Kata Buzz 5-Sumbu:pelajari istilahnya
Sama seperti bentuk teknologi lainnya dalam industri kami, manufaktur 5-sumbu memiliki kosakata dan daftar kata kunci teknisnya sendiri. Meskipun banyak fitur yang dijelaskan di bawah ini dapat dianggap biasa, beberapa hanya ditemukan pada kontrol mesin yang lebih canggih. Bagi siapa pun yang mempelajari permesinan 5 sumbu, memahami kata-kata buzz ini dapat menjadi manfaat besar - dan mungkin mencegah mereka membuat keputusan yang tidak mendidik yang mungkin akan mereka sesali di kemudian hari.
Pengelolaan Titik Pusat Alat (TCPM) :juga disebut sebagai RTCP oleh beberapa produsen – adalah salah satu fitur yang lebih canggih, dan dapat memiliki dampak yang signifikan pada keseluruhan proses pemesinan multi-sumbu. TCPM menawarkan pemrogram kemampuan untuk membuat program yang "independen" dari koordinat mesin itu sendiri, dan memungkinkan pengguna untuk hanya mereferensikan satu titik pada benda kerja yang sebenarnya saat menyiapkan pekerjaan atau memprogram bagian - tanpa memperhatikan di mana sebenarnya lokasi bagian ada di mesin. Tanpa TCPM, data titik dalam program harus mereferensikan gerakan relatif terhadap koordinat mesin dan garis tengah rotasi, dan semua pemrograman "bergantung" pada lokasi sebenarnya dari benda kerja di dalam lingkup kerja mesin. Misalnya:tanpa TCPM, bagian harus ditempatkan dan dijepit pada mesin sebelum program dapat dibuat, dan jarak sebenarnya dari benda kerja dari garis tengah mesin harus diperhitungkan dalam program...yang biasanya dicapai dengan memindahkan model padat secara fisik di ruang CAM, jarak yang tepat dari nol seperti di dalam mesin. Inilah sebabnya mengapa kami mengatakan program ini BERGANTUNG pada koordinat mesin tanpa TCPM. Tanpa TCPM, jika penyesuaian kecil harus dilakukan, operator harus kembali ke sistem CAM, memindahkan model solid dalam jumlah yang diperlukan, memposting ulang program, memuat ulang program di mesin, dan mencoba memotong lagi. Pada mesin dengan TCPM, dalam skenario yang sama, operator dapat membuat penyesuaian sederhana pada pengaturan bagian atau koordinat kerja, dan menjalankan kembali bagian tersebut. Semoga Anda dapat melihat bahwa penggunaan TCPM juga akan membuat segalanya JAUH lebih mudah saat berikutnya Anda harus menyiapkan pekerjaan yang sama.
Transformasi Pesawat :pesawat kerja yang diposisikan mengacu pada bidang kerja koordinat mesin asli kami. Jika Anda memikirkannya, Transform Plane benar-benar keajaiban yang membuat pemrograman 5 sisi menjadi begitu mudah, dan yang memungkinkan kita mengontrol kelima sisi benda kerja satu per satu dalam satu program – pertama dengan mengizinkan kita merujuk titik asal yang berbeda untuk setiap sisi benda kerja, dan kedua dengan memungkinkan kita untuk menetapkan bidang kerja datar untuk mengontrol pemotong kita selama pemesinan. Karena fitur pada cetak biru paling sering digambar dengan mengacu pada satu titik di setiap sisi bagian (dan biasanya bukan titik yang sama yang kami gunakan untuk pengaturan bagian awal kami), kemampuan untuk menunjuk beberapa titik asal ini sangat penting. Selain itu, tanpa kemampuan untuk mengubah masing-masing bidang kerja, siklus kalengan seperti siklus pengeboran G83 tidak dapat digunakan pada semua permukaan benda kerja kecuali sisi atas…karena sumbu pahat harus tegak lurus dengan sisi benda kerja yang dibor.
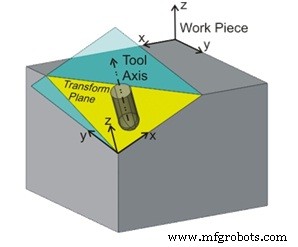
Permukaan Normal :ini sebenarnya bukan istilah pemesinan sama sekali, tetapi yang paling pasti menjadi kata kunci yang perlu dipahami saat memprogram dalam 5-sumbu. Istilah ini mengacu pada vektor aksial (atau garis) yang tegak lurus terhadap permukaan tertentu pada model padat apa pun. Model padat dibangun dengan menggabungkan banyak permukaan bersama-sama, untuk menciptakan bentuk tertentu. Seorang programmer akan selalu menunjuk vektor kemiringan pahat yang mengacu pada permukaan normal. Misalnya, jika Anda ingin pahat tetap vertikal ke setiap permukaan saat pemotong bergerak di sepanjang bentuk, Anda akan mengatakan bahwa pahat itu "normal terhadap permukaan". Akibatnya, jika Anda ingin alat dimiringkan ke satu sisi atau yang lain saat bergerak di sepanjang bentuk, Anda akan menentukan sudut kemiringan plus atau minus…dan sudut itu akan mengacu pada permukaan tegak lurus normal.
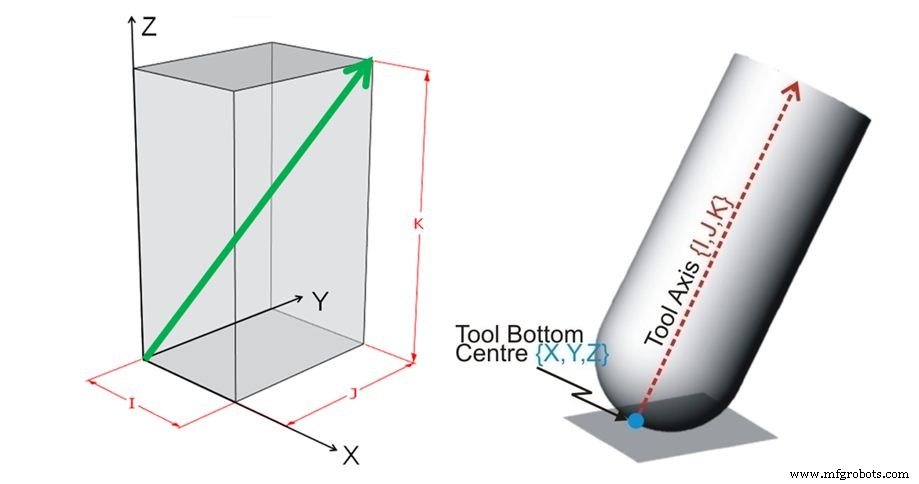
Vektor Alat :mengacu pada sudut kemiringan pahat dari titik kontak XYZ. Sudut ini dikendalikan oleh sekumpulan nilai IJK pada setiap baris kode-G dalam sebuah program, dan nilainya dapat berupa bilangan positif atau negatif. Meskipun vektor tidak memiliki unit pengukuran relatif - dan bukan nilai metrik atau inci - untuk kesederhanaan, saya menemukan bahwa ada baiknya untuk menganggap nilai-nilai ini sebagai jarak terukur ketika memvisualisasikan sudut dan arah kemiringan yang ditentukan…misalnya:jika saya melihat garis kode X2.0 Y2.0 Z.125 I.50 J.50 K.70 dalam sebuah program Saya dapat dengan mudah memvisualisasikan sudut kemiringan pahat di kepala saya. Nilai XYZ jelas digunakan untuk memposisikan bagian tengah bawah alat di lokasi yang ditentukan, dan nilai IJK menunjukkan arah dan jumlah kemiringan – huruf I identik dengan sumbu X, J identik dengan sumbu Y , dan K sinonim dengan sumbu Z. Oleh karena itu, gambarkan sebuah titik yang 0,50” positif pada sumbu X dari titik kontak, 0,50” positif pada sumbu Y, dan naik 0,70” dalam arah Z positif. Sekarang, visualisasikan garis yang ditarik antara titik kontak XYZ dan titik dalam ruang yang dibuat oleh jarak IJK…itu adalah vektor alat yang ditunjuk alat.
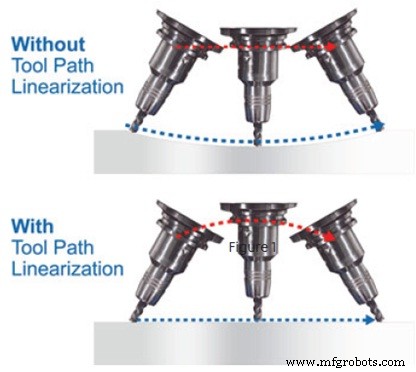
Linierisasi Jalur Alat: kemampuan untuk mengontrol tooltip dalam fasion linier antara dua titik. Tanpa fitur tersebut, pemrogram hanya memiliki kendali atas dua titik dalam gerakan ujung alat – titik “A” di awal gerakan, dan titik “B” di ujung gerakan. Segala sesuatu yang terjadi di antara dua titik ini tidak terkendali, dan Anda dapat mengatakan bahwa mesin "secara membabi buta" bergerak. Namun, dengan linearisasi jalur pahat yang diaktifkan, mesin akan mengoordinasikan semua sumbu mesin untuk memastikan bahwa ujung pahat bergerak dalam gerakan linier – di antara dua titik – dan bahkan akan menaikkan atau menurunkan sumbu Z jika perlu. Pada contoh gambar di bawah ini Anda dapat melihat bahwa tanpa linearisasi aktif, tooltip akan mencungkil bagian secara dramatis…tetapi dengan linearisasi diaktifkan, pahat bergerak dalam garis lurus antara titik awal dan akhir. Hal ini tidak hanya memungkinkan kontrol yang lebih besar pada tooltip selama pemesinan, tetapi juga dapat menghasilkan program yang lebih kecil…karena gerakan tidak perlu dipecah menjadi gerakan kecil seperti itu untuk menutupi kurangnya kontrol tooltip yang memadai.