Pengukiran Pistol dengan Mesin Penggilingan CNC – 3 Opsi Penandaan Diperiksa
ATF mengamanatkan bahwa nomor seri senjata api diukir, dilemparkan atau dicap pada bingkai senjata atau penerima dengan cara yang tidak rentan untuk dilenyapkan. Kedalaman ukiran yang dibutuhkan saat ini untuk nomor seri pistol adalah 0,003” dalam ukuran cetak tidak lebih kecil dari 1/16 inci. Tanda senjata lain seperti nomor model, kaliber atau pengukur, logo, nama pabrikan dan negara asal juga harus diukir pada senjata pada kedalaman 0,003”. Karena tidak ada dua senjata yang dapat membawa nomor seri yang sama, produsen senjata berlisensi wajib mencatat dan melacak setiap senjata yang diproduksi dan oleh karena itu, semua penandaan senjata atau pengukiran senjata dilakukan di fasilitas mereka, serta lokasi bagian senjata yang diukir. Blog ini membahas 3 teknik penandaan senjata yang berbeda, serta fitur yang bermanfaat bagi kontrol kualitas.
1) Senjata Penanda Gulung
Mari kita mulai dengan menandai gulungan. Di mana proses ini diperhatikan, apakah ia mampu mencapai kedalaman penandaan senjata yang diperlukan (dan itu bisa) atau tidak, hampir tidak relevan. Itu karena kualitas penandaannya, menurut pendapat saya, tidak seperti yang saya inginkan pada senjata yang saya beli seharga ratusan atau ribuan dolar. Dalam hal penandaan senjata atau serialisasi, proses penandaan gulungan menggunakan cetakan bulat dengan karakter alfanumerik tajam yang digulung di atas bagian pistol, sehingga menekan nomor seri ke dalam pistol, meremas dan memindahkan logam untuk menghasilkan kesan. Faktanya, tanda-tanda ini tidak tajam dan bersih karena tepi setiap karakter mengandung sisa-sisa atau "recast" dari logam yang dipindahkan dari cetakan.
2) Senjata Penanda Laser
Mesin laser, di sisi lain, menghasilkan tanda senjata berkualitas baik. Kelemahan untuk laser adalah kedalaman. Kedalaman ukiran senjata api yang diamanatkan ATF 0,003” mendorong batas teknologi laser. Itu karena semakin dalam "potong" semakin banyak cahaya yang mulai menekuk. Ini mirip dengan runout di dunia permesinan dan hasilnya tidak memuaskan bagi banyak produsen senjata.
3) Mengukir Senjata dengan Mesin Milling Berkecepatan Tinggi
Smith &Wesson, misalnya, menggunakan pusat permesinan berkecepatan tinggi untuk melampaui dan melampaui pedoman ukiran senjata ATF seperti M&P pada kedalaman 0,005”. Praktik ini menempatkan Smith &Wesson di masa depan jika ATF memberlakukan persyaratan yang lebih ketat untuk kedalaman nomor seri senjata.
Mengukir nomor seri dan merek pistol seperti logo dengan mesin penggilingan CNC kecepatan tinggi (atau pusat permesinan) menghasilkan tepian yang bersih dan tajam pada kedalaman yang memenuhi persyaratan ATF. Seperti disebutkan di atas, penandaan senjata berkualitas bahkan dapat digiling pada kedalaman yang melebihi persyaratan tersebut. Selain itu, pusat permesinan seperti mesin penggilingan kecepatan tinggi DATRON menawarkan fitur terintegrasi dan fungsionalitas kuat yang menguntungkan produsen senjata dalam hal kecepatan (waktu siklus), kualitas, pengurangan limbah, manufaktur ramping, serta perekaman dan pelacakan suku cadang. Menggunakan garis pistol M&P Smith &Wesson sebagai contoh, inilah cara kerjanya. Garis ini membutuhkan ukiran pada 3 slide pistol berbeda yang digunakan untuk berbagai model. Karena slide ini digunakan untuk berbagai kaliber, ada hingga 7 variasi. Smith &Wesson mempraktikkan lean manufacturing menggunakan “tarik unit tunggal” – sehingga saat pesanan diterima, suku cadang yang diperlukan akan diukir.
Dengan pemeriksaan DATRON yang digunakan untuk referensi dan identifikasi suku cadang, operator cukup memilih slide yang sesuai dan menempatkannya pada mesin penggilingan kecepatan tinggi – memasangnya di pengindeks putar yang digunakan untuk memutar suku cadang dan perlengkapan suku cadang untuk mengukir kedua sisi. Probe kemudian memindai slide dan menentukan definisi bagian (tipe bagian), dan menarik sub-program yang sesuai untuk mengukir tanda dan nomor bagian tertentu. Dengan cara ini, bahkan dalam skenario terburuk, ketika operator mengatur blanko yang salah, mesin DATRON masih menghasilkan suku cadang senjata berkualitas tinggi yang dapat digunakan. Pengukuran yang diperoleh melalui pemeriksaan awal juga berfungsi sebagai langkah pertama dalam mempertahankan kedalaman pengukiran 0,005” yang konsisten. Data topografi permukaan setiap slide pistol dimasukkan ke dalam perangkat lunak kontrol yang secara otomatis mengkompensasi ketidakteraturan permukaan sebelum pengukiran dimulai. Dengan teknologi ini, kedalaman ukiran yang rata juga dapat dipertahankan pada bagian senjata yang melengkung atau membulat seperti laras senjata.
Setelah bagian senjata diukir, pusat permesinan DATRON memiliki kemampuan untuk merekam informasi dalam basis data pabrikan. Menggunakan Dynamic Link Library (DLL) yang disesuaikan dan ditautkan ke sistem TI pabrikan, laporan otomatis dikirim dari mesin CNC untuk memastikan dokumentasi produksi yang tepat untuk tujuan pelacakan. Ini juga menghilangkan risiko duplikasi nomor seri. Ringkasan Proses Pengukiran Senjata Api:
Bagian masuk ke mesin, mesin secara otomatis memeriksa bagian mana yang ada di sana dan memeriksa perbedaan permukaan
Kontrol mesin memilih program untuk bagian itu dan varians permukaan dikompensasikan dalam data pemesinan
Nomor seri yang sesuai, logo, dan tanda senjata lainnya terukir
Kedalaman yang konsisten dipertahankan … bahkan pada permukaan yang membulat
Mesin memeriksa untuk memastikan nomor seri ada dan memiliki kedalaman yang rata sebelum melepas bagian
Produksi sebagian dicatat dan dilacak dalam database
Contoh Pengukiran Pistol dengan Mesin Penggilingan CNC:
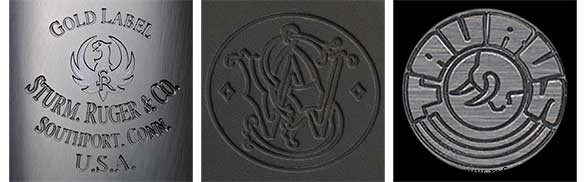
Bagi sebagian besar pemilik senjata, pembelian senjata adalah keputusan yang layak untuk diteliti dan dicermati sehubungan dengan kualitas dan kinerja. Mengetahui hal ini, produsen senjata menginvestasikan sejumlah besar uang untuk mempromosikan merek mereka. Kata “brand” berasal dari branding atau penandaan pada produk itu sendiri. Jadi, masuk akal jika produsen senjata ingin logo atau "merek" mereka muncul dalam bentuk terbaiknya di senjata untuk menyampaikan kualitas. Dengan kata lain, estetika diperhitungkan. Contoh di bawah ini, menunjukkan kualitas bersih yang tajam dari logo senjata yang diukir dengan mesin penggilingan CNC berkecepatan tinggi yang menampilkan spindel 40.000 – 60.000 RPM.
Seperti disebutkan di seluruh blog ini, kedalaman nomor seri senjata diatur oleh ATF, dan oleh karena itu, kualitas penandaan nomor seri tidak sebanyak tentang estetika tetapi tentang memenuhi mandat pemerintah. Mesin penggilingan CNC kecepatan tinggi memberikan akurasi dan kedalaman ukiran terbesar seperti yang diilustrasikan oleh contoh di bawah.
Karena ATF konsisten dalam spesifikasinya untuk kedalaman ukiran 0,003” pada penandaan senjata lain seperti tempat asal (lokasi pabrik), kaliber, pengukur, dan nomor model, secara logis, pabrikan senjata ingin menggabungkan semua ukiran menjadi satu proses untuk menghemat waktu dan uang. Geser pistol Smith &Wesson M&P di bawah ini diukir pada mesin penggilingan kecepatan tinggi DATRON yang dilengkapi dengan pengindeks putar yang digunakan untuk membalik bagian sehingga kedua sisi dapat diukir dalam satu pengaturan. Otomatisasi ini menghilangkan intervensi operator yang terkait dengan penyiapan manual untuk pengukiran di setiap sisi pistol.