-120RMS
Tidak ada
0,3''
Pengecoran Sentrifugal
Diameter:1 – 120''. Panjang:Hingga 50 kaki. Berat:Hingga 5 ton
± 0,01″ untuk bentuk Silinder. ± 0,002″ untuk bentuk kompleks.
Tidak ada informasi
Rendah
Sedang
63 – 500 in untuk bentuk Silinder 32 – 500 in untuk bentuk kompleks.
Tidak ada
0,1 – 5,0''
Pengecoran berkelanjutan
Hingga 0,2-1jt
Rendah
Tinggi
Tidak ada
Tergantung bentuknya
Diskusi tentang metode pengecoran aluminium
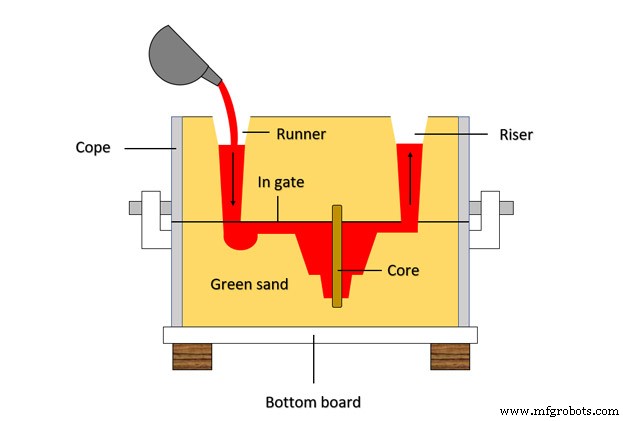
1. Pengecoran pasir aluminium
Pengecoran pasir adalah salah satu metode pengecoran tertua yang muncul sekitar 2000 tahun yang lalu. Pengecoran pasir telah digunakan untuk mencetak aluminium sejak logam aluminium menjadi populer sejak awal abad ke-20.
Dalam pengecoran pasir aluminium , cetakan terbuat dari pasir, dan bahan pengikat; pola ditempatkan di dalam cetakan dan ditekan dengan kuat.
Setelah pola ditarik, dibuatlah rongga cetakan yang merupakan replika dari bentuk pengecoran aluminium.
Melalui sistem gating, aluminium cair dituangkan ke dalam rongga cetakan dan mengeras. Saat pengecoran didinginkan, kastor memecahkan cetakan pasir, dan coran dikumpulkan.
Saat ini, kemajuan teknologi pengecoran pasir telah meningkatkan berat dan ukuran rata-rata pengecoran pasir aluminium. Banyak benda aluminium cor pasir yang beratnya lebih dari 50kg, bahkan ada yang cornya mencapai 100m
3
.
Lihat artikel tentang pengecoran pasir di sini.
Keuntungan pengecoran pasir aluminium
Biaya rendah.
Fleksibilitas untuk membuat jumlah casting, baik pesanan kecil atau besar.
Semua paduan aluminium dapat dicor dengan pasir, termasuk paduan dengan hot shortness.
Pasir hijau memiliki kuat tekan yang rendah, sehingga meminimalkan risiko cacat retak panas.
Fleksibilitas untuk menyesuaikan desain pola.
Kerugian pengecoran pasir aluminium
Permukaan akhir tidak mulus. Ini dapat diobati dengan sandblasting untuk meningkatkan kualitas permukaan.
Ukuran pengecoran memiliki toleransi yang lebih tinggi daripada metode pengecoran aluminium lainnya.
Cara menghitung susut pengecoran aluminium:https://vietnamcastiron.com/aluminium-casting-shrinkage/
Aplikasi pengecoran pasir aluminium
Sulit untuk menyebutkan sebagian besar aplikasi pengecoran pasir aluminium karena proses pengecoran aluminium ini dapat memproduksi hampir semua bagian mulai dari berbagai ukuran.
Jika Anda memiliki anggaran sedang dan ingin cor produk aluminium yang tidak memiliki persyaratan terlalu tinggi pada permukaan akhir, maka metode pengecoran pasir adalah pilihan nomor satu.
Detail pengecoran logam pasir hijau:
2. Pengecoran tekanan aluminium
Ada dua jenis die casting:die casting aluminium bertekanan tinggi dan pengecoran aluminium bertekanan rendah .
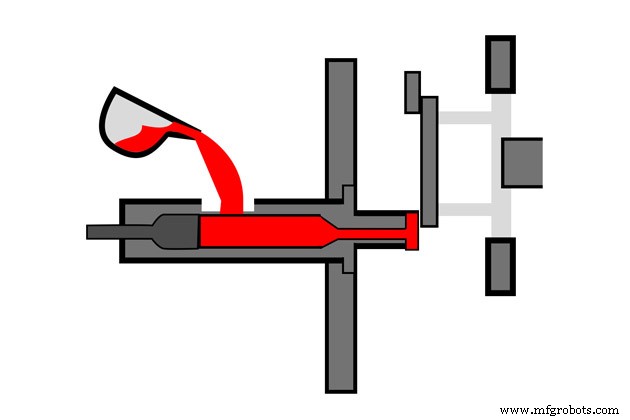
Pengecoran aluminium bertekanan tinggi
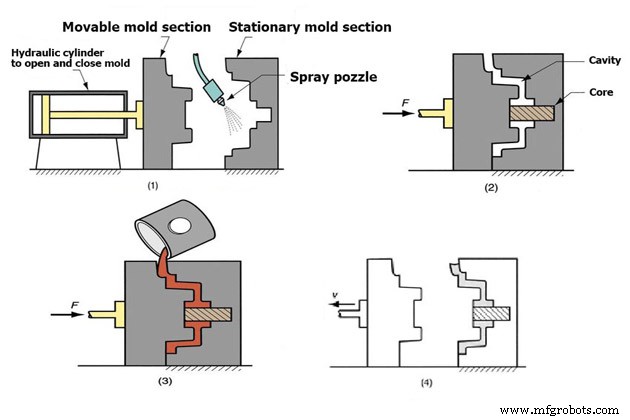
Pengecoran Die Aluminium bertekanan tinggi adalah proses pengecoran aluminium yang membuat bagian pengecoran dengan menekan cairan aluminium di bawah tekanan tinggi (sekitar 1200 bar) ke dalam cetakan baja melalui silinder-pistol.
Aluminium cair dipompa dengan kecepatan tinggi dan mengeras dengan cepat untuk membentuk bagian pengecoran aluminium.
Ada dua jenis ruang cor dalam tekanan tinggi aluminium matipemeraning:
Kamar panas :adalah ruang pengecoran tempat silinder dan pistol berada dalam sistem tungku dan memiliki suhu yang sama dengan titik leleh paduan aluminium.
Ruang dingin :adalah ruang pengecoran di mana paduan aluminium cair dituangkan ke dalam silinder, kemudian piston mendorong logam ke dalam cetakan melalui tekanan besar. Pistol ini tidak dimasukkan ke dalam oven dan dianggap keren. Ruang dingin terutama digunakan untuk paduan aluminium.
Pengecoran aluminium bertekanan tinggi cocok untuk produksi massal detail kecil , dengan berat sekitar 5kg, permukaan pemotongan tipis, dan ketebalan sekitar 0,4mm. Semakin besar bagian pengecoran aluminium, semakin tinggi biayanya.
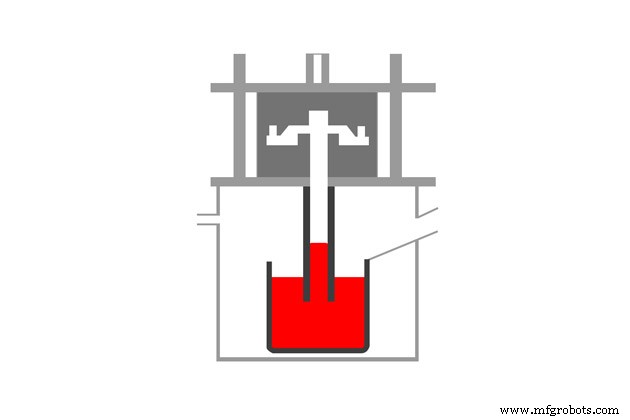
Pengecoran aluminium bertekanan rendah
Dengan die casting aluminium bertekanan rendah, cetakan diisi dengan logam cair dari wadah yang dapat diatur tekanannya (biasanya 0,7bar).
Tungku anil logam terletak di bawah (bukan secara horizontal seperti die casting aluminium bertekanan tinggi), aluminium cair dipompa langsung dari bawah ke atas untuk mengisi cetakan .
Pengecoran die tekanan rendah aluminium cocok untuk pembuatan bagian pengecoran aluminium dengan ketebalan dinding 3mm atau lebih, dan volumenya bisa mencapai 150kg.
Dalam die casting, paduan aluminium adalah salah satu logam yang paling sering dicor, terhitung dua kali lipat dari penggunaan metode pengecoran logam lainnya.
Jenis paduan aluminium yang digunakan dalam metode die casting
380,0 (Al + Si + Cu + Mg):paduan aluminium cor, kekuatan mekanik tinggi, ketahanan korosi yang baik, pengenceran tinggi, harga murah. Sering digunakan untuk membuang gearbox. Jenis paduan ini menyumbang 85% dari paduan aluminium yang digunakan dalam pengecoran aluminium press die saat ini.
A360.0 (mengurangi jumlah Cu):paduan aluminium cor bermutu tinggi, lebih sedikit pengotor, ketahanan korosi yang lebih baik daripada 380. Digunakan untuk mencetak instrumen musik, detail anti-korosi.
413.0 (Al + Si):paduan cor, ketahanan korosi yang lebih baik daripada 360. Sering digunakan untuk melemparkan pistol, poros engkol.
518 (Al + Mg):paduan ingot (ingot) terbaik, dengan ketahanan aus terbaik, tetapi pengenceran rendah dan sulit dicor, biaya tinggi.
Kelebihan die casting
Toleransi ketat terhadap pengecoran aluminium.
Permukaan halus dan mengkilat, dengan sedikit cacat pada permukaan, membuat produk lebih mudah untuk mengaplikasikan lapisan cat.
Butir aluminium memiliki tekstur yang rapat, padat dan kecil, halus sehingga membantu pengecoran memiliki sifat mekanik yang tinggi dan ketahanan aus yang baik.
Cocok untuk jalur produksi otomatis.
Kerugian die casting
Karena aluminium cair dipompa dengan kecepatan tinggi dan didinginkan dengan cepat, kondensat masuk ke dalam pengecoran, sehingga sulit untuk dilas dan diberi perlakuan panas. Untuk mengatasi gas yang terperangkap dalam pengecoran, pengecoran dapat menggunakan teknologi vacuum descaling. Paduan aluminium dengan rentang suhu beku yang pendek harus dipilih.
Biaya investasi untuk operasi dan cetakan mahal, hanya cocok untuk pesanan dalam jumlah besar.
Sangat sulit untuk menyesuaikan desain produk sebagai metode pengecoran pasir.
Karena aliran paduan bertekanan tinggi, cetakan cepat aus.
Aplikasi die casting
Proses pengecoran aluminium ini memiliki berbagai aplikasi dari komponen sederhana seperti komponen penerangan hingga komponen kompleks seperti mesin, rumah transmisi, roda, suspensi otomotif, dan pesawat ruang angkasa.
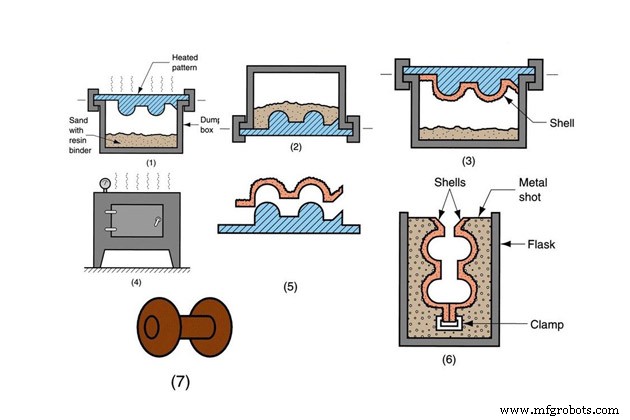
3. Pengecoran aluminium cetakan shell
Cetakan cangkang adalah teknologi pencetakan dengan cetakan yang terbuat dari resin fenolik termoset .
Pertama, dua bagian pola dirancang dan dibuat dari logam, kemudian dipanaskan dan dilapisi dengan pelumasan. Kemudian tempatkan pola ke dalam ruang pasir termoset yang disiapkan di atas dan kemudian balikkan. Campuran pasir resin yang menempel pada pola mengeras membentuk cangkang.
Polanya dihapus, meninggalkan cangkang. Dua bagian pola akan membentuk dua cetakan cangkang setebal 10-20 mm. Kedua cetakan cangkang ini dirakit untuk membentuk cetakan yang lengkap. Aluminium cair dituangkan ke dalam cetakan dan dipadatkan menjadi bentuk tuang.
Pada titik ini, hanya dengan memecahkan cangkang cetakan maka kita dapat mengumpulkan casting .
Pengecoran aluminium cetakan shell adalah salah satu metode pengecoran aluminium yang cocok untuk fabrikasi hollow-core atau die casting .
Keuntungan dari pengecoran cetakan cangkang
Tingkat kesempurnaan permukaan akhir relatif tinggi.
Ukuran casting lebih akurat; toleransinya ketat.
Polanya dapat digunakan kembali.
Kerugian pengecoran cetakan cangkang
Biaya produksi tinggi.
Dengan casting yang besar dan kompleks, casting tidak akan mudah.
Aplikasi pengecoran cetakan cangkang
Proses pengecoran aluminium ini berlaku untuk pengecoran kepala silinder, batang penghubung, blok mesin dan manifold, dasar mesin, kap truk, badan katup, dll.
4. Pengecoran aluminium cetakan permanen
Pengecoran aluminium cetakan permanen, juga dikenal sebagai pengecoran cetakan logam, adalah salah satu metode pengecoran aluminium yang menggunakan logam sebagai bahan cetakannya mirip dengan tekanan die casting. Dengan demikian, aluminium cair didorong ke dalam cetakan dengan gravitasinya , jadi kecepatan penuangannya cukup rendah.
Karena cetakan yang terbuat dari logam, kecepatan pendinginan casting cepat. Cetakan memiliki masa pakai yang lama, sehingga disebut cetakan permanen .
Pengecoran aluminium cetakan permanen cocok untuk pengecoran massa yang lebih besar dari die casting bertekanan tinggi, sekitar 10kg. Semakin tinggi volumenya, semakin mahal biayanya.
Jika dikombinasikan dengan metode perlakuan panas, sifat mekanik cetakan logam akan meningkat. Coran kecil akan mendingin dengan cepat, jadi tidak diperlukan perlakuan panas.
Untuk sifat mekanik maksimum, rawat dengan larutan khusus pada suhu tinggi, lalu dinginkan dan biarkan penuaan alami atau buatan .
Paduan aluminium yang digunakan dalam pengecoran aluminium cetakan permanen
366:membuat pistol dan mobil.
355.0, C355.0, A357.0:membuat kotak roda gigi, untuk komponen berkekuatan tinggi seperti suku cadang roket.
356.0, A356.0:suku cadang mesin, roda pesawat, …
Keuntungan dari pengecoran aluminium cetakan permanen
Sifat pengecoran aluminium tinggi karena laju pendinginan yang cepat dari pengecoran.
Laju penyusutan aluminium rendah dan cacat porositas gas. Toleransi dimensi hanya sekitar 1mm.
Kualitas permukaan bagus 1-6 m Ra.
Lebih sedikit memo.
Kerugian casing aluminium cetakan permanen
Biaya tinggi.
Sulit untuk membuat produk pengecoran aluminium dengan kompleksitas tinggi dan ukuran besar.
Sulit untuk menyesuaikan desain produk.
Aplikasi pengecoran aluminium cetakan permanen
Dalam industri otomotif, membuat suku cadang seperti roda gigi, coran, suspensi, rumah injeksi bahan bakar, dan piston mesin. Suku cadang pesawat juga sering dibuat melalui pengecoran aluminium cetakan permanen.
Proses pengecoran aluminium ini digunakan dalam industri otomotif dan pesawat terbang untuk membuat suku cadang, seperti roda gigi, suspensi, pistol, wadah bahan bakar, dll.
5. Pengecoran Investasi Aluminium
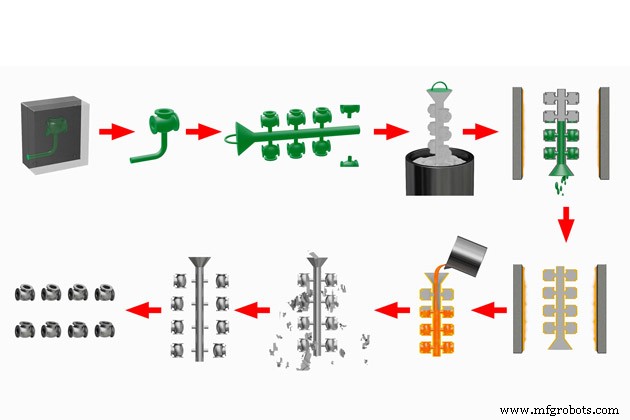
Pengecoran Investasi Aluminium, juga dikenal sebagai aluminium pengecoran lilin yang hilang , adalah metode pengecoran aluminium dengan memasukkan lilin atau termoplastik ke dalam cetakan logam atau karet prefabrikasi.
Pola lilin dikumpulkan dan dirakit untuk membentuk cabang pohon terhubung ke sistem gating untuk dilemparkan dalam batch yang sama. Pola lilin sekarang akan diterapkan investasi dengan bahan tahan api . Proses ini diulang sampai selubung luar mencapai ketebalan 5-15mm. Cangkang ini adalah cetakan investasi .
Kemudian keringkan dan panaskan pohon agar lilin di dalamnya meleleh, meninggalkan ruang dalam cetakan dalam bentuk cetakan yang diinginkan.
Cetakan investasi kemudian dipanaskan sebelum menuangkan cairan aluminium. Retak yang muncul pada cetakan dapat diperbaiki dengan keramik atau bahan khusus .
Aluminium cair dituangkan ke dalam cetakan, setelah mengering hanya untuk menghancurkan cangkang keramik luar. Pengecoran dikeluarkan dari pohon dan diteruskan ke proses finishing.
Keuntungan pengecoran Investasi Aluminium
Permukaan finishing tinggi, akurasi dimensi tinggi.
Dimungkinkan untuk melemparkan bagian pengecoran aluminium yang rumit.
Banyak benda pengecoran aluminium dilemparkan sekaligus.
Kerugian pengecoran investasi Aluminium
Biaya produksi tinggi.
Dengan casting yang termasuk core, akan menjadi rumit dan sulit untuk casting.
Memerlukan siklus produksi yang lebih lama.
Biasanya hanya cocok untuk bagian pengecoran aluminium ukuran kecil.
Aplikasi pengecoran Investasi Aluminium
Teknologi pengecoran lilin yang hilang memiliki banyak aplikasi seperti pembuatan bagian pengecoran aluminium di industri kedirgantaraan, industri listrik, senjata, mobil, militer, gas dan minyak, ...
6. Pengecoran Sentrifugal Aluminium
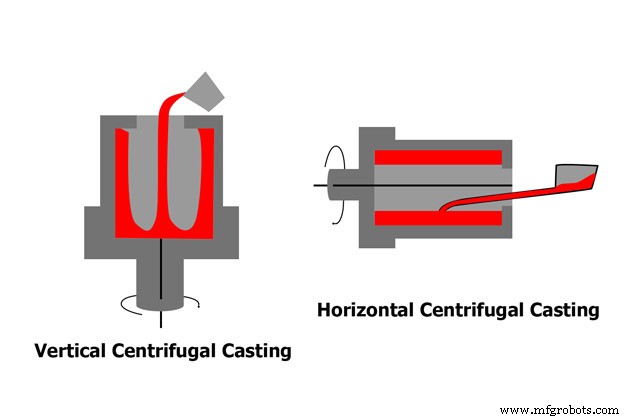
Aluminium Centrifugal casting adalah proses pengecoran aluminium di mana cetakan terbuat dari logam, plester, atau grafit. Cetakan diputar pada mesin pengecoran sentrifugal, sedangkan pada bagian luar aluminium cair dituangkan ke dalam cetakan. Aluminium cair akan didistribusikan secara merata ke dinding cetakan berdasarkan gaya sentrifugal dan mengeras sesuai dengan bentuk cetakan.
Ada dua jenis cetakan pengecoran sentrifugal:pengecoran sentrifugal vertikal dengan sumbu vertikal dan pengecoran sentrifugal horizontal dengan sumbu mendatar. Motor rotasi cetakan memutar cetakan untuk menyebarkan logam secara merata ke permukaan cetakan.
Kelebihan pengecoran sentrifugal aluminium
Ukuran bagian pengecoran aluminium sangat akurat karena gaya sentrifugal terbatas dan logam tertutup rapat.
Pengecoran aluminium memiliki sifat mekanik yang tinggi, susunan logam halus kecil di bagian luar.
Tidak perlu menggunakan inti tetapi masih bisa kosong di tengah untuk menghemat biaya pembuatan inti.
Tidak perlu sistem penuangan untuk menghemat logam.
Kerugian Pengecoran sentrifugal Aluminium
Permukaan bagian dalam dari bagian pengecoran sentrifugal aluminium memiliki finishing yang buruk, banyak kotoran dan diameter bagian dalam tidak benar.
Biasanya hanya cocok untuk pengecoran bagian aluminium bulat atau silinder. Dengan bentuk pengecoran yang kompleks, perlu untuk menggabungkannya dengan metode pengecoran cetakan cangkang.
Aplikasi pengecoran sentrifugal
Pengecoran sentrifugal digunakan oleh pengecoran aluminium untuk memproduksi bagian pengecoran aluminium dari kompresor mesin jet, tabung tungku petrokimia, dan banyak peralatan militer dan pertahanan.
7. Pengecoran Aluminium Terus Menerus
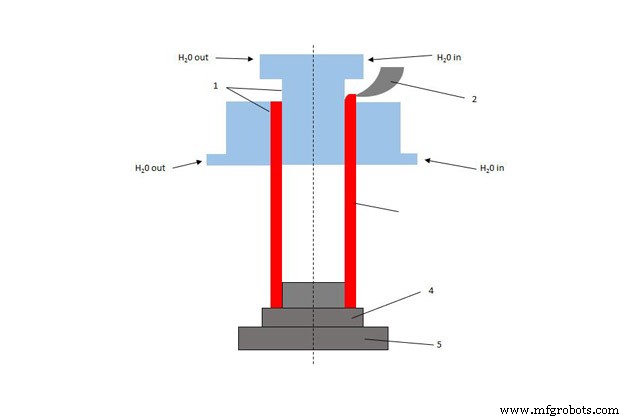
Pengecoran Aluminium Continuous adalah proses pengecoran di mana paduan aluminium dituang terus menerus ke dalam cetakan dengan sistem sirkulasi air pendingin. Di mana pun pengecoran dilakukan, segera didinginkan dan dibuang.
Mengatur tepat setelah sistem pengecoran akan menjadi garis stamping dan rolling terus menerus. Produk cor adalah batangan, pelat, atau pipa aluminium dengan ukuran hingga 0,2x1m.
Ini adalah sistem pengecoran yang sangat efisien dan banyak digunakan di pengecoran aluminium dan baja .
Keuntungan dari pengecoran kontinu
Karena didinginkan dengan cepat, pengecoran kontinyu aluminium memiliki sifat mekanik yang tinggi.
Otomatis dengan mudah menghasilkan produktivitas tinggi.
Permukaan pengecoran sempurna, butiran logam tersusun rapat.
Kerugian pengecoran kontinyu Aluminium
Hanya cocok untuk produk pengecoran aluminium dengan bentuk sederhana.
Tidak mungkin melemparkan objek dengan panjang penampang.
Biaya konstruksi awal yang tinggi.
Aplikasi pengecoran Aluminium Continuous
Pengecoran Aluminium Continuous digunakan untuk mencor batangan logam, pipa logam dengan berbagai ukuran.
Selain itu, ada juga beberapa metode pengecoran aluminium lain yang digunakan untuk membuat aplikasi pengecoran aluminium seperti proses pencetakan vakum disegel, pengecoran ablasi, busa yang hilang, dll. Mereka juga memiliki banyak keunggulan yang mirip dengan proses pengecoran di atas.
Mempertimbangkan teknologi pengecoran aluminium yang sesuai
Setiap proses pengecoran aluminium memiliki kelebihan dan kekurangan. Setelah dengan cermat mengacu pada informasi yang membandingkan berbagai metode pengecoran aluminium dalam artikel, tentukan pilihan pengecoran Anda berdasarkan anggaran Anda, jenis produk pengecoran aluminium yang ingin Anda targetkan, persyaratan akurasi, dan hasil tahunan.
Banyak faktor lain yang mempengaruhi pilihan teknologi pengecoran aluminium . Namun, semoga melalui informasi yang diberikan dalam artikel tersebut, VIC telah membantu sebagian pembaca untuk lebih memahami metode pengecoran aluminium serta membuat keputusan yang tepat.
Di VIC, kami memiliki sistem pengecoran logam dengan berbagai teknologi pemrosesan. Khususnya dalam pengecoran aluminium, VIC menggunakan teknologi pengecoran pasir hijau dan busa yang hilang dan berada di jalur yang tepat untuk memperluas lini produksi dengan teknologi pengecoran lain yang sesuai dengan kebutuhan pasar.
VIC senang bekerja sama dengan mitra di seluruh dunia untuk membantu pelanggan menjual produk pengecoran logam dengan kualitas dan harga yang wajar.
Informasi kontak:
Vietnam Cast Iron Company Limited
Alamat:Lai Xuan, Distrik Thuy Nguyen, kota Hai Phong, Vietnam