Persyaratan Pencetakan 3D – Glosarium Utama
Ada banyak sekali istilah pencetakan 3D di luar sana. Sementara beberapa istilah sangat umum dan sering digunakan, beberapa tidak, sehingga mudah tersesat dalam terminologi saat membaca. Karena alasan itu, saya memutuskan untuk membuat glosarium utama tentang istilah 3D apa pun.
Dalam artikel ini, saya akan memberi Anda gambaran singkat tentang setiap istilah pencetakan 3D.
Jenis Filamen

ASA
Acrylonitrile styrene acrylate (ASA) adalah jenis filamen yang awalnya dibuat sebagai alternatif ABS dengan kondisi tahan cuaca yang lebih baik dan lebih sedikit lengkungan. ASA tahan UV dan memiliki sifat mekanik yang sangat baik, karena kaku dan tahan benturan. Karena sifat-sifat ini, ASA banyak digunakan untuk aplikasi luar ruangan. Pencetakan dengan ASA harus dilakukan di area yang berventilasi baik karena menghasilkan asap beracun.
ABS
Acrylonitrile butadiene styrene (ABS) adalah salah satu filamen pencetakan 3D tertua dan terpopuler. Ini adalah filamen murah dengan ketahanan suhu tinggi dan daya tahan yang baik. Untuk mencetak dengan benar dengan ABS, Anda memerlukan alas cetak berpemanas atau ruang berpemanas karena filamen ini rentan terhadap pembengkokan berat tanpa panas yang memadai. Gunakan di area yang berventilasi baik untuk menghindari asap yang dihasilkan selama proses peleburan (artikel terkait).
PETG
Polyethylene Terephthalate Glycol (PETG) adalah filamen pencetakan 3D semi-kaku. Objek yang dicetak dengan PETG akan memiliki permukaan akhir yang mengkilap dan halus. Dikenal karena daya tahan dan kemudahan penggunaannya, PETG berdiri di tengah-tengah antara PLA dan ABS (filamen yang paling umum digunakan) karena lebih fleksibel dan tahan lama daripada PLA dan lebih mudah digunakan daripada ABS. PETG bersifat higroskopis, jadi simpan di tempat yang kering dan sejuk (artikel terkait).
PLA
Polylactic Acid (PLA) adalah filamen yang paling umum digunakan dalam pencetakan 3D. Mencetak dengan PLA itu mudah, karena meleleh dengan suhu rendah dan memiliki masalah lengkungan minimal, sehingga cocok untuk pemula. Hindari PLA untuk aplikasi luar ruangan karena memiliki ketahanan panas yang rendah dan dapat berubah bentuk saat terkena sinar matahari (artikel terkait).
Nilon
Nylon adalah jenis filamen yang kuat, tahan lama, dan fleksibel. Beberapa printer memerlukan upgrade sebelum dapat mencetak dengan Nylon karena memerlukan suhu pencetakan yang tinggi dan alas berpemanas agar berhasil mencetak tanpa melengkung. Nylon harus disimpan dalam kantong kedap udara untuk mencegah penyerapan air; jika tidak, kelembapan pada filamen dapat menyebabkan cacat pada cetakan.
HIPS
High Impact Polystyrene (HIPS) sebagian besar digunakan sebagai struktur pendukung yang dapat larut bersama dengan ABS pada printer ekstrusi ganda. HIPS akan larut dalam limonene dan hanya ABS yang tersisa tanpa tanda dukungan. ABS adalah satu-satunya filamen yang tidak rusak oleh limonene. HIPS juga dapat digunakan sebagai filamen tunggal, ringan dan lebih kuat dari PLA dan menghasilkan lebih sedikit lengkungan daripada ABS.
PVA
Polyvinyl alcohol (PVA) adalah filamen yang digunakan sebagai pendukung untuk pencetakan kompleks pada printer 3D ekstrusi ganda. Ini larut dalam air hangat, sehingga dapat dipasangkan dengan banyak filamen, tidak seperti HIPS yang hanya dapat mendukung ABS. PVA sangat sensitif terhadap kelembaban sehingga harus disimpan dalam wadah kedap udara agar spool dapat digunakan dalam jangka panjang.
Fleksibel (TPE, TPU, TPC)
Filamen fleksibel (TPE, TPU, TPC) memiliki sifat seperti karet, artinya sangat elastis dan dapat ditekuk dan diregangkan dengan mudah tanpa putus. Filamen ini lembut dan tahan lama karena memiliki ketahanan benturan yang tinggi. Pengekstrusi Bowden mungkin kesulitan mencetak filamen fleksibel karena dapat menempel dan merusak tabung PTFE (lihat artikel kami).
Serat Karbon
Serat karbon digunakan untuk memperkuat filamen lain untuk meningkatkan sifat material. Filamen yang diresapi dengan serat karbon menunjukkan peningkatan kekuatan dan kekakuan. Hasilnya adalah bahan yang kuat dan ringan yang sempurna untuk aplikasi struktural. Serat ini sangat abrasif dan akan cepat merusak nozel kuningan, jadi pertimbangkan untuk menggunakan nozel bahan keras untuk filamen ini.
Polipropilena
Polypropylene (PP) adalah filamen yang kuat dan tahan lama. Ini memiliki ketahanan panas yang kuat dan menghasilkan permukaan yang halus. Masalah dengan Polypropylene adalah sangat sulit untuk mencetak dengannya karena rentan terhadap lengkungan berat, dan di atas itu memiliki daya rekat lapisan yang buruk.
Polikarbonat
Polycarbonate (PC) adalah salah satu filamen 3D terkuat; filamen ini sangat kuat, tahan lama, namun fleksibel. PC juga memiliki ketahanan panas dan benturan yang sangat baik sehingga menjadikannya pilihan yang solid untuk lingkungan yang kasar. Sebagian besar printer kelas konsumen perlu meningkatkan ujung panas untuk mencetak dengan PC karena memerlukan suhu pencetakan yang sangat tinggi. Filamen PC bersifat higroskopis, oleh karena itu perlu disimpan di ruang kering untuk menjaga integritas spool.
Filamen Konduktif
Filamen konduktif mampu menghantarkan listrik. Filamen jenis ini digunakan untuk rangkaian tegangan rendah. Dalam kebanyakan kasus, PLA atau ABS adalah bahan dasar yang digunakan dalam filamen konduktif, tetapi mereka bukan satu-satunya. Tergantung pada pabrikannya, filamen ini memiliki nilai resistivitas yang berbeda.
Filamen Magnetik
Filamen magnetik adalah filamen dasar PLA atau ABS yang diresapi dengan bubuk besi. Hasilnya adalah filamen yang bertindak seperti logam dan tertarik pada medan magnet. Ini adalah filamen abrasif dan nozzle baja yang dikeraskan harus digunakan (lihat artikel kami tentang topik ini).
Filamen Kayu
Filamen kayu biasanya filamen dasar PLA yang dikombinasikan dengan serat kayu yang terlihat dan terasa seperti kayu. Filamen komposit ini kurang fleksibel dan lebih lemah dari versi PLA normal. Selain itu, nozel dapat rusak dan rusak karena mencetak bahan ini (lihat artikel kami tentang topik ini).
Istilah Terkait Materi
Suhu Transisi Kaca (Tg)
Suhu transisi gelas (Tg) adalah suhu di mana suatu material berubah dari keadaan padat keras menjadi keadaan lunak dan lengket. Bahan dengan Tg rendah seperti PLA lebih mudah dimanipulasi karena tidak memerlukan suhu tinggi untuk diproses. Demikian juga, material dengan Tg tinggi akan mampu bertahan dalam kondisi kasar karena lebih sulit untuk berubah bentuk (artikel lengkap). Diukur dalam C° atau F°.
Kekuatan Tarik
Kekuatan tarik menunjukkan seberapa besar tekanan yang dapat diterima suatu material sebelum putus. Setiap kali Anda mencetak komponen untuk tujuan kekuatan dan daya tahan, gunakan filamen kekuatan tarik tinggi seperti polikarbonat (jika printer Anda mengizinkannya). Biasanya diukur dalam Pascal.
Konduktivitas
Konduktivitas mengacu pada properti atau kekuatan bahan untuk melakukan atau mengirimkan panas atau listrik. Biasanya diukur dalam Siemens per meter.
Elastisitas
Elastisitas adalah kemampuan benda fisik untuk berubah bentuk ketika gaya yang cukup diterapkan padanya dan kemudian kembali ke ukuran dan bentuk aslinya ketika gaya itu dihilangkan.
Kekuatan Kelelahan
Kekuatan Kelelahan menunjukkan seberapa besar tekanan yang dapat diterima material untuk sejumlah siklus tertentu tanpa putus. Ini diukur sebagai jumlah siklus kompresi-tegangan.
Viskositas
Viskositas mengacu pada resistensi cairan untuk mengubah bentuk, dengan kata lain, mengukur resistensi cairan untuk mengalir. Misalnya, air memiliki viskositas yang lebih rendah daripada madu. Biasanya dinyatakan dalam centipoise (cP), yang setara dengan 1 mPa per detik.
Higroskopisitas
Bahan higroskopis menyerap kelembaban dari lingkungan sekitarnya. Ketika bahan-bahan ini menyerap molekul air, mereka dapat berubah secara fisik, mengubah sifat-sifatnya. Ini dapat diukur dengan membandingkan volume suatu benda dalam keadaan kering dan lembab.
Suku Cadang Printer 3D
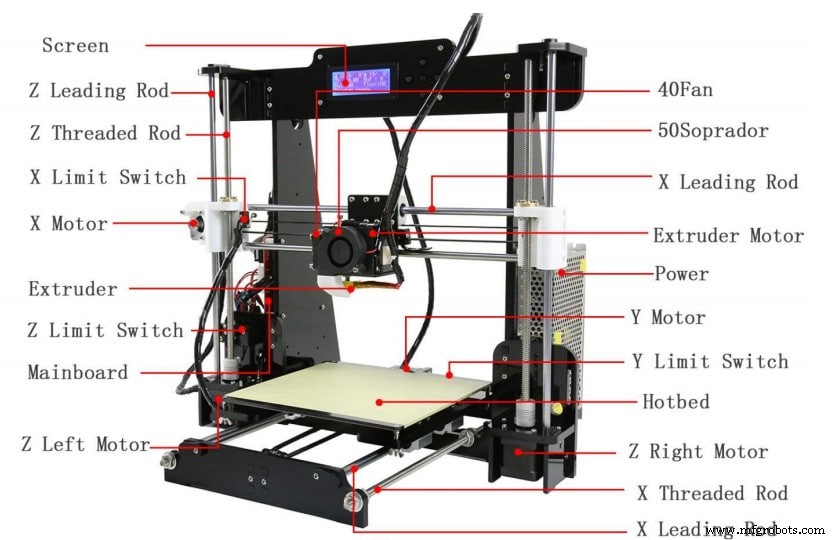
Papan Pengontrol
Papan pengontrol adalah "otak" printer 3D Anda. Ini menangani semua fungsi dan persyaratan elektronik dari printer 3D. Papan sirkuit tercetak (PCB) ini menerima kode-G dari pemotong dan menerjemahkannya ke dalam perintah untuk motor dan komponen pemanas printer 3D.
Ekstrusi
Extruder adalah bagian dari printer 3D yang menangani pemindahan dan pemrosesan filamen untuk menyimpannya dalam lapisan yang berurutan untuk membentuk objek 3D. Extruder terdiri dari 2 elemen, ujung dingin, dan ujung panas.
Akhir Dingin
Ujung dingin adalah bagian dari printer 3D tempat filamen diumpankan. Di sana, roda gigi penggerak mengambil filamen dan mendorongnya ke ujung yang panas. Dalam ekstruder penggerak langsung, ujung dingin berada tepat di atas ujung panas. Sedangkan dalam pengaturan Bowden, roda gigi penggerak biasanya dipasang pada bingkai printer.
Akhir Panas
Ujung panas adalah bagian dari printer 3D di mana filamen dicairkan dan kemudian disimpan dalam lapisan-lapisan berturut-turut ke dalam alas cetak. Filamen didorong melalui tabung konduktif non-panas ke dalam blok pemanas di mana ia akan meleleh dan kemudian didorong keluar nozzle.
Nosel
Nosel disekrup ke dalam blok pemanas dan merupakan bagian terakhir dari ujung panas yang dilalui filamen sebelum disimpan ke tempat tidur cetak. Nozel datang dalam diameter dan bahan yang berbeda, kuningan menjadi yang paling umum digunakan dan 0.4mm menjadi diameter yang paling populer. Hindari nozel kuningan setiap kali Anda mencetak dengan filamen abrasif karena dapat cepat rusak.
Tabung Bowden
Dalam pengaturan Bowden, roda gigi penggerak biasanya dipasang pada bingkai printer. Dari sana, filamen didorong melalui tabung Bowden ke ujung panas. Tabung Bowden umumnya terbuat dari plastik PTFE yang tahan panas dan melindungi filamen.
Blok Pemanas
Blok pemanas adalah bagian dari ujung panas dan berfungsi sebagai konduktor termal. Kartrid pemanas memanaskan blok pemanas yang kemudian memanaskan nosel. Blok pemanas biasanya terbuat dari aluminium karena merupakan konduktor termal yang sangat baik.
Kartrid Pemanas
Kartrid pemanas adalah elemen yang bertanggung jawab untuk menghasilkan panas dalam printer 3D. Mereka dimasukkan ke dalam blok pemanas dan menghasilkan panas dari arus listrik. Panas mengalir melalui blok pemanas ke nozel tempat filamen meleleh.
Termistor
Termistor dimasukkan ke dalam blok pemanas dan memberitahu printer 3D seberapa panas blok pemanas. Hal ini penting karena berbagai jenis filamen memerlukan suhu pencetakan yang berbeda agar berhasil meleleh.
Kipas Pendingin
Kipas pendingin adalah bagian dari ujung panas dan bersama dengan unit pendingin membantu menghilangkan panas. Tanpa kipas pendingin, panas yang dihasilkan oleh suhu pencetakan yang tinggi dapat mengalir keluar dari ujung panas dan melelehkan filamen sebelum waktunya. Jika filamen meleleh sebelum memasuki ujung panas, kemungkinan besar Anda harus berurusan dengan bakiak.
Kipas Lapisan
Kipas lapisan penting untuk berhasil mencetak beberapa filamen. Itu terletak di dekat nosel dan bertujuan untuk mendinginkan filamen ketika keluar ke tempat tidur cetak. Dengan cara ini kami membantu filamen yang meleleh untuk mengeras lebih cepat dan menghindari deformasi.
Endstop
Endstop memberi tahu printer 3D Anda seberapa jauh ia dapat menggerakkan nozzle melalui sumbu X, Y, Z. Endstop bertanggung jawab untuk menghindari tergelincir dan macet pada sumbu tertentu. Yang paling umum adalah sakelar mekanis, tetapi ada juga sakelar optik dan magnet.
Tempat Tidur Cetak
Tempat tidur cetak adalah permukaan tempat printer 3D mencetak. Idealnya, ini memberikan permukaan yang rata sempurna untuk nosel Anda untuk diekstrusi. Tempat tidur cetak juga memberikan lapisan pertama permukaan yang lengket untuk menghindari filamen terlepas. Tergantung pada bahan tempat tidur cetak, Anda mungkin perlu mengoleskan beberapa perekat untuk memastikan filamen menempel padanya. Tempat tidur kaca cetak adalah yang paling umum digunakan tetapi ada bahan lain dengan sifat yang berbeda.
X, Y, Z Motor Sumbu
Motor sumbu bertanggung jawab untuk menggerakkan nosel printer 3D melintasi sumbu yang berbeda. Agar pencetakan berhasil, motor sumbu harus menggerakkan ujung panas dengan benar. Kerusakan apa pun pada motor sumbu akan menurunkan kualitas dan kecepatan pencetakan.
Persyaratan Pemecahan Masalah
Melengkung
Anda memiliki masalah melengkung setiap kali Anda melihat filamen melengkung menjauh dari alas cetak saat mencetak 3D. Warping terjadi ketika filamen mendingin secara tidak merata, karena plastik berkontraksi saat mendingin. Jika filamen berkontraksi terlalu banyak, ia akan terangkat dan terpisah dari alas cetak. Untuk mencegah lengkungan, pastikan filamen memiliki daya rekat yang baik pada alas cetak. Beberapa filamen lebih rentan melengkung dan memerlukan penggunaan tempat tidur berpemanas untuk menghindarinya.
Panas Merambat
Heat creep mengacu pada masalah dalam pencetakan 3D di mana panas bergerak ke atas di luar zona leleh dan mulai melemahkan dan melunakkan filamen sebelum waktunya. Masalah ini menyebabkan ekstruder tidak berfungsi dan pada akhirnya dapat menyebabkan penyumbatan. Untuk menghindari heat creep, coba turunkan suhu pencetakan dan pastikan kipas pendingin berfungsi.
Menjembatani
Menjembatani dalam pencetakan 3D pada dasarnya adalah ekstrusi filamen yang tersuspensi di udara yang menghubungkan dua kolom. Ketika printer gagal menjembatani celah kecil, ada masalah menjembatani. Masalah menjembatani cukup umum; untuk mengatasi masalah ini coba tingkatkan kecepatan kipas lapisan, dan kurangi suhu dan kecepatan pencetakan (artikel terkait).
Akurasi Dimensi
Setiap kali objek cetakan Anda ternyata memiliki ukuran yang berbeda dari yang semula dimaksudkan, Anda menghadapi masalah akurasi dimensi. Seberapa baik objek yang dicetak sesuai dengan ukuran dan spesifikasi file asli tergantung pada banyak hal. Jadi sebelum Anda mulai mengencangkan ikat pinggang dan mengutak-atik firmware, cetak kubus uji untuk melihat seberapa akurat printer Anda. ABS dikenal menyusut hingga 8% saat pendinginan.
Ghosting atau Dering
Ghosting, ringing, ripple, echoing, semua istilah ini mengacu pada keberadaan garis atau fitur duplikat yang tidak diinginkan di seluruh permukaan objek cetak 3D. Hal ini disebabkan oleh perubahan kecepatan dan arah yang cepat pada extruder yang mengakibatkan getaran. Untuk mencegah masalah ini, kurangi kecepatan pencetakan dan kurangi pengaturan akselerasi dan brengsek (artikel lengkap tentang cara mengatasi masalah ini).
Ekstrusi Berlebih
Setiap kali printer 3D mengekstrusi lebih banyak filamen daripada yang menurut perangkat lunak disebut ekstrusi berlebih. Ekstrusi yang berlebihan menyebabkan kualitas cetakan yang buruk dan benar-benar dapat merusak objek yang dicetak. Perbaikan yang mungkin untuk ekstrusi berlebih adalah menurunkan suhu pencetakan, menurunkan laju aliran ekstrusi, dan memastikan pemotong memiliki pengaturan diameter filamen yang benar (artikel lengkap tentang cara mengatasi masalah).
Di Bawah Ekstrusi
Setiap kali printer 3D mengekstrusi lebih sedikit filamen daripada yang menurut perangkat lunak itu disebut di bawah ekstrusi. Under-ekstrusi melemahkan struktur objek cetak 3D. Jika Anda melihat lapisan model Anda terlalu tipis atau memiliki lubang atau celah, kemungkinan besar Anda mengalami under-ekstrusi. Untuk memperbaiki kekurangan ekstrusi, buat perangkat lunak memiliki diameter filamen yang benar dan tingkatkan suhu pencetakan dan laju aliran ekstrusi (artikel pemecahan masalah terkait).
Perekat Tempat Tidur
Adhesi tempat tidur mengacu pada seberapa lengket tempat tidur cetak Anda. Untuk pencetakan yang sukses, penting agar filamen menempel pada alas cetak. Adhesi tempat tidur yang buruk dapat menyebabkan lengkungan di antara masalah pencetakan lainnya. Untuk mencegah masalah adhesi tempat tidur, pastikan tempat tidur cetak rata dan bersih. Jika masalah berlanjut, lem tongkat dan semprotan rambut dapat memberikan banyak daya rekat ekstra untuk alas cetak.
Pemisahan Lapisan
Pemisahan lapisan berkaitan dengan ikatan antar lapisan. Untuk pencetakan yang sukses, setiap lapisan harus cukup menempel pada lapisan di bawahnya. Adhesi lapisan ke lapisan yang buruk dapat menghasilkan cetakan yang rusak secara drastis. Pemisahan lapisan mudah dideteksi karena Anda akan melihat celah di antara lapisan. Lihat artikel kami tentang penyebab dan solusi masalah ini.
Extruder Tersumbat
Extruder yang tersumbat berarti printer 3D Anda tidak dapat lagi mengeluarkan filamen dengan benar. Ini biasanya disebabkan oleh penyumbatan di dalam nosel. Untuk mencegah ekstruder tersumbat pastikan Anda memiliki suhu pencetakan yang benar untuk filamen Anda dan bersih. Juga, periksa apakah nozel tidak terlalu dekat dengan alas cetak karena terkadang tidak ada cukup ruang untuk ekstrusi (cara memperbaiki ekstruder yang tersumbat).
Kesenjangan
Kesenjangan adalah masalah umum dalam pencetakan 3D. Anda dapat memiliki celah antara garis di lapisan pertama dan atas atau di antara lapisan. Solusi yang berbeda berlaku tergantung di mana celahnya (cara memperbaiki celah).
Blob dan Zits
Gumpalan dan Jerawat adalah gumpalan kecil di permukaan luar objek cetak 3D. Ini terjadi di tempat ekstruder selesai mencetak bagian kulit terluar dan mulai mencetak yang baru. Untuk mencegah gumpalan dan jerawat, pastikan Anda memiliki pengaturan pencabutan dan peluncuran yang optimal di alat pengiris.
Pengisian Lemah
Infill memberikan dukungan untuk struktur objek cetak 3D. Infill yang lemah berarti cetakan dapat dengan mudah pecah. Untuk menghindari masalah ini, gunakan pola isian yang kuat. Jika masalah berlanjut, turunkan kecepatan pencetakan dan tingkatkan persentase pengisian (artikel lengkap).
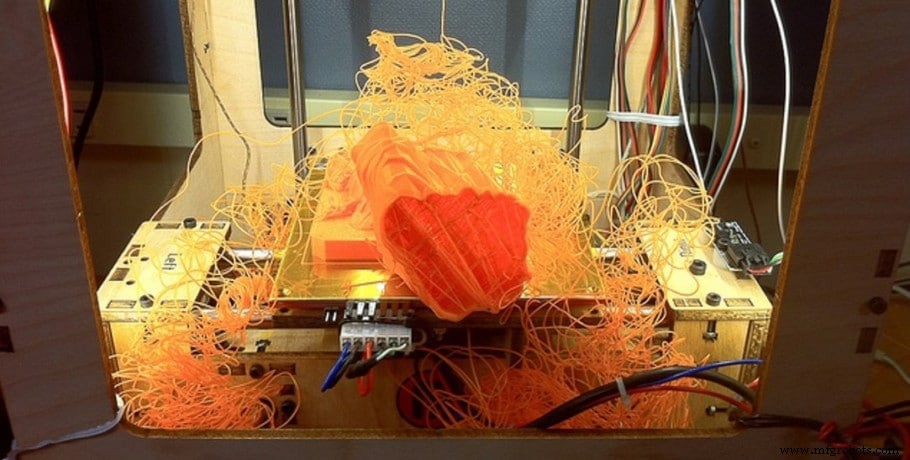
Merangkai
Ketika ekstruder bergerak melalui ruang terbuka ke lokasi baru untuk dicetak, beberapa filamen mungkin keluar dari nosel dan menempel pada objek yang dicetak. Masalah ini disebut merangkai dan membuat cetakan Anda terlihat seperti sarang laba-laba. Untuk mencegah merangkai, turunkan suhu pencetakan dan pastikan Anda memiliki pengaturan retraksi yang tepat (artikel lengkap).
Pergeseran Lapisan
Pergeseran lapisan adalah kesalahan dalam pencetakan 3D di mana printer tidak berfungsi dan salah menempatkan lapisan. Lapisan diposisikan secara tidak benar dari satu sama lain, ini dapat terjadi secara bertahap atau sebagai satu perpindahan besar. Hal ini dapat terjadi karena kecepatan yang berlebihan, dan masalah mekanis atau listrik.
Terlalu panas
Overheating adalah masalah dalam pencetakan 3D di mana filamen diekstrusi pada suhu tinggi dan dengan demikian tidak dapat mendingin tepat waktu dan mempertahankan bentuk yang diinginkan. Panas berlebih dapat diperbaiki dengan suhu pencetakan dan kipas lapisan yang tepat.
Kaki Gajah
Kaki gajah menggambarkan kekurangan pencetakan 3D di mana lapisan pertama dari objek cetakan 3D sedikit lebih besar dari yang lain. Terkadang beban dari lapisan atas menyebabkan tekanan yang cukup untuk menggembungkan lapisan pertama jika belum sepenuhnya dingin. Kaki gajah dapat diperbaiki dengan meratakan tempat tidur cetak, mengurangi suhu tempat tidur berpemanas, atau menambahkan rakit ke model (artikel terkait).
Teknologi Pencetakan 3D
Stereolitografi (SLA)
Stereolithography (SLA) adalah teknologi pencetakan 3D yang populer. Teknologi ini menggunakan laser untuk mengeraskan resin fotosensitif dengan metode lapis demi lapis. SLA adalah salah satu metode pencetakan 3D paling akurat karena memberikan detail berkualitas tinggi, toleransi dimensi yang ketat, dan permukaan akhir yang halus. Kelemahannya adalah SLA biasanya lebih lambat, resin rapuh, dan komponennya mahal. Untuk cetakan yang lebih kuat, disarankan untuk menggunakan pengeringan UV pasca-pemrosesan (artikel terkait).
Pemrosesan Cahaya Digital (DLP)
Digital Light Processing (DLP) adalah teknik pencetakan 3D yang menggunakan cahaya layar proyektor khusus untuk memperkuat resin fotosensitif. DLP membuat seluruh lapisan sekaligus, yang membuatnya lebih cepat daripada SLA. Untuk mencapai bentuk yang diinginkan, perangkat cermin mikro digital (DMD) yang terletak di antara sumber cahaya dan resin mengarahkan cahaya dan menciptakan pola lapisan.
Fused Deposition Modeling (FDM)
Fused Deposition Modeling (FDM) adalah metode pembuatan aditif yang paling populer. Ini melibatkan memberi makan printer 3D dengan filamen termoplastik yang dipanaskan melewati suhu transisi kacanya. Kemudian, filamen yang meleleh diekstrusi pada alas cetak dengan cara lapis demi lapis. Printer FDM lebih murah daripada printer resin dan dapat menggunakan berbagai macam bahan untuk mencetak (artikel terkait).
Sintering Laser Selektif (SLS)
Selective Laser Sintering (SLS) adalah metode manufaktur aditif yang cepat. Teknologi ini menciptakan objek 3D dengan mensinter partikel serbuk polimer halus. Setelah roller menyebarkan lapisan tipis bedak di atas alas cetak, laser memanaskan material dan menyatukannya. Ketika satu lapisan telah selesai dicetak, alas cetak diturunkan dan lapisan bubuk lainnya diletakkan agar proses dapat dilanjutkan. Cara ini tidak memerlukan penopang karena bedak itu sendiri berfungsi sebagai penopang. Setelah pencetakan selesai, Anda harus mengeluarkan bubuk yang tidak disinter dari model.
Pencairan Laser Selektif (SLM)
Selective Laser Melting (SLM) adalah teknik manufaktur aditif cepat lainnya. Dalam SLM, laser digunakan untuk melelehkan dan menggabungkan bubuk logam menjadi satu. Sebuah rol menyebarkan bubuk logam di atas alas cetak dan saat laser selesai mencetak lapisan, alas cetak diturunkan dan prosesnya diulang. Tidak seperti SLS, SLM membutuhkan dukungan untuk overhang karena materialnya lebih berat.
Electron Beam Melting (EBM)
Electron Beam Melting (EBM) adalah teknologi manufaktur aditif yang digunakan untuk mencetak bagian logam. Proses pencetakan berlangsung di ruang vakum di mana berkas elektron berenergi tinggi memadukan bubuk logam untuk membuat, lapis demi lapis, bagian yang diinginkan. Teknik ini sangat cepat dan memungkinkan konstruksi objek yang kompleks dan sangat tahan. Mesin dan bahan EBM mahal, sehingga teknologi ini banyak digunakan oleh industri bernilai tinggi.
Pembuatan Objek Laminasi (LOM)
Laminated Object Manufacturing (LOM) adalah proses manufaktur aditif cepat yang membuat model dengan menggunakan kertas, plastik, atau laminasi logam. Bahan direkatkan secara berurutan menggunakan panas dan tekanan, dan bentuk objek yang diinginkan dipotong dengan pemotong laser.
Perangkat Lunak Pencetakan 3D
Perangkat lunak CAD populer untuk pencetakan 3d
Blender
Blender adalah perangkat lunak sumber terbuka dan gratis yang mendukung keseluruhan jalur pipa 3D. Ini adalah program luar biasa untuk desain artistik, di mana Anda lebih peduli pada penampilan alami dari bentuk manusia hidup daripada akurasi dimensi. Karena pengembang Python open-source dapat menggunakan API Blender untuk membuat alat mereka sendiri (tinjauan lengkap).
ZBrush
ZBrush adalah raja pahatan digital karena memiliki banyak sekali pilihan kuas pahat. Perangkat lunak ini dapat menangani jumlah poligon yang sangat tinggi yang memungkinkan desainer untuk membuat model yang sangat detail. Langganan berbayar diperlukan untuk menggunakan program (tinjauan lengkap).
SketchUp
SketchUp adalah perangkat lunak desain berbantuan komputer 3D berbasis browser dengan versi gratis dan berbayar. Ini adalah perangkat lunak yang bagus untuk pemula yang tertarik dengan konstruksi dan desain interior karena merupakan salah satu program pemodelan CAD 3D termudah untuk memulai di dunia desain 3D (ulasan lengkap).
Fusion360
Fusion360 adalah perangkat lunak CAD 3D berbasis cloud untuk desain dan manufaktur produk. Ini paling baik digunakan untuk pemodelan yang akurat, itulah sebabnya sangat cocok untuk pencetakan 3D fungsional di mana toleransi yang tepat dan sudut tertentu diperlukan. Untuk penggunaan profesional, Anda perlu membayar langganan, tetapi gratis untuk kebutuhan pribadi (tinjauan lengkap).
GratisCAD
FreeCAD adalah perangkat lunak pemodel parametrik 3D sumber terbuka dan gratis. Program ini dimaksudkan untuk digunakan untuk merancang model untuk tujuan mekanis seperti suku cadang yang akurat dan objek teknis yang diuraikan. Karena FreeCAD sepenuhnya parametrik, tidak disarankan untuk memodelkan bentuk organik (tinjauan lengkap).
SolidWorks
SolidWorks adalah perangkat lunak desain berbantuan komputer populer yang dianggap sebagai standar industri untuk rekayasa. Ini difokuskan pada desain parametrik sehingga pemodelan organik tidak terlalu praktis dengan program ini. SolidWorks terutama dikembangkan untuk membangun objek mekanis yang mengintegrasikan mekanisme dan rakitan. Lisensi berbayar diperlukan untuk menggunakan perangkat lunak ini (tinjauan lengkap).
Tinkercad
Tinkercad adalah perangkat lunak desain 3D berbasis browser gratis. Ini adalah alat yang hebat untuk memperkenalkan anak-anak pada keajaiban pemodelan 3D karena cukup mudah untuk mendapatkan konsep dasar dengannya. Di Tinkercad, Anda mendesain menggunakan katalog bentuk prasetel yang membatasi pilihan Anda, tetapi Anda masih dapat membuat beberapa model yang menakjubkan dengannya (ulasan lengkap).
Pemotong Populer untuk pencetakan 3d
Cura
Cura adalah aplikasi pengiris open-source gratis yang sangat populer untuk printer 3D. Ini adalah alat pengiris yang sederhana dan mudah diakses baik untuk pemula maupun ahli. Pemula akan segera mengetahui betapa mudahnya menggunakan perangkat lunak ini dengan antarmuka yang ramah, jelas, dan pengaturan prasetel yang disarankan. Untuk para ahli, ada lebih dari 400 setelan yang dapat Anda sesuaikan untuk mendapatkan hasil yang Anda inginkan (lihat perbandingan alat pengiris).
Sederhanakan3D
Simplify3D adalah program pemotong 3D berbayar. Karena biayanya, sebagian besar digunakan oleh para profesional untuk tujuan komersial. Simplify3D memberi pengguna kesempatan untuk bekerja dengan banyak proses. Anda dapat mengatur parameter yang berbeda untuk objek yang berbeda pada alas cetak dan bahkan ketinggian lapisan yang berbeda untuk model yang sama. Selain itu, Simplify3D adalah pemotong cepat dan dapat mengimpor file besar dan menampilkannya dalam waktu singkat (lihat perbandingan pemotong).
KISSlicer
KISSlicer adalah aplikasi pengiris untuk printer 3D dengan versi gratis dan berbayar. Sebagian besar pembuat akan menemukan versi Gratis memenuhi kebutuhan mereka tetapi beberapa mungkin ingin pengaturan lebih lanjut ditemukan di versi Pro, seperti opsi ekstrusi ganda. Alat pengiris ini mudah digunakan namun memiliki banyak fitur pengiris canggih untuk cetakan berkualitas.
Slic3r
Slic3r adalah perangkat lunak pengiris gratis dan sumber terbuka yang sangat baik untuk printer 3D. Alat pengiris ini lebih cocok untuk para ahli karena memiliki terlalu banyak pengaturan dan fitur eksperimental. Slic3r adalah program serba bisa yang dapat mengambil apa pun yang Anda lemparkan, bahkan dapat digunakan untuk cetakan SLA.
OctoPrint
OctoPrint adalah aplikasi pengontrol printer 3D jarak jauh sumber terbuka dan gratis. Dengan perangkat berkemampuan WiFi, seperti Raspberry Pi, yang terhubung ke printer 3D, Anda mendapatkan kontrol penuh atas cetakan Anda melalui browser web atau perangkat genggam. Selain itu, OctoPrint dapat mengiris file STls karena memiliki CuraEngine terintegrasi.
PrusaSlicer
PrusaSlicer adalah perangkat lunak sumber terbuka gratis berdasarkan Slic3r. Program ini menyediakan tiga mode untuk digunakan, pemula, lanjutan, dan ahli. Mode ini bersama dengan antarmuka pengguna yang jelas dan sederhana membuat perangkat lunak ini ramah pengguna. Perangkat lunak kaya fitur ini dapat digunakan untuk printer FDM dan resin (lihat perbandingan alat pengiris).
Format Berkas

STL
STL adalah format file yang paling umum digunakan dalam pencetakan 3D. Ketika proses pemodelan selesai, objek disimpan sebagai file STL, yang menyimpan informasi tentang model 3D sebagai mesh segitiga tessellated.
Sebagian besar printer 3D tidak dapat menginterpretasikan STL secara langsung, sehingga file diubah menjadi kode-G sebelum dicetak. File STL hanya berisi informasi tentang geometri permukaan model 3D. Tidak ada informasi tentang warna, tekstur, juga tidak memeriksa stabilitas geometri objek yang dapat menyebabkan kesalahan.
G-kode
Printer 3D (dan sebagian besar mesin CNC) membaca kode-G untuk mendapatkan petunjuk tentang cara mencetak model. G-code menyediakan secara berurutan semua perintah (gerakan ekstrusi, suhu, kipas, kecepatan, dll) yang akan dijalankan printer 3D untuk mencetak model yang diinginkan.
OBJ
OBJ adalah format file populer lainnya yang digunakan untuk menyimpan proyek saat proses pemodelan selesai. OBJ dapat menyimpan geometri permukaan, warna, dan tekstur model. Dengan OBJ Anda bisa mendapatkan permukaan yang lebih halus karena dapat menggunakan berbagai jenis poligon.
AMF
AMF dimaksudkan untuk menggantikan STL sebagai format file utama dalam pencetakan 3D. Dirancang agar lebih cepat, AMF memiliki dukungan asli untuk spesifikasi file seperti geometri permukaan, warna, material, dan orientasi. Namun, AMF tidak didukung secara universal di industri pencetakan 3D.
3MF
3MF adalah format file sumber terbuka untuk pembuatan aditif yang semakin populer di industri pencetakan 3D. 3MF sangat akurat dan dapat menyimpan data manufaktur seperti pengaturan alat pengiris selain semua informasi yang relevan tentang model (geometri permukaan, warna, dan tekstur). File-file ini biasanya bebas dari kesalahan dan siap untuk dicetak.
VRML dan X3D
VRML dan penerusnya X3D adalah format file standar yang digunakan untuk mewakili objek dunia interaktif 3D di web. Geometri permukaan, warna, dan tekstur dapat ditentukan dalam file-file ini. Beberapa pemotong dapat membaca format file ini secara langsung.
DWG
DWG (drawing) adalah format file biner berpemilik yang berisi semua data tentang proyek CAD. DWG adalah format asli untuk beberapa perangkat lunak CAD dan sebagian besar digunakan oleh para insinyur, desainer, dan arsitek.
F3D
F3D adalah format file asli yang digunakan oleh Fusion360 untuk menyimpan arsip lokal model, desain, dan aset.
DXF
DXF adalah format file data CAD yang dikembangkan oleh Autodesk. DXF dibuat untuk memungkinkan interoperabilitas data antara AutoCAD dan perangkat lunak lainnya.
LANGKAH
Format file STEP digunakan untuk interoperabilitas antara semua program CAD. Format file sumber terbuka ini dapat dengan tepat menggambarkan bentuk apa pun menggunakan representasi matematis dari geometri 3D (NURBS).
SAT
File SAT menyimpan data geometri 3D dalam format file teks standar. Format ini didukung oleh banyak perangkat lunak CAD 3D sehingga dapat digunakan untuk interoperabilitas dan disimpan dalam format pemodelan solid ACIS Spatial.
X3G
X3G adalah format file jalur alat yang dikembangkan oleh MakerBot. Ini adalah alternatif kode-G yang disederhanakan dan efisien yang lebih mudah ditangani oleh printer MakerBot.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


