Tantangan penggulungan pita komposit termoplastik dengan bantuan laser
Komposit termoplastik (TPC) telah dipromosikan secara luas dalam beberapa tahun terakhir karena potensinya yang tinggi untuk meningkatkan tingkat produksi dan memungkinkan pengurangan berat badan. Salah satu topik yang paling banyak dibahas untuk meningkatkan tingkat produksi dengan TPC adalah konsolidasi in-situ (ISC) selama penempatan serat dan pita otomatis (AFP/ATP).
ISC sebenarnya pertama kali didemonstrasikan dengan struktur terbatas seperti tabung, dan terus menawarkan potensi besar untuk bejana tekan dan tangki penyimpanan yang terbungkus. Struktur ini dapat diproduksi menggunakan gulungan pita berbantuan laser (LATW), yang terdiri dari mesin penempatan pita berbantuan laser (LATP) dan mandrel yang berputar (Gbr. 1).
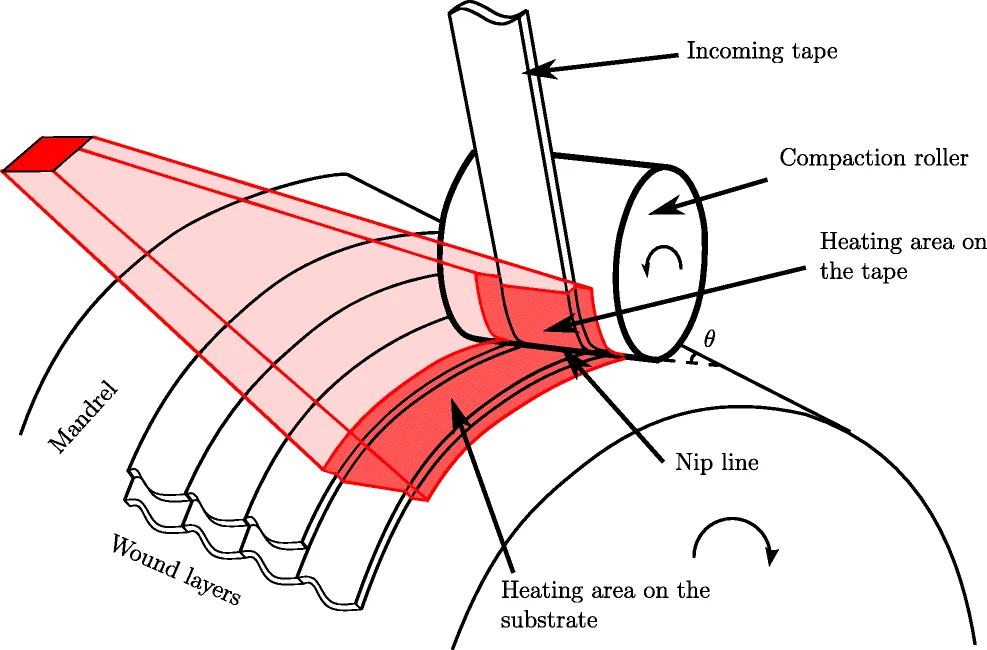
Kepala AFP/ATP dipasang pada robot enam sumbu CNC dan menggunakan laser untuk memanaskan pita dan substrat yang masuk untuk melelehkan polimer termoplastik. Pita perekat kemudian ditekan ke substrat menggunakan roller untuk meningkatkan daya rekat dan konsolidasi antarlapisan.
Strategi tingkat pertama
Seperti halnya proses manufaktur aditif, lapisan pertama di LATW adalah masalah yang harus ditangani. Untuk tabung yang diproduksi pada mandrel logam (aluminium lebih disukai), pasca-belitan ekstraksi mandrel harus dipertimbangkan dan zat pelepas diterapkan.
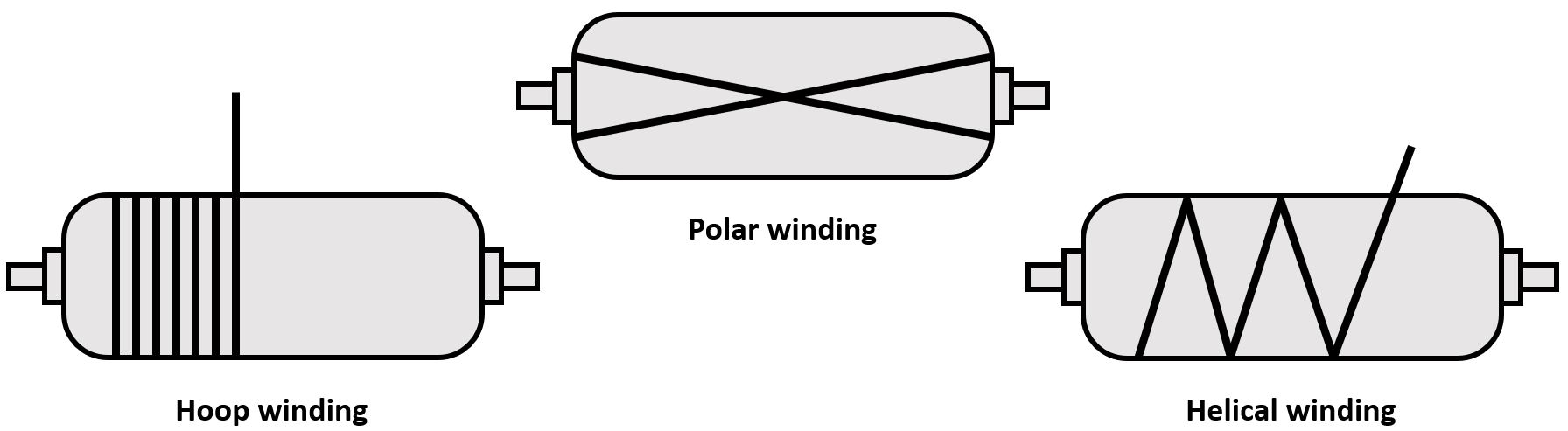
Pertimbangan lainnya adalah fiksasi. Jika lilitan lingkaran diterapkan pada lapisan pertama (dibandingkan dengan susunan heliks atau aksial, Gbr. 2), pita perekat dapat ditempatkan secara manual di awal dan akhir lintasan untuk meningkatkan stabilitas dan daya rekat pada pita yang masuk. Jika layup heliks atau aksial diperlukan, maka cincin pita lengkap harus dipasang dan dipasang di tepi silinder, menggunakan pita perekat untuk mencegah selip.
Untuk bejana tekan Tipe IV (lapisan plastik dengan pelapis komposit serat karbon), atau saat membungkus pipa plastik, pita yang masuk akan menyatu dengan pelapis. Ini menghilangkan kebutuhan untuk fiksasi pita perekat, tetapi pelapis plastik dan pita TPC harus memiliki polimer dasar yang sama untuk memastikan ikatan yang tepat.
Masalah mungkin timbul dengan memanaskan liner plastik. Misalnya, jika tidak dapat menyerap pemanasan laser, atau jika mandrel logam digunakan, pertimbangkan untuk menyesuaikan sudut laser untuk sepenuhnya memanaskan pita yang masuk. Dengan kata lain, alih-alih pemosisian tipikal sehingga laser didistribusikan antara pita yang masuk dan media (Gbr. 1), arahkan laser lebih ke arah rekaman itu. Ini akan menghindari pantulan laser, memastikan pemanasan pita yang lebih seragam dan mengurangi konsumsi energi.
Distribusi laser berubah dengan sudut lapisan atau geometri yang berubah
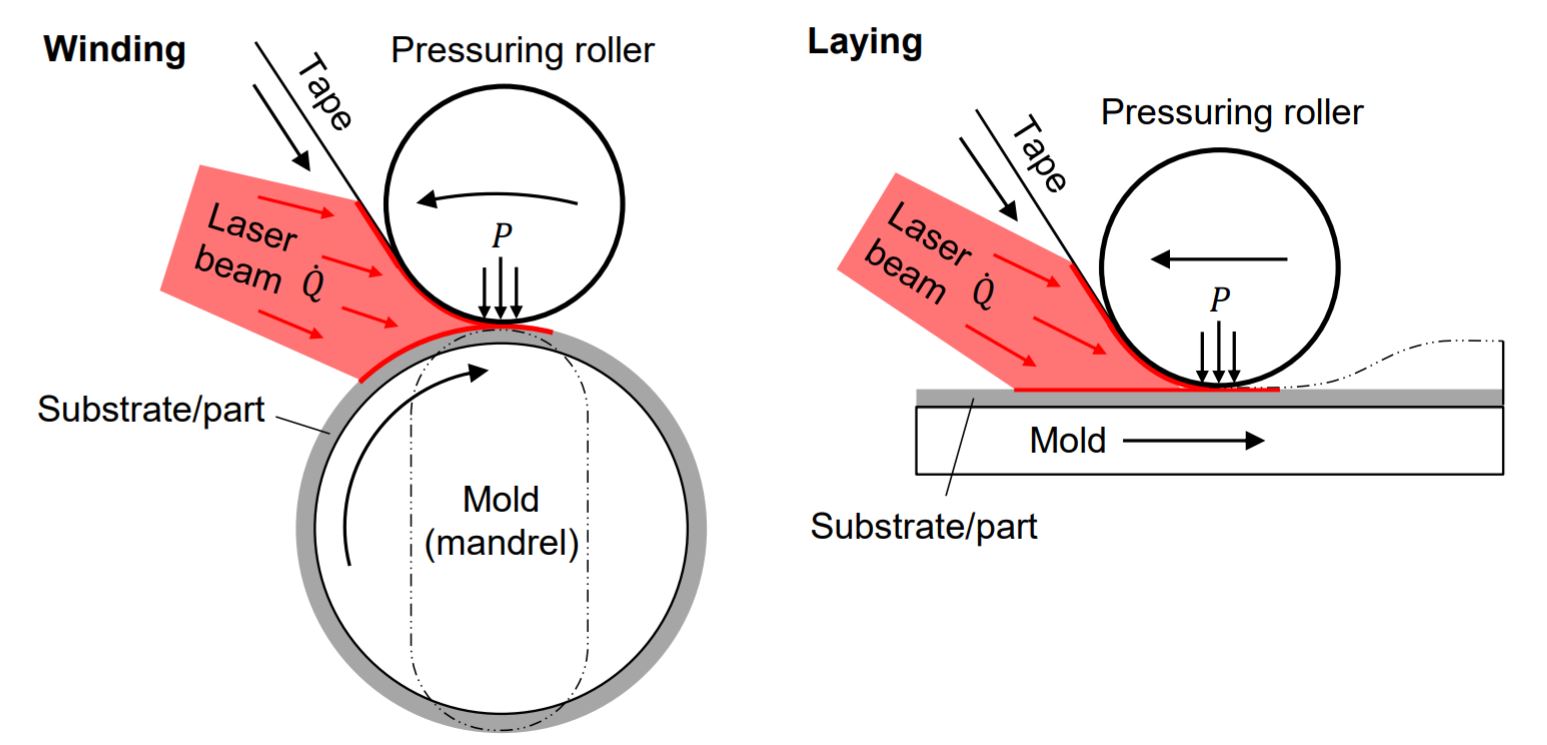
Seperti dijelaskan di atas, biasanya selama proses LATP dan LATW, laser didistribusikan antara pita yang masuk dan substrat. Distribusi ini konstan dalam kasus di mana geometri radius dan arah layup konstan. Namun, ada pertimbangan. Misalnya, selama aksial layup pada mandrel tubular (yang kira-kira setara dengan cetakan datar pada Gambar. 3), pita yang masuk akan menerima sama radiasi dibandingkan dengan layup lingkaran sementara substrat akan menerima lebih banyak proyeksi laser daripada di a hoop layup. Catatan, ini diabaikan dalam tabung berdiameter besar.
Selama pemanasan, pita termoplastik menyebar dan menjadi lebih lebar dan lebih tipis, tergantung pada suhu dan kecepatan layup (waktu pemanasan), karena berkurangnya viskositas polimer. Dalam sistem dengan kontrol loop tertutup — di mana suhu dijaga konstan pada area pemanasan — layup aksial akan berakhir dengan pita yang lebih lebar daripada layup lingkaran. Atau, dalam sistem dengan daya konstan kontrol, layup aksial akan berkembang di bawah suhu yang lebih rendah, dan dengan demikian pita akan melebar lebih sedikit. Hal ini penting untuk dipahami dan diatasi karena perubahan yang tidak merata dalam dimensi pita dapat mengakibatkan dan menyebabkan celah dan tumpang tindih yang tidak diinginkan yang dapat meningkatkan konten kosong.
Saat membungkus tabung, geometri jari-jarinya konstan, tetapi ini berubah saat membungkus bejana tekan karena kubah ujung. Saat memasuki atau keluar dari kubah ini, robot melambat dan ukuran titik laser berkurang pada substrat. Kedua tindakan tersebut dapat menyebabkan peningkatan suhu yang tajam, yang dapat menyebabkan bagian yang lebih tipis, sifat material yang berbeda, atau bahkan kerusakan pada polimer.
Pertimbangan lain adalah karena lapisan serat bagian dibangun selama penggulungan, dimensi inti yang dililitkan (sejauh ini mandrel plus lapisan) berubah. Dengan demikian, sudut layup harus disesuaikan untuk menghindari celah. Sistem LATP/LATW dengan perangkat lunak yang memperbarui diameter mandrel mungkin tersedia dari beberapa pemasok. Jika tidak, belitan harus diperiksa secara manual atau dengan sistem inspeksi inline dan dikoreksi seperlunya.
Meskipun mengatasi pertimbangan di atas membantu, tidak mungkin untuk mencapai penghapusan 100% cacat seperti celah, tumpang tindih, dan variasi ketebalan. Oleh karena itu, proses penggulungan harus dikembangkan untuk mencapai desain bagian yang diizinkan daripada mengejar "bagian yang sempurna", yang dapat menambah biaya yang tidak perlu.
Memaksimalkan sifat mekanik, adhesi antarlapisan, dan kristalinitas
Manajemen termal adalah faktor kunci untuk mencapai adhesi interlayer yang memadai serta potensi kristalinitas penuh dalam matriks termoplastik. Lapisan pertama dekat dengan mandrel, yang bertindak sebagai heat sink. Hal ini dapat mencegah interdifusi molekuler dan meningkatkan adhesi antarlapisan yang buruk, kristalinitas rendah, dan kandungan rongga yang lebih tinggi. Untuk mengatasi tantangan ini, seseorang harus mempertimbangkan untuk mengurangi kecepatan layup, meningkatkan suhu, dan menyesuaikan sudut laser untuk memungkinkan waktu pemanasan yang lebih lama guna memastikan difusi molekuler.
Ini tidak menjamin, bagaimanapun, kristalinitas penuh. Hal ini karena difusi molekuler — membentuk kembali ikatan molekul setelah meleleh selama pendinginan — adalah proses yang jauh lebih cepat daripada kristalisasi, di mana molekul disejajarkan untuk membentuk struktur kristal yang teratur. Jika bagian yang dibuat tipis (kira-kira kurang dari 2 milimeter), kristalinitas yang diharapkan lebih rendah daripada bagian yang lebih tebal, yang menerima lebih banyak lintasan konsolidasi dan lebih sedikit kehilangan panas ke mandrel. Untuk keduanya kurus dan bagian yang tebal, pertimbangkan kecepatan layup yang lebih lambat untuk lapisan awal.
Untuk mencapai kristalinitas penuh, pertimbangkan hal berikut:
- Setelah penggulungan, anneal (perendaman panas) pada suhu antara matriks termoplastik Tg (suhu transisi gelas) dan Tm (suhu leleh). Sebagai aturan praktis, bagian tengah antara dua suhu memberikan kinetika kristalisasi tercepat.
- Gunakan mandrel yang dipanaskan yang akan meningkatkan kristalinitas lapisan awal. Ini tidak selalu memungkinkan dan mungkin lebih mahal. Jika mandrel yang dipanaskan adalah digunakan, pastikan untuk mempertimbangkan bahwa mandrel mungkin mengalami ekspansi termal.
- Kartu program untuk konsolidasi — dengan kata lain, termasuk lintasan berliku tanpa pita masuk tetapi dengan laser yang sepenuhnya diproyeksikan pada substrat. Ini sebagian besar dilakukan pada lapisan terakhir yang menerima lebih sedikit lintasan, tetapi juga dapat dilakukan pada lapisan pertama untuk meningkatkan daya rekat antarlapisan.
Dimensi pita – fleksibilitas desain dan tingkat produksi
Dimensi pita adalah parameter penting dalam gulungan pita. Jelas, menerima lebar dan ketebalan pita yang konstan dari pemasok akan memungkinkan produk yang berulang dan seragam. Namun, dimensi pita juga menentukan fleksibilitas desain. Misalnya, dengan layup aksial pada mandrel tubular, lebar pita harus cukup sempit agar sesuai dengan kelengkungan mandrel. Semakin besar diameter mandrel, semakin lebar pita yang dapat digunakan. Pita yang lebih lebar berarti hasil yang lebih cepat sementara pita yang lebih sempit lebih ramah desain karena lebih sesuai dengan perubahan kelengkungan dan lebih mudah untuk dikendalikan.
Meskipun ada lebih banyak masalah dan tantangan dengan LATW, suku cadang yang baik mungkin ada, dan metode pembuatan ini akan terus berkembang karena tabung dan tangki komposit digunakan untuk aplikasi penyimpanan hidrogen dan gas lainnya.
Tentang Penulis

Yehiel Shaham
Yehiel Shaham adalah insinyur plastik dan polimer dengan pengalaman hampir 12 tahun dalam pengembangan dan pembuatan termoplastik dari perusahaan plastik dan pertahanan Israel terkemuka. Selama 2016-2020, ia adalah insinyur utama komposit termoplastik (TPCs) di RAFAEL, di mana ia berspesialisasi dalam TP-AFP. Saat ini, ia bertujuan untuk mempromosikan TPC di industri Israel.


