Teknik Pemesinan Lubang Canggih Dari Layanan CNC
Diposting pada Agustus. 12, 2019, | Oleh Manajer Proyek WayKen
Pembuatan lubang sebagian besar diremehkan karena sebagian besar lubang yang kami buat memiliki presisi yang sepele, kedalaman yang kecil, dan hanya dimaksudkan untuk menyimpan baut. Namun, industri teknologi tinggi modern ( terutama dirgantara dan otomotif) datang ke pasar layanan CNC dengan tuntutan untuk membuat suku cadang dengan lubang yang sangat presisi atau dalam, atau agar lubang memiliki posisi yang sangat tepat. Selain layanan permesinan CNC yang canggih, tuntutan tersebut memerlukan teknik khusus dan perencanaan yang cermat.
Masalah Pemrosesan Lubang
Proses pembuatan lubang sebenarnya cukup mencoba dari sudut pandang pembuatan. Pahat dan blanko mudah kepanasan karena sulit memasukkan cairan pendingin ke dalam lubang, prosesnya tidak terlihat oleh masinis sehingga hanya bisa mengandalkan informasi pahat mesin dan harus memotong secara membabi buta, melakukan pengukuran sulit terutama pada lubang dengan diameter kecil. Dan itu hanya beberapa masalah dengan pembuatan lubang. Jadi, untuk membuat lubang yang tepat, layanan CNC selalu mengembangkan dan meningkatkan strategi pemesinan, mereka menciptakan alat dan alat baru untuk memenuhi kebutuhan klien.
Pengeboran Dalam
Dapatkan Penawaran instan
Nah, mengebor itu sendiri adalah proses yang umum dan tidak ada yang menarik tentang mengebor lubang pendek. Semakin dalam lubang, semakin sulit untuk menjaga porosnya tetap lurus saat mengebor. Hal ini disebabkan oleh fakta bahwa bor yang lebih panjang kurang kaku karena memiliki dua ujung tombak yang tidak dapat dibuat dengan panjang yang sama. Jadi, gaya potong sisi bor berbeda dan bor biasanya menyimpang dari sumbu lurus dan membuat lubang miring. Ini tidak dapat diterima untuk suku cadang CNC presisi tinggi.
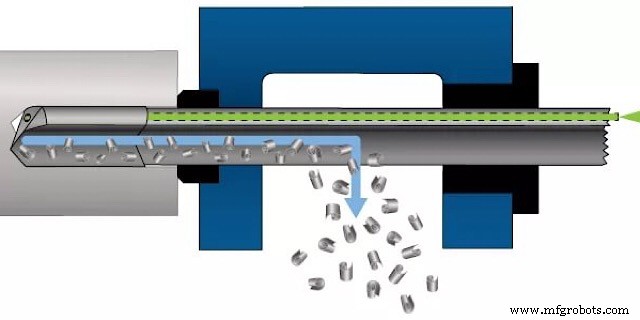
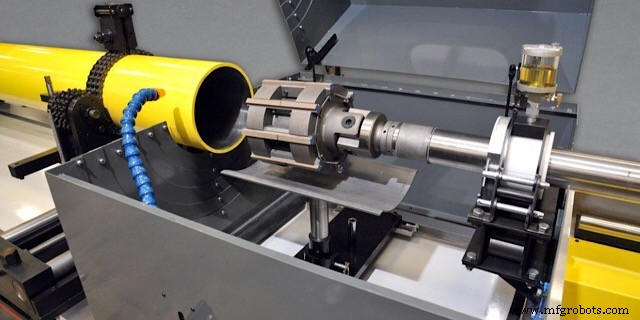
Itu sebabnya pengeboran senjata telah ditemukan. seperti namanya, pertama kali digunakan untuk memproduksi senjata stok panjang, di mana lubang yang panjang namun presisi adalah persyaratan utama. Meskipun demikian, dengan perkembangan teknologi manufaktur, industri lain telah mengadopsi pengeboran senjata untuk tujuan mereka sendiri. Perbedaan utama dengan strategi ini adalah alatnya. Sebuah bor senjata memiliki satu ujung tombak sehingga tidak menyimpang dari jalurnya seperti bor sederhana. Ini memiliki alur pelepasan chip yang lebih besar yang berfungsi sebagai saluran pendingin juga. Pendingin dipompa melalui alur pada tekanan tinggi dan menghilangkan chip dan mendinginkan bor jauh lebih baik. Kelemahan dari metode ini adalah bor ini tidak dapat dipasang pada pusat penggilingan CNC biasa, memerlukan perkakas tambahan.

Toko mesin CNC menggunakan bor senjata dalam kasus yang paling ekstrem tetapi kebanyakan mereka mencoba untuk tetap menggunakan alat universal dan itulah mengapa ada strategi tertentu yang memungkinkan pengeboran lubang yang dalam dengan bor sederhana. Pertama, panjang lubang dibagi menjadi segmen-segmen dengan kedalaman sekitar 3-4 diameter lubang. Setiap kali bor mencapai ujung segmen, bor dikeluarkan untuk membiarkan blanko dan pahat menjadi dingin dan mengeluarkan semua serpihan dari lubang.
Pemrosesan Lubang Presisi Tinggi
Untuk membuat lubang yang presisi, pengeboran CNC biasanya dilakukan dengan beberapa instrumen, yang pertama jauh lebih kecil dari diameter lubang dan bertambah dengan pahat berikutnya. Itu dilakukan untuk mengurangi gaya potong dan dengan demikian penyimpangan sumbu karena alasan yang disebutkan di atas. Selain itu, metode berurutan seringkali berbeda dari pengeboran sederhana:
Pengeboran inti dilakukan segera setelah pengeboran. Bor inti memiliki tiga ujung tombak, bukan satu sehingga lebih stabil. Bor inti biasanya memproses pemotongan yang kedalamannya hanya 0,5 mm tetapi keunggulan mutlaknya adalah kemampuannya untuk mengoreksi sumbu.
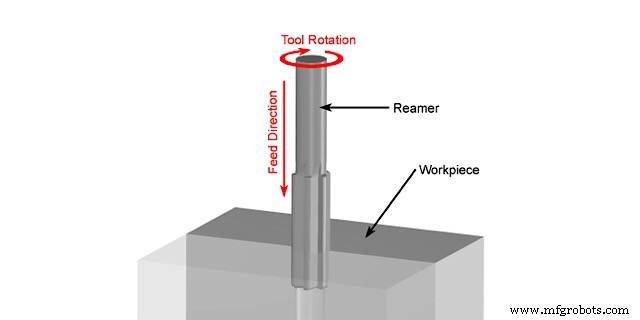
reaming. Jika klien Anda menuntut lubang dengan toleransi hingga IT6 dan permukaan akhir yang sangat halus, Anda mengambil reamer dan membuat umpan pemesinan Anda sangat rendah. Alat untuk membesarkan lubang adalah alat dengan banyak ujung tombak panjang yang terletak di sepanjang sisi alat. Ini memiliki bilah pemotong depan tetapi sangat kecil sehingga kedalaman pemotongan saat reaming adalah sekitar 0,1-0,05 mm. Karena itu dan presisi tertinggi dari ujung tombak, reaming akan menghasilkan lubang yang besar. Untuk lubang yang lebih kecil, reaming dilakukan secara manual.
Mengasah adalah proses abrasif tetapi dapat dilakukan pada alat mesin CNC, namun, mesin mengasah khusus pasti lebih baik. Asah pada dasarnya adalah alat untuk membesarkan lubang dengan papan abrasif alih-alih pisau pemotong. Perbedaan lainnya adalah bahwa papan dapat disesuaikan dengan diameter yang tepat. Asah dimasukkan ke dalam lubang dan berputar di sekitar porosnya sementara papan menggiling material. Setelah mengasah dikeluarkan, arah putaran dibalik. Akibatnya, permukaan lubang memiliki alur mikroskopis yang bersilangan, yang membuat pelumasan menjadi jauh lebih efisien.
Strategi Pembuatan Lubang
Banyak lubang membutuhkan benang, yang terdiri dari permukaan tipis yang rumit dan sebenarnya cukup sulit untuk dikerjakan. Ada beberapa strategi untuk threading tetapi sebelum itu, sangat penting untuk melakukan countersinking atau counterboring. Kedua proses tersebut menciptakan alur berbentuk kerucut atau silinder di pintu masuk lubang. Ini memungkinkan alat ulir masuk dengan benar dan selanjutnya membantu merakit bagian yang sebenarnya. Jadi, berikut adalah beberapa strategi untuk threading.
Pengeboran keran menggunakan alat tunggal yang mengingatkan pada baut tetapi memiliki alur pelepasan serpihan dan area kerucut panjang di bagian depan untuk meningkatkan kedalaman pemotongan secara bertahap. Umpan pemesinan selama threading dengan lancip ( dan dengan ulir apa pun dalam hal ini) sama dengan pitch sekrup. Bor keran secara perlahan dimasukkan ke dalam lubang di mana masing-masing ujung tombak spiralnya secara bertahap memotong sepotong bahan untuk membentuk ulir. Lubang kecil dikerjakan secara manual, dalam hal ini proses lubang mengingatkan untuk memasang baut yang bervariasi. Bor keran harus dikeluarkan dengan sangat hati-hati dengan cara yang sama seperti saat dimasukkan. Jika Anda lupa dan mencoba mengeluarkan bor keran tanpa membuka tutupnya, Anda dapat merusaknya dan harus mengeluarkannya dengan Pemesinan Pelepasan Listrik.
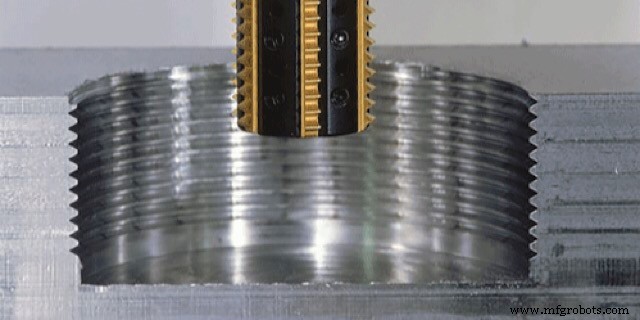
Penggilingan benang menghasilkan hasil yang lebih baik karena suhu proses lebih rendah dan lebih mudah untuk menerapkan pendingin. Sebuah pabrik khusus yang 30-40% lebih kecil dari diameter lubang bergerak dalam spiral di sepanjang lintasan alur bor dan berputar di sekitar porosnya untuk pemotongan yang efisien. Diameter minimum lubang tergantung pada diameter minimum penggilingan.
Strategi lain disebut thread boring. Ini sebenarnya sama dengan memutar dalam hal pengaturan bagian dan gerakan utama tetapi alat ini dibuat untuk menyalin bentuk alur ulir. Jadi, itu dimasukkan dengan pitch sekrup ke dalam lubang bagian dan memotong permukaan spiral benang. Penting untuk dicatat bahwa pengeboran sangat bagus untuk lubang besar tetapi tidak dapat memproses lubang yang lebih kecil dari 20 mm.
Hubungi Kami-Wayken untuk mengetahui cara pemesinan CNC presisi mendesain lubang bagian untuk proyek Anda.


