Kemajuan dalam Teknologi Thread Whirling Tooling
 Teknologi pelapis sisipan baru yang menampilkan kualitas permukaan sub-mikro bebas cacat cocok untuk jenis beban potong yang dihadapi oleh sisipan selama putaran ulir. Kredit Foto:GenSwiss
Teknologi pelapis sisipan baru yang menampilkan kualitas permukaan sub-mikro bebas cacat cocok untuk jenis beban potong yang dihadapi oleh sisipan selama putaran ulir. Kredit Foto:GenSwiss
Sebagai pembaca Production Machining majalah, ada kemungkinan besar Anda telah berinvestasi dalam teknologi bubut CNC Swiss atau Anda memiliki minat yang sangat besar untuk melakukannya di masa depan. Mungkin ini adalah tingkat presisi yang mampu dilakukan mesin ini, atau mungkin ada pekerjaan produksi volume tinggi yang berjalan lama yang Anda pertimbangkan dan membutuhkan jenis kemampuan yang disediakan peralatan ini.
Satu hal yang pasti:Operasi threading adalah sesuatu yang hampir setiap toko mesin Swiss akan temui, dan setiap ahli mesin Swiss harus mengetahui kemajuan terbaru di bidang ini. Lagi pula, nama lain untuk mesin bubut CNC Swiss, meskipun sedikit "sekolah tua", adalah "mesin sekrup." Meskipun bukan asal moniker, membuat utas adalah sesuatu yang sangat mereka kuasai.
Secara khusus, threading berputar adalah proses threading yang biasa dilakukan pada tipe Swiss di mana kemajuan baru-baru ini telah dibuat. Teknologi insert dan desain perkakas baru telah membuat alternatif threading satu titik konvensional ini menjadi lebih produktif.
Namun, sebelum melihat kemajuan dalam teknologi perkakas berputar benang, mari kita mundur selangkah dan memberikan sedikit panduan untuk setiap “panduan bushing greenhorn” di luar sana dengan meninjau aspek elemen desain khas mesin bubut Swiss yang terkait ke benang pemesinan. Saat memasang benang menggunakan metode titik tunggal tradisional pada mesin Swiss (atau mesin bubut apa pun dalam hal ini), beberapa lintasan dengan pahat diperlukan untuk mencapai kedalaman penuh dari bentuk benang. Hal ini cenderung tidak terlalu menjadi perhatian dengan sekrup berdiameter besar yang menggunakan bentuk ulir yang disertakan 60 derajat karena tingkat pelepasan logam rendah dan defleksi benda kerja minimal. Oleh karena itu, tekanan pahat yang diperlukan untuk memotong jenis benang ini juga relatif rendah.
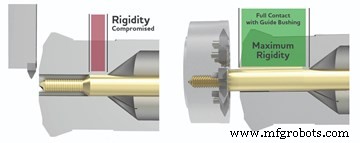
Dukungan disediakan oleh bushing pemandu tipe Swiss bisa menjadi tidak efektif saat melakukan threading satu titik. Ini tidak terjadi pada putaran utas.
Namun, karena susunan headstock geser dan bushing pemandu dari mesin bubut tipe Swiss dan fitur atau persyaratan benda kerja yang sedang dikerjakan, hal ini dapat menciptakan peluang bagi benda kerja untuk “jatuh” dari bushing pemandu saat dilewatkan kembali dan maju melalui alat ulir, mengakibatkan defleksi dan hilangnya kekakuan. Fenomena ini menjadi lebih umum ketika diameter utama ulir lebih kecil dari diameter stok. Dukungan yang diberikan oleh bushing pemandu tidak efektif. Kemudian pertimbangkan beberapa pelepasan logam yang diperlukan untuk membuat benang gaya “penopang” yang lebih agresif seperti yang biasa ditemukan pada implan bedah ortopedi dan perbaikan trauma yang dirancang untuk menempelkan tulang. Threading satu titik menjadi sarana yang lebih rendah untuk menyelesaikan pekerjaan dengan cara yang hemat biaya. Beberapa utas dalam ini dapat memerlukan sebanyak 40-50 lintasan untuk diselesaikan, bergantung pada fitur utas.
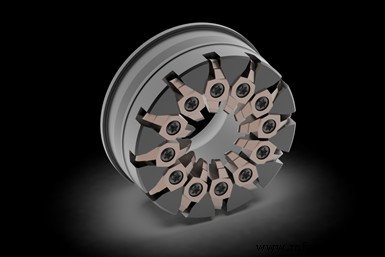
Di sinilah putaran benang dapat diterapkan untuk meningkatkan kemampuan produksi benang jenis ini. Tapi bagaimana cara kerja putaran benang? Empat komponen diperlukan:Mesin bubut headstock CNC Swiss/sliding; lampiran berputar alat hidup khusus yang dirancang khusus untuk proses ini; cincin/badan pemotong; dan beberapa sisipan alat pemotong karbida dengan ulir yang diperlukan membentuk tanah presisi ke dalamnya. Komponen perkakas ini bekerja bersama-sama untuk "memutar" batangan dari diameter stok ke bentuk standar atau ulir khusus jadi dalam satu lintasan.
Bagaimana itu tercapai? Tindakan pemotongan adalah proses penggilingan yang mirip dengan penggilingan ulir diameter dalam tetapi pada diameter luar benda kerja. Ini memberikan kontrol yang ketat atas kualitas dan kecepatan akhir dengan memastikan material tetap kaku di dalam bushing pemandu tetapi juga melalui modulasi beban chip per gigi dan kecepatan rotasi sumbu-C. Dibandingkan dengan threading satu titik, tingkat pelepasan logam yang lebih tinggi dan hasil akhir yang lebih baik dapat dicapai dengan menggunakan sebanyak mungkin pemotong di badan pemotong. Saat dipasangkan dengan kemampuan pendingin bertekanan tinggi yang biasa ditemukan pada sebagian besar alat berat akhir-akhir ini, zona pemotongan dapat dijaga tetap bersih dan bebas dari serpihan. Hasilnya, kecepatan yang sangat tinggi dapat dicapai sehingga menghasilkan benang jadi yang bebas burr dalam satu lintasan.
Pembuatan Benang Tingkat Lanjut adalah “Plus”
Sekarang, mari kita lihat kemajuan proses ini. Dalam dunia teknologi manufaktur yang maju, pelapis karbida adalah pemain utama dalam membantu mencapai throughput yang lebih tinggi. Utilis AG dari Swiss baru-baru ini memperkenalkan perkakas UHM10 TX+ miliknya, yang menggabungkan substrat dan pelapis karbida yang dirancang tidak hanya untuk aplikasi titanium dan stainless medis tetapi juga paduan suhu tinggi. Teknologi pelapisan baru ini memiliki kualitas permukaan sub-mikro bebas cacat yang sangat cocok untuk jenis beban pemotongan yang dihadapi oleh karbida saat memutar benang. Kualitas tepi merupakan aspek penting dalam menjaga akurasi bentuk ulir dan penawaran TX+ memperkuat kondisi tepi tanpa merusak bentuk geometri. Hal ini penting ketika penyesuaian sudut timah, posisi tengah pahat, dan akurasi sisipan sangat penting untuk menghasilkan ulir yang sempurna pada benda kerja, terutama pada diameter utama ulir kurang dari 3 mm di mana ketajaman puncak ulir mungkin menjadi persyaratan utama.
Tambahkan Beberapa Jangkauan
Dalam bentuk ulir khusus berdiameter kecil, kekakuan penyetelan dan jarak dari bushing pemandu dapat menjadi perhatian. Hal ini secara tradisional telah diatasi dengan memperoleh bushing pemandu hidung yang diperpanjang untuk menahan stok dan benda kerja lebih dekat ke "lingkaran penerbangan" sisipan berputar ulir untuk mencegah berkembangnya harmonisa perusakan akhir dan penyisipan. Seperti yang dapat dibuktikan oleh siapa pun yang telah menjalankan busing pemandu hidung yang diperpanjang, ini terkadang menjadi tidak praktis karena semua alat pemutar tradisional Anda sekarang perlu digeser keluar dari pelat alat untuk mengimbangi pergeseran bushing pemandu. Oleh karena itu, banyak pekerjaan penyiapan ekstra diperlukan untuk memungkinkan operasi putaran bekerja dengan benda kerja berdiameter lebih kecil ini. Alternatifnya adalah mendekatkan lingkaran terbang sisipan ke benda kerja. Untuk berbagai pilihan attachment berputar yang tersedia secara komersial (baik dari OEM pembuat alat mesin atau di aftermarket dari perusahaan seperti GenSwiss), sekarang ada cincin pemotong dengan pergeseran positif bawaan pada pemosisian lingkaran penerbangan sisipan.
Meskipun drive perkakas langsung dapat memberikan kecepatan dari 5.000 hingga 10.000 rpm, putaran benang cenderung hanya membutuhkan 2.000 hingga 3.000 rpm.
Sebagai contoh, mari kita asumsikan posisi alat putar hidup mesin bubut memiliki jarak 15 mm dari bushing pemandu standar ke garis tengah sisipan karbida. Pekerjaan ini membutuhkan putaran bentuk ulir gaya penopang timah ganda berdiameter 2,5 mm utama dalam titanium 6AL-4V. Toko memiliki barstock berdiameter kecil yang sudah siap untuk memproduksi bagian-bagian berulir ini. Sementara benang ini sangat cocok untuk berputar, diameter berarti perhatian khusus harus diberikan dalam mengendalikan getaran yang dapat terjadi dari pemotongan dua sadapan pada saat yang sama dari diameter stok. Di sinilah cincin bergeser yang memajukan lingkaran penerbangan insert lebih dekat ke bushing pemandu panjang standar untuk membuat sebagian jarak itu bersinar. Koreksi pergeseran sumbu Y sederhana dapat dilakukan untuk memusatkan kembali formulir sisipan pada posisi pemotongan batang batang. Seringkali dimungkinkan untuk mencapai kesuksesan menggunakan cincin yang bergeser tanpa bushing pemandu hidung yang diperpanjang.
Percepat dan Dinginkan
Banyak mesin bubut Swiss modern sekarang menawarkan penggerak perkakas langsung yang mampu menghasilkan kecepatan jauh lebih cepat, sebagian besar karena kemajuan dalam teknologi motor pintar, tetapi juga didorong dari kebutuhan akan kecepatan rotasi yang lebih banyak untuk digunakan dengan perkakas mikro. Banyak model menampilkan kecepatan perkakas langsung dari 5.000 hingga 10.000 rpm pada penggerak perkakas langsung. Pertimbangan yang harus dibuat saat menerapkan putaran pada suatu pekerjaan adalah pekerjaan penggilingan atau pengeboran ujung mikro yang mungkin perlu dilakukan selain putaran benang. Pekerjaan berputar cenderung hanya membutuhkan 2.000 hingga 3.000 rpm pada alat aktif untuk sebagian besar aplikasi, sedangkan pemesinan mikro tambahan mungkin memerlukan motor untuk bergerak dengan kecepatan penuh yang tersedia, membuat spindel berputar pada kecepatan yang mungkin tidak perlu dioperasikan.
Jika Anda membaca ini dan tidak memahami pentingnya di sini, ketahuilah bahwa sebagian besar model mesin Swiss menggerakkan semua perkakas langsung pada posisi pahat dari satu motor tunggal. Dengan demikian, saat menjalankan bor atau penggilingan akhir, spindel yang berputar juga akan berputar pada kecepatan yang lebih tinggi ini saat tidak dalam pemotongan, sehingga menambah jarak tempuh pada odometernya meskipun tidak membuat chip selama operasi rpm yang lebih tinggi ini. Cara yang sangat baik untuk mengoptimalkan penyiapan untuk mendapatkan tidak hanya produktivitas terbaik dari alat berat tetapi juga untuk mendapatkan umur panjang yang lebih lama dari spindel berputar Anda dan alat aktif lainnya adalah dengan memasangkannya dengan unit spindel berkecepatan tinggi, yang dapat membantu mengurangi kecepatan motor keseluruhan menjalankan perkakas hidup sambil mempertahankan kecepatan permukaan optimal untuk operasi alat mikro. Spindel pengganda kecepatan yang digerakkan oleh roda gigi sudah tersedia untuk banyak merek dan model alat berat Swiss.

Alat tambahan berputar dan cincin pemotong pendingin dapat memastikan pengiriman cairan pendingin yang andal langsung ke zona pemotongan untuk membantu mengevakuasi chip dan mempertahankan pelumasan serta masa pakai alat. (Gambar sisipan yang menunjukkan cincin pemotong dengan sisipan yang dilepas menunjukkan port pada diameter bagian dalam cincin.)
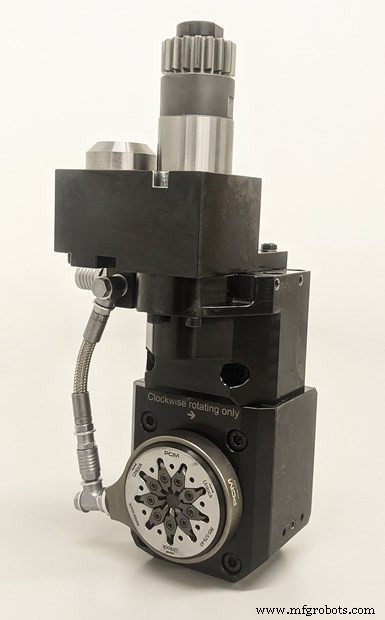
Pertimbangan pengaturan lain yang tidak boleh diabaikan adalah kemampuan untuk menyediakan pendinginan yang memadai dan evakuasi chip dari zona pemotongan. Sebelumnya, ini sering dicapai dengan menjalankan saluran pendingin bertekanan tinggi ke zona pemotongan dan mengarahkan aliran jet dengan hati-hati menggunakan pipa yang dapat ditekuk. Ini efektif untuk membersihkan chip granular yang dibuat oleh tindakan berputar, tetapi dapat menjadi rumit untuk menyesuaikan dan membidik dengan sempurna, menambahkan waktu pengaturan yang mahal untuk pekerjaan itu. Masukkan alat tambahan berputar yang dilengkapi jet dan cincin pemotong, yang dikembangkan oleh PCM Willen SA dari Swiss untuk lini alat tambahan berputarnya.
Pengaturan baru dan efisien ini dapat memastikan pengiriman cairan pendingin yang andal dan mengarahkan cairan pemotongan tepat ke zona pemotongan, membantu mengevakuasi chip dan mempertahankan pelumasan dan masa pakai alat. Oli pendingin/tekanan tinggi didorong melalui cincin pemotong itu sendiri dan ke saluran pendingin internal ke cincin pemotong. Semburan oli bertekanan tinggi dimiringkan sedikit dan dikalibrasi untuk bekerja dengan panjang pengukur sisipan, menghilangkan pertanyaan apakah pelumasan dan pendinginan optimal tercapai. Manfaat tambahan dari desain cincin pendingin baru adalah juga dapat dipasang dari bagian belakang attachment berputar melalui sekrup pengunci penahan pegas kecil, yang dapat menghemat lebih banyak waktu ketika ada kebutuhan untuk mengindeks sisipan karbida ke tepi yang baru. Garis rilis cepat bertekanan tinggi membuat pertukaran atau pengindeksan sisipan lebih mudah dari sebelumnya.
Tetap Di Depan
Jangan salah, ulir sekrup agresif akan terus menjadi bahan pokok dalam industri ortopedi medis dan tidak ada cara yang lebih baik untuk memproduksinya secara andal dengan kecepatan, tingkat penyelesaian, dan kontrol kualitas selain dengan memutar ulir. Penghematan biaya juga dapat diwujudkan dengan meningkatkan ke putaran untuk ulir yang lebih mendasar seperti ulir UNC/UNF pada bagian yang panjang, terutama saat bekerja dengan bahan yang menghasilkan chip ulet berserabut atau aplikasi yang memerlukan segmentasi ulir untuk mencegah putusnya busing pemandu. Dengan memastikan proses Anda menggunakan teknologi perkakas terdepan yang tersedia, operasi Anda akan dapat tetap kompetitif dan terdepan di tahun-tahun mendatang.


