Praktik Terbaik Penumpukan Toleransi
Penumpukan toleransi, juga dikenal sebagai penumpukan toleransi, mengacu pada kombinasi berbagai toleransi dimensi bagian. Setelah toleransi diidentifikasi pada dimensi bagian , penting untuk menguji apakah toleransi tersebut akan bekerja dengan alat toleransi:ujung atas atau ujung bawah. Bagian atau rakitan dapat mengalami ketidakakuratan jika toleransinya ditumpuk secara tidak benar.
Pentingnya Toleransi
Toleransi secara langsung mempengaruhi biaya dan kinerja suatu produk. Toleransi yang lebih ketat membuat bagian mesin lebih sulit untuk diproduksi dan karena itu seringkali lebih mahal. Dengan mengingat hal ini, penting untuk menemukan keseimbangan antara kemampuan manufaktur suku cadang, fungsionalitasnya, dan biayanya.

Kiat untuk Penumpukan Toleransi yang Berhasil
Hindari Menggunakan Toleransi yang Tidak Perlu Kecil
Seperti yang dinyatakan di atas, toleransi yang lebih ketat menyebabkan biaya produksi yang lebih tinggi karena suku cadang lebih sulit dibuat. Biaya yang lebih tinggi ini sering kali disebabkan oleh peningkatan jumlah suku cadang yang dibuang yang dapat terjadi ketika dimensi ditemukan di luar toleransi. Biaya pemegang alat berkualitas tinggi dan perkakas dengan toleransi yang lebih ketat juga dapat menjadi biaya tambahan.
Selain itu, toleransi kecil yang tidak perlu akan menyebabkan waktu produksi yang lebih lama, karena lebih banyak pekerjaan yang dilakukan untuk memastikan bahwa suku cadang memenuhi kriteria yang ketat selama pemesinan, dan setelah pemesinan dalam proses inspeksi.
Berhati-hatilah untuk Tidak Melebihi Dimensi Bagian
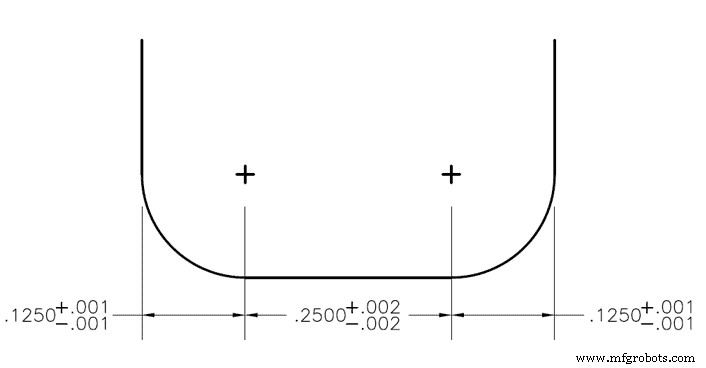
Ketika toleransi atas dan bawah diberi label pada setiap fitur bagian, dimensi yang berlebihan bisa menjadi masalah. Misalnya, end mill radius sudut dengan radius sudut kanan dan kiri mungkin memiliki toleransi +/- 0,001”, dan bidang datar di antara keduanya memiliki toleransi 0,002”. Dalam hal ini, jendela toleransi untuk diameter pemotong akan menjadi +/- 0,004”, tetapi seringkali salah perhitungan selama dimensi bagian. Selanjutnya, menempatkan toleransi pada info ini akan menyebabkannya menjadi terlalu berdimensi, dan dengan demikian dimensi referensi "REF" harus dibiarkan untuk menggantikan toleransi.
Gunakan Analisis Toleransi Statistik:
Analisis statistik melihat kemungkinan bahwa ketiga toleransi akan berada di bawah atau di atas lebar slot berdimensi, berdasarkan standar deviasi. Probabilitas ini diwakili oleh fungsi kepadatan probabilitas normal, yang dapat dilihat pada gambar 2 di bawah ini. Dengan menggabungkan semua probabilitas bagian dan dimensi yang berbeda dalam suatu desain, kita dapat menentukan probabilitas bahwa suatu bagian akan bermasalah, atau gagal sama sekali, berdasarkan dimensi dan toleransi bagian-bagian tersebut. Umumnya metode analisis ini hanya digunakan untuk rakitan dengan empat toleransi atau lebih.
Sebelum memulai analisis toleransi statistik, Anda harus menghitung atau memilih faktor distribusi toleransi. Distribusi standar adalah 3 . Ini berarti bahwa sebagian besar data (atau dalam hal ini toleransi) akan berada dalam 3 standar deviasi dari mean. Standar deviasi dari semua toleransi harus dibagi dengan faktor distribusi toleransi ini untuk menormalkannya dari distribusi 3 ke distribusi 1 . Setelah ini dilakukan, jumlah akar kuadrat dapat diambil untuk menemukan simpangan baku dari himpunan.
Anggap saja seperti secangkir kopi yang dibuat dengan 3 biji ukuran berbeda. Untuk membuat secangkir kopi yang enak, Anda harus terlebih dahulu menggiling semua biji kopi dengan ukuran yang sama agar dapat ditambahkan ke saringan kopi. Dalam hal ini, biji adalah standar deviasi, penggiling adalah faktor distribusi toleransi, dan filter kopi adalah persamaan akar jumlah kuadrat. Ini diperlukan karena beberapa toleransi mungkin memiliki faktor distribusi yang berbeda berdasarkan ketatnya rentang toleransi.
Metode analisis statistik digunakan jika ada persyaratan bahwa slot harus lebar .500” dengan toleransi +/- .003”, tetapi tidak perlu untuk jari-jari (.125”) dan datar (.250” ) tepatnya selama mereka pas di dalam slot. Dalam contoh ini, kami memiliki 3 toleransi bilateral dengan standar deviasi yang sudah tersedia. Karena keduanya bilateral, deviasi standar dari rata-rata adalah berapa pun nilai toleransi + atau -nya. Untuk jari-jari luar, ini akan menjadi .001” dan untuk wilayah datar tengah ini akan menjadi .002”.
Untuk contoh ini, mari kita cari standar deviasi (σ) dari setiap bagian menggunakan persamaan 1. Dalam persamaan ini mewakili standar deviasi.

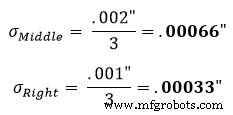
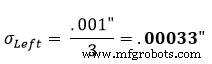
Asumsi standar adalah bahwa toleransi bagian mewakili distribusi normal +/- 3. Oleh karena itu, faktor distribusinya adalah 3. Dengan menggunakan persamaan 1 di bagian kiri gambar 1, kita menemukan bahwa standar deviasi terkoreksinya sama dengan:
Ini kemudian diulang untuk bagian tengah dan kanan:
Setelah sampai pada simpangan baku tersebut, kita masukan hasilnya ke persamaan 2 untuk mencari simpangan baku dari zona toleransi. Persamaan 2 dikenal sebagai persamaan akar jumlah kuadrat.
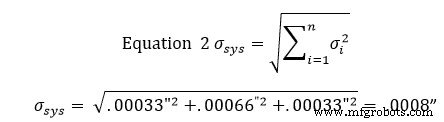
Pada titik ini, berarti 68% slot akan berada dalam toleransi +/- .0008”. Mengalikan toleransi ini dengan 2 akan menghasilkan jendela kepercayaan 95%, di mana mengalikannya dengan 3 akan menghasilkan jendela kepercayaan 99%.
68% dari slot akan berada dalam +/- .0008”
95% dari slot akan berada dalam +/- .0016”
99% dari slot akan berada dalam +/- .0024”
Jendela kepercayaan ini adalah standar untuk kumpulan titik data terdistribusi normal. Distribusi normal standar dapat dilihat pada Gambar 2 di atas.
Analisis toleransi statistik hanya boleh digunakan untuk rakitan dengan lebih dari 4 bagian yang ditoleransi. Banyak faktor yang tidak diperhitungkan dalam analisis sederhana ini. Contoh ini untuk 3 dimensi bilateral yang toleransinya mewakili standar deviasinya dari rata-ratanya. Dalam analisis toleransi statistik standar, variabel lain ikut bermain seperti sudut, runout, dan paralelisme, yang memerlukan faktor koreksi.
Tahukah Anda bahwa Merek Perusahaan Kinerja Harvey Bermitra dengan Penyedia Perangkat Lunak Cam Premier Industri untuk Memberikan Perpustakaan Perkakas?
Klik Di Sini untuk Mempelajari Lebih Lanjut
Gunakan Analisis Kasus Terburuk:
Analisis kasus terburuk adalah praktik menjumlahkan semua toleransi bagian untuk menemukan toleransi bagian total. Saat melakukan analisis jenis ini, setiap toleransi diatur ke batas terbesar atau terkecil dalam rentangnya masing-masing. Toleransi total ini kemudian dapat dibandingkan dengan batas kinerja bagian untuk memastikan perakitan dirancang dengan benar. Ini biasanya digunakan hanya untuk 1 dimensi (Hanya 1 bidang, oleh karena itu tidak ada sudut yang terlibat) dan untuk rakitan dengan sejumlah kecil bagian.
Analisis kasus terburuk juga dapat digunakan saat memilih pahat potong yang sesuai untuk pekerjaan Anda, karena toleransi pahat dapat ditambahkan ke toleransi suku cadang untuk skenario kasus terburuk. Setelah skenario ini diidentifikasi, masinis atau insinyur dapat membuat penyesuaian yang sesuai untuk menjaga bagian dalam dimensi yang ditentukan pada cetakan. Perlu dicatat bahwa skenario terburuk jarang terjadi dalam produksi aktual. Meskipun analisis ini bisa mahal untuk pembuatan, analisis ini memberikan ketenangan pikiran bagi para masinis dengan menjamin bahwa semua rakitan akan berfungsi dengan baik. Seringkali metode ini membutuhkan toleransi yang ketat karena tumpukan total pada kondisi maksimum adalah fitur utama yang digunakan dalam desain. Toleransi yang lebih ketat meningkatkan biaya produksi karena meningkatnya jumlah pengikisan, waktu produksi untuk inspeksi, dan biaya perkakas yang digunakan pada suku cadang ini.
Contoh skenario terburuk dalam konteks Gambar 1:
Temukan batas spesifikasi yang lebih rendah.
Untuk radius sudut kiri
.125” – .001” =.124”
Untuk bagian datar
.250” – .002” =.248”
Untuk radius sudut kanan
.125” – .001” =.124”
Tambahkan semua ini bersama-sama ke batas spesifikasi yang lebih rendah:
.124” + .248” + .124” =.496”
Temukan batas spesifikasi atas:
Untuk radius sudut kiri
.125” + .001” =.126”
Untuk bagian datar
.250” + .002” =.252”
Untuk radius sudut kanan
.125” + .001” =.126”
Tambahkan semua ini bersama-sama ke batas spesifikasi yang lebih rendah:
.126” + .252” + .126” =.504”
Kurangi keduanya dan bagi jawaban ini dengan dua untuk mendapatkan toleransi kasus terburuk:
(Batas Atas – Batas Bawah)/2 =.004”
Oleh karena itu skenario terburuk dari slot ini adalah .500” +/- .004”.


