Laser Beam Welding VS Plasma Arc Welding
Pengelasan Sinar Laser
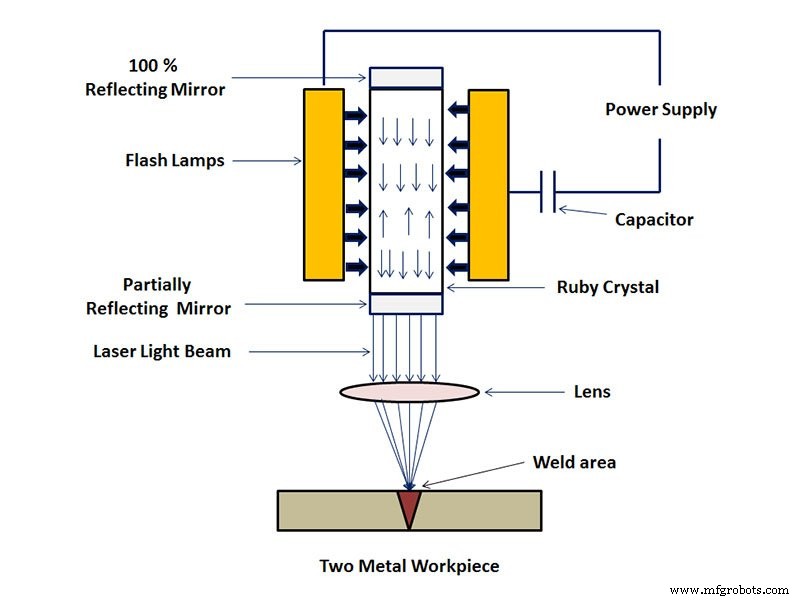
Pengelasan sinar laser adalah metode pengelasan yang efisien dan tepat yang menggunakan sinar laser densitas energi tinggi sebagai sumber panas. Pengelasan sinar laser dapat dicapai dengan sinar laser terus menerus atau berdenyut. Prinsip pengelasan laser dapat dibagi menjadi pengelasan konduksi panas dan pengelasan dalam laser. Kepadatan daya kurang dari 104~105 W/cm2 adalah pengelasan konduksi panas. Pada saat ini, kedalaman penetrasi dangkal dan kecepatan pengelasan lambat; ketika kerapatan daya lebih besar dari 105~107 W/cm2, permukaan logam tersembunyi ke dalam "lubang" di bawah aksi panas, membentuk pengelasan penetrasi dalam. Fitur kecepatan pengelasan yang cepat dan rasio aspek yang besar.
Pengelasan sinar laser umumnya menggunakan sinar laser kontinu untuk menyelesaikan sambungan material. Proses fisik metalurgi sangat mirip dengan pengelasan berkas elektron, yaitu mekanisme konversi energi dilengkapi dengan struktur "lubang kunci". Di bawah iradiasi laser densitas daya yang cukup tinggi, material menguap dan membentuk lubang kecil. Lubang kecil yang dipenuhi uap ini seperti benda hitam, menyerap hampir semua energi dari sinar datang. Suhu kesetimbangan di dalam rongga adalah sekitar 2500C. Panas dipindahkan dari dinding luar rongga bersuhu tinggi, melelehkan logam di sekitar rongga. Lubang-lubang kecil diisi dengan uap suhu tinggi yang dihasilkan oleh penguapan terus menerus dari bahan dinding di bawah berkas cahaya. Empat dinding lubang kecil mengelilingi logam cair dan logam cair mengelilingi bahan padat. (Dalam sebagian besar proses pengelasan konvensional dan pengelasan konduksi laser, energinya adalah yang pertama (Disimpan di permukaan benda kerja, kemudian diangkut ke bagian dalam dengan transfer). Aliran cairan di luar dinding lubang dan tegangan permukaan lapisan dinding konsisten dengan tekanan uap yang terus menerus dihasilkan di rongga lubang dan menjaga keseimbangan dinamis. Sinar cahaya terus menerus memasuki lubang kecil, dan material di luar lubang kecil terus mengalir. Saat sinar bergerak, lubang kecil selalu stabil keadaan aliran. Artinya, lubang kecil dan logam cair yang mengelilingi dinding lubang bergerak maju dengan kecepatan maju dari balok utama. Logam cair mengisi celah yang ditinggalkan oleh lubang kecil dan kemudian mengembun, dan lasannya terbentuk. Semua proses di atas terjadi begitu cepat sehingga kecepatan pengelasan dapat dengan mudah mencapai beberapa meter per menit.
Fitur
1. Pengelasan sinar laser adalah pengelasan fusi, yang menggunakan sinar laser sebagai sumber energi dan berdampak pada sambungan las.
2. Sinar laser dapat dipandu oleh elemen optik datar (seperti cermin), dan kemudian sinar diproyeksikan ke lapisan las dengan elemen atau lensa pemfokusan reflektif.
3. Pengelasan sinar laser adalah pengelasan non-kontak. Tidak ada tekanan yang diperlukan selama operasi, tetapi gas inert diperlukan untuk mencegah oksidasi kolam cair. Logam pengisi kadang-kadang digunakan.
4. Pengelasan sinar laser dapat dikombinasikan dengan pengelasan MIG untuk membentuk pengelasan komposit MIG laser untuk mencapai pengelasan penetrasi yang besar, sedangkan masukan panas sangat berkurang dibandingkan dengan pengelasan MIG.
Aplikasi
Teknologi mesin las laser banyak digunakan di bidang manufaktur presisi tinggi seperti mobil, kapal, pesawat terbang, dan rel kecepatan tinggi. Ini telah membawa peningkatan yang signifikan dalam kualitas hidup masyarakat, dan juga telah membawa industri peralatan rumah tangga ke era rekayasa presisi.
Pengelasan Busur Plasma
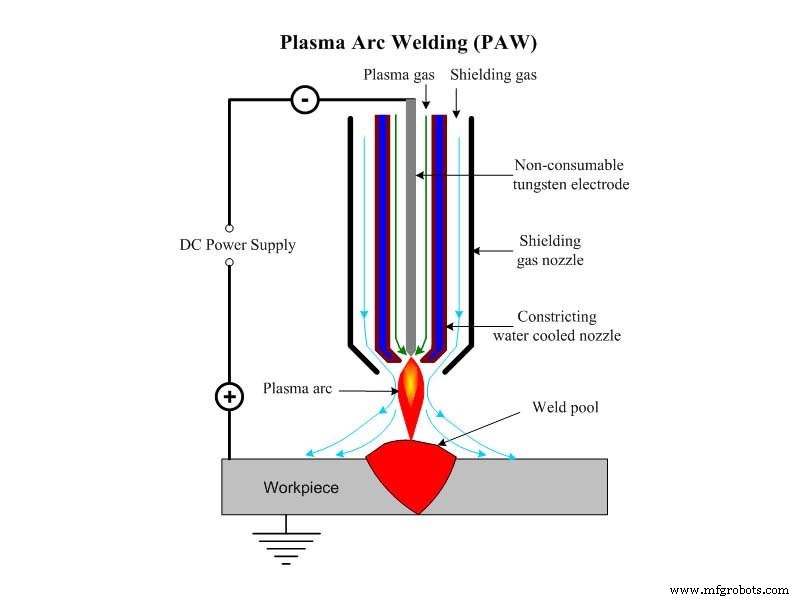
Pengelasan busur plasma mengacu pada metode pengelasan fusi yang menggunakan sinar kepadatan energi tinggi busur plasma sebagai sumber panas pengelasan. Selama pengelasan, gas ion (membentuk busur ion) dan gas pelindung (untuk melindungi kolam cair dan lapisan las dari efek berbahaya udara) adalah argon murni. Elektroda yang digunakan dalam pengelasan busur plasma umumnya adalah elektroda tungsten, dan terkadang perlu diisi dengan logam (kawat las). Umumnya, metode koneksi positif DC diadopsi (batang tungsten terhubung ke elektroda negatif). Oleh karena itu, pengelasan busur plasma pada dasarnya adalah pengelasan terlindung gas tungsten dengan efek kompresi.
Pengelasan busur plasma memiliki karakteristik konsentrasi energi, produktivitas tinggi, kecepatan pengelasan cepat, deformasi tegangan kecil, isolasi listrik yang stabil, dan cocok untuk mengelas pelat tipis dan bahan kotak. Ini sangat cocok untuk berbagai logam tahan api, mudah teroksidasi, dan peka panas. bahan ( Seperti tungsten, molibdenum, tembaga, nikel, titanium, dll.).
Gas dipisahkan oleh pemanasan busur, dan dikompresi ketika melewati nosel berpendingin air dengan kecepatan tinggi, meningkatkan kepadatan energi dan tingkat disosiasi, membentuk busur plasma. Stabilitas, nilai kalor, dan suhunya lebih tinggi dari busur umum, sehingga memiliki penetrasi dan kecepatan pengelasan yang lebih besar. Gas yang membentuk busur plasma dan gas pelindung di sekitarnya umumnya menggunakan argon murni. Tergantung pada sifat material dari berbagai benda kerja, ada juga yang menggunakan helium, nitrogen, argon, atau campuran keduanya.
Fitur
1. Pengelasan busur plasma sinar mikro dapat mengelas foil dan pelat tipis.
2. Dengan efek lubang kecil, ini dapat mewujudkan pengelasan satu sisi dan pembentukan bebas dua sisi dengan lebih baik.
3. Busur plasma memiliki kepadatan energi tinggi, suhu kolom busur tinggi, dan kemampuan penetrasi yang kuat. Ini dapat mencapai baja setebal 10-12mm tanpa pengelasan bevel. Itu dapat dilas melalui pembentukan dua sisi pada satu waktu. Kecepatan pengelasan cepat, produktivitas tinggi, dan deformasi tegangan kecil.
4. Peralatannya relatif rumit, konsumsi gasnya besar, kelompoknya memiliki persyaratan ketat pada izin dan kebersihan benda kerja, dan hanya cocok untuk pengelasan dalam ruangan.
Aplikasi
Pengelasan plasma banyak digunakan dalam produksi industri, terutama dalam pengelasan tembaga dan paduan tembaga, titanium dan paduan titanium, baja paduan, baja tahan karat, molibdenum dan logam lain yang digunakan di ruang angkasa dan teknologi industri militer dan mutakhir lainnya, seperti titanium cangkang rudal paduan, beberapa wadah berdinding tipis di pesawat, dll.


