Siklus Pengeboran Peck G83 (Lubang Dalam) untuk Haas CNC
Penjelasan Siklus Kalengan Pengeboran Lubang Dalam G83
G83 Peck Drilling Cycle G-code adalah modal sehingga diaktifkan setiap sumbu X dan/atau Y bergerak, dan akan cepat ke posisi itu dan kemudian menyebabkan siklus kalengan (Pengeboran) ini dieksekusi lagi, hingga dibatalkan (G80) .
G83 Peck Drilling Cycle untuk Haas CNC Control
Siklus Pengeboran Peck G83
Kontrol Haas CNC memberi kami lebih banyak fleksibilitas saat menangani Deep Hole Peck Drilling (G83).
Haas CNC memiliki dua format G83 Deep Hole Peck Drilling Cycle.
Yang pertama dan banyak digunakan adalah seperti format kontrol Fanuc CNC seperti yang dinyatakan di bawah
Format siklus pengeboran G83 ini dijelaskan secara singkat di sini Siklus Pengeboran Peck G83 (Lubang Dalam) untuk Fanuc
Format Siklus Pengeboran Peck G83
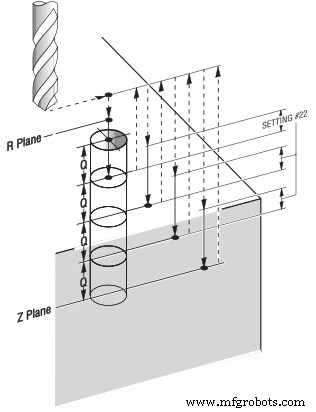
G83 X_ Y_ Z_ R_ Q_ F_;
X Y – Data posisi lubang
Z – Kedalaman Z (umpankan ke kedalaman Z mulai dari bidang R)
R – Posisi bidang R
Q – Kedalaman potongan untuk setiap umpan pemotongan (kedalaman setiap peck)
F – Kecepatan makan pemotongan
Format kedua untuk Haas CNC G83 Deep Hole Peck Drilling Cycle ada di bawah
G83 Peck Drilling Canned Cycle Format – Opsi I JK
Siklus Pengeboran Peck G83 dengan Opsi I J K
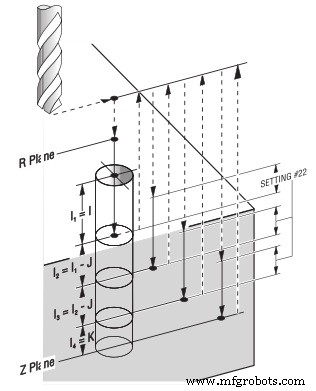
G83 X_ Y_ Z_ I_ J_ K_ R_ F_;
X Y – Data posisi lubang
Z – Kedalaman Z (umpankan ke kedalaman Z mulai dari bidang R)
R – Posisi bidang R
I – Ukuran kedalaman pemotongan pertama
J – Jumlah untuk mengurangi kedalaman pemotongan setiap lintasan
K – Kedalaman pemotongan minimum
F – Laju makan pemotongan
Pelintasan pertama akan dipotong oleh I, setiap pemotongan berikutnya akan dikurangi dengan jumlah J, dan kedalaman pemotongan minimum adalah K.
Pengaturan Siklus Pengeboran Lubang Dalam Haas CNC G83
Pengaturan 22 – Saat pahat mematuk lebih dalam ke dalam lubang, dengan setiap kecupan, alat itu meluncur keluar ke bidang-R, lalu kembali ke jarak konstan yang ditentukan di atas dasar lubang yang dibuat oleh kecupan sebelumnya. Jarak yang ditentukan itu ditentukan dalam Pengaturan 22.


