Seberapa sering Anda harus meratakan Tempat Tidur printer 3D Anda?
Saat memulai pencetakan 3d, Anda akan kewalahan dengan jumlah parameter yang ditawarkan Slicer Anda. Beberapa dari mereka tentu saja lebih penting daripada yang lain. Tidak ada cara lain untuk mengetahui cara menyempurnakan suhu ekstruder, kecepatan gerakan, suhu tempat tidur berpemanas, di antara puluhan pengaturan.
Setelah Anda menetapkan pengaturan Anda, Anda mungkin terkejut bahwa kualitas keluaran cetakan Anda mulai memburuk pada cetakan berikutnya, bahkan ketika Anda mencetak model yang sama. Hal ini mungkin disebabkan oleh berbagai alasan, tetapi tempat tidur yang tidak rata merupakan masalah yang mungkin terjadi yang juga mudah diperbaiki. Seberapa sering Anda harus meratakan printer 3D Anda ?
Anda bisa lolos dengan meratakan tempat tidur setiap 5-10 cetakan tergantung pada seberapa stabil tempat tidur dan seberapa hati-hati Anda saat mengeluarkan cetakan yang sudah jadi dari permukaan. Agar tetap aman, disarankan untuk meratakan tempat tidur sebelum cetakan besar (15 jam atau lebih) untuk memastikan bahwa itu tidak gagal di tengah cetakan. Selain itu, disarankan untuk meratakan tempat tidur setiap kali Anda mengganti tempat tidur atau suhu nozzle .
Apa pentingnya meratakan tempat tidur?
Tempat tidur cetak yang diratakan sangat penting untuk pencetakan yang sukses. Permukaan tempat tidur harus diratakan dan memiliki jarak Z-Axis yang konsisten dengan nozzle untuk memastikan kualitas pencetakan yang konsisten. Jika tidak, kegagalan cetak adalah suatu kepastian.
Terlepas dari filamen apa yang Anda gunakan, cetakan Anda akan terpengaruh oleh apakah tempat tidur Anda rata atau tidak. Dua faktor lain yang berperan penting dalam keberhasilan pencetakan adalah ketebalan lapisan pertama dan offset Z.
Jarak antara nosel ekstrusi filamen dan alas cetak harus konsisten untuk adhesi lapisan yang tepat. Untungnya, semua printer 3D modern memiliki semacam rutinitas perataan, dan beberapa bahkan memiliki fitur perataan otomatis.
Printer dengan sensor tingkat tempat tidur hanya perlu dikalibrasi ulang dengan kedalaman Z. Sensor akan mengukur ketinggian tempat tidur dan melakukan koreksi sebelum setiap pencetakan. Memiliki sensor ini juga memungkinkan untuk mengoreksi alas pencetakan yang tidak rata, karena Anda dapat membuat mesh level yang akan menyesuaikan lapisan pertama dengan menaikkan dan menurunkan nozzle.
Tanda-tanda bahwa Anda perlu meratakan tempat tidur cetak
Semakin Anda membenamkan diri ke dalam pencetakan 3D, semakin banyak tantangan yang akan Anda hadapi. Anda mungkin melihat ketidakkonsistenan dalam cetakan Anda yang akan membuat Anda menarik rambut Anda dengan frustrasi. Kita semua mengalami masalah gigi 3D, dan dalam prosesnya, kita belajar apa yang harus diwaspadai. Berikut adalah beberapa masalah yang mengarah ke tempat tidur cetak yang tidak rata:
Nosel terlalu dekat dengan tempat tidur
Filamen leleh yang dikeluarkan dari nosel harus terlihat dari bagian pertama kepala printer. Jika Anda memperhatikan bahwa ini hanya terjadi dari lintasan ketiga atau keempat, kemungkinan besar, nozel terlalu dekat dengan alas printer. Hal ini mungkin disebabkan oleh kalibrasi yang salah yang disebabkan oleh perataan tempat tidur yang buruk.
Sudah menjadi rahasia umum bahwa tidak ada tempat tidur cetak yang memiliki level 100%. Mereka semua tampaknya memiliki titik tinggi atau rendah yang hampir tidak terlihat pada awalnya. Namun melalui penggunaan dan perubahan suhu, alas cetak akan menjadi lebih tidak rata.
Jika nosel terlalu dekat dengan alas cetak, filamen yang meleleh mungkin tidak dapat diekstrusi. Bahkan jika diekstrusi, Z-offset tidak akan berada pada level optimal, dan masalah akan mengikuti. Nosel akan secara harfiah menekan filamen yang dipanaskan ke alas cetak dan akan merusak cetakan. Untuk memperbaiki situasi ini, Anda harus menambah jarak antara nosel dan permukaan pencetakan.
Cara umum untuk memeriksa Z-offset adalah dengan menggunakan selembar kertas A4 standar. Cukup geser di antara alas cetak dan nosel, dan itu akan melewatinya tanpa macet. Setelah Anda memastikan bahwa nosel terlalu dekat dengan alas cetak, Anda perlu melakukan penyesuaian. Penyesuaian perlu dilakukan sedikit demi sedikit hingga Anda mencapai Z-offset yang diinginkan.
Lapisan pertama hampir selalu memberi tahu Anda jika pelat bangunan Anda diratakan dengan benar. Perhatikan gambar berikut dan gunakan sebagai referensi untuk meratakan printer Anda dengan teknik kertas.
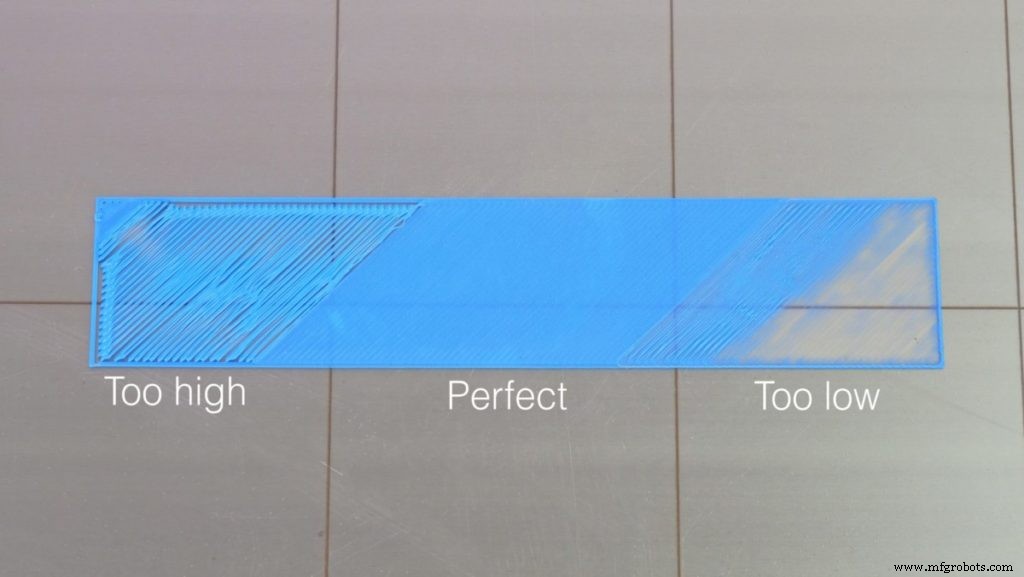
- Nozzle terlalu tinggi:masalah dapat diidentifikasi ketika filamen tidak menempel dengan benar ke permukaan. Alih-alih mencetak lapisan plastik yang konsisten, lapisan pertama akan terlihat seperti untaian plastik.
- Nozzle terlalu rendah:meskipun plastik menempel dengan benar ke permukaan pencetakan, jarak yang tidak memadai antara nozzle dan alas tidak memungkinkan mesin melepaskan plastik dalam jumlah yang cukup.
Apakah masalahnya adalah nozzle yang dekat atau jauh, Anda juga harus memeriksa apakah masalahnya seragam di sepanjang sumbu X dan Y. Jika tidak rata, Anda hanya harus mengkalibrasi ulang pada sudut yang terlalu rendah atau tinggi.
Adhesi tempat tidur buruk
Adhesi yang buruk dari filamen leleh ke pelat build dapat dikaitkan dengan tempat tidur yang tidak rata. Nosel harus cukup dekat dengan pelat pembuat untuk mengeluarkan filamen cair dengan bebas. Namun, jika Z-offset tidak konsisten, area lapisan pertama tidak akan menempel pada pelat build.
Sangat penting untuk memiliki lapisan pertama yang menempel secara seragam pada pelat bangunan. Di mana nosel terlalu jauh dari pelat build, akan ada efek perekat yang melemah. Anda dapat menggunakan “Tes penyiksaan pelekatan tempat tidur ” untuk mengkonfirmasi kecurigaan Anda. Alasan lain untuk daya rekat yang buruk pada pelat bangunan adalah penggunaan pelat bangunan yang terkontaminasi yang perlu dibersihkan.
Untuk mendapatkan lapisan pertama yang berhasil, Anda perlu mencapai keseimbangan antara daya rekat dan kemudahan pelepasan. Ini berarti bekerja dengan alas datar dan memastikan bahwa filamen leleh dan suhu alas sudah benar. Jika Anda memiliki tempat tidur kaca, Anda juga dapat menggunakan perekat seperti hairspray atau lem untuk menjaga lapisan pertama Anda tetap di tempatnya.
Tinggi dan Lebar Filamen dapat bervariasi selama pencetakan
Ekstrusi mungkin tidak selalu konsisten selama pencetakan karena sejumlah alasan. Pertama, Anda perlu memeriksa apakah filamen yang masuk ke printer Anda tidak kusut dan menyebabkan resistensi. Kedua, nozzle mungkin mulai tersumbat dan perlu dibersihkan.
Setiap ekstruder memiliki lebar ekstrusi spesifiknya sendiri, jadi saat memeriksa lebarnya, pilih ekstruder yang saat ini ada di printer Anda. Sebagai aturan umum, lebar ekstrusi harus tepat 100% dari diameter nosel (0,4 mm adalah ukuran paling populer). Jika lebarnya di bawah diameter nozzle, maka akan menghasilkan aliran yang tidak konsisten. Karena ekstrusi konsisten, semakin pendek lapisan vertikal, semakin tebal garis horizontalnya dan sebaliknya.
Tempat tidur yang tidak rata akan menghasilkan lapisan pertama yang tidak rata di mana Anda akan mendapatkan perbedaan lebar dan tinggi dari plastik yang diekstrusi. Lapisan pertama yang tidak rata ini akan direplikasi ke tahap awal pencetakan dan dapat mengakibatkan kegagalan pencetakan.
Melengkung
Tempat tidur printer melalui proses pemanasan dan pendinginan yang pada akhirnya dapat menyebabkan lengkungan tetapi prosesnya lambat. Pada titik tertentu, Anda akan mulai melihat kualitas cetakan Anda mulai menurun.
Sebagai perbaikan cepat segera, Anda dapat menggunakan lembaran kaca di atas tempat tidur Anda untuk mendapatkan kembali permukaan yang rata. Ini tidak hanya akan menyelesaikan masalah tetapi juga mengubah tampilan lapisan bawah Anda. Menurut pendapat saya, perubahan estetika adalah menjadi lebih baik.

Tak perlu dikatakan, tetapi jika tempat tidur Anda sangat melengkung, yang terbaik adalah menggantinya. Menambahkan lembaran kaca di atas alas akan memengaruhi suhu dan tinggi bangunan, jadi pastikan untuk mengkalibrasi ulang jarak nozzle sebelum mencetak lagi.
Tempat tidur yang tidak rata akan menciptakan komplikasi pencetakan terlepas dari apa yang Anda lakukan. Anda dapat mencoba menambahkan rakit ke desain Anda. Ini berfungsi sebagai dasar untuk proyek pencetakan Anda, tetapi harus dihapus pada fase pasca-pencetakan, selain menghabiskan lebih banyak materi dan membutuhkan lebih banyak waktu untuk menyelesaikannya.
Dapatkah tempat tidur yang diratakan dengan buruk merusak printer 3D?
Tempat tidur yang tidak rata tentu dapat menyebabkan kerusakan pada printer Anda. Lapisan pertama adalah yang paling kritis karena alasan yang jelas. Tanpa permukaan yang rata untuk dikerjakan, ada kemungkinan nozzle kandas di permukaan build. Ini mungkin tampak sepele, tetapi setiap goresan atau benturan akan menyebabkan nozzle rusak.
Selain scrapping nozzle pada permukaan build, ini mencegah ekstrusi plastik. Ini juga akan mengaduk puing-puing ke dalam nosel dan dapat menyebabkan penyumbatan sebagian, yang mempengaruhi aliran ekstrusi.
Selain fakta bahwa Anda akan membuat kepala printer atau nozzle Anda terkena pukulan, hasil cetak Anda juga akan gagal. Selain itu, bagian printer yang tersisa tidak boleh terpengaruh oleh ketinggian alas yang tidak rata.
Mengganti filamen mungkin mengharuskan Anda untuk meratakan tempat tidur lagi
Saat mengganti jenis filamen yang memerlukan pengaturan suhu berbeda, yang terbaik adalah memeriksa dan meratakan tempat tidur Anda sebelum mencetak. Perbedaan suhu dapat mempengaruhi ekspansi dan kontraksi tempat tidur, menghasilkan permukaan bangunan yang tidak rata. Selain itu, pengaturan suhu tempat tidur yang berbeda, misalnya dari 50C ke 100C saat beralih dari PLA ke ABS, juga dapat memperbesar volume cetakan itu sendiri, yang mengharuskan Anda untuk menambah jarak ke nozzle lagi.
Singkatnya, perubahan dari PLA ke ABS atau jenis filamen lainnya akan mengubah dinamika pelat build. Untuk perataan yang efektif, Anda harus memanaskan tempat tidur ke persyaratan suhu filamen yang akan Anda cetak (90 derajat untuk ABS) sebelum Anda memeriksa dan menyesuaikan posisi tempat tidur.
Cara meratakan tempat tidur dan menyesuaikan celah Nozzle
Dari waktu ke waktu, Anda harus memeriksa dan menyesuaikan ketinggian tempat tidur dan menyesuaikan Z-offset. Di bawah ini adalah ikhtisar singkat tentang proses yang akan memberi Anda gambaran tentang apa yang diperlukan.
Siapkan tempat tidur
Untuk memulai, bersihkan nozzle dengan kain katun lembut. Jika Anda melihat ada plastik yang mengeras di sekitar nosel, panaskan hingga suhu filamen terakhir yang digunakan. Setelah plastik melunak atau meleleh, bersihkan dari nozzle. Anda mungkin perlu menggunakan sikat keras, tetapi lakukan dengan lembut untuk menghindari kerusakan.
Tempat tidur juga harus dibersihkan dan bebas dari plastik yang menempel. Untuk tempat tidur kaca, gunakan pisau tajam untuk mengikisnya. Sekarang lepaskan tempat tidur dan cuci dengan air sabun hangat. Jika tempat tidur tidak dapat dilepas, Anda dapat menggunakan alkohol isopropil untuk membersihkannya pada printer.
Anda juga bisa membersihkannya dengan spons dan air panas di wastafel. Jika Anda canggung seperti saya, Anda mungkin berisiko memecahkan kaca selama proses berlangsung, jadi selalu ada baiknya untuk memiliki cadangan.
Sebelum Anda mulai meratakan alas, panaskan hingga suhu alas dari filamen yang akan Anda gunakan untuk mencetak selanjutnya.
Cara Meratakan Tempat Tidur
Untuk meratakan tempat tidur secara manual, ikuti langkah-langkah mudah berikut:
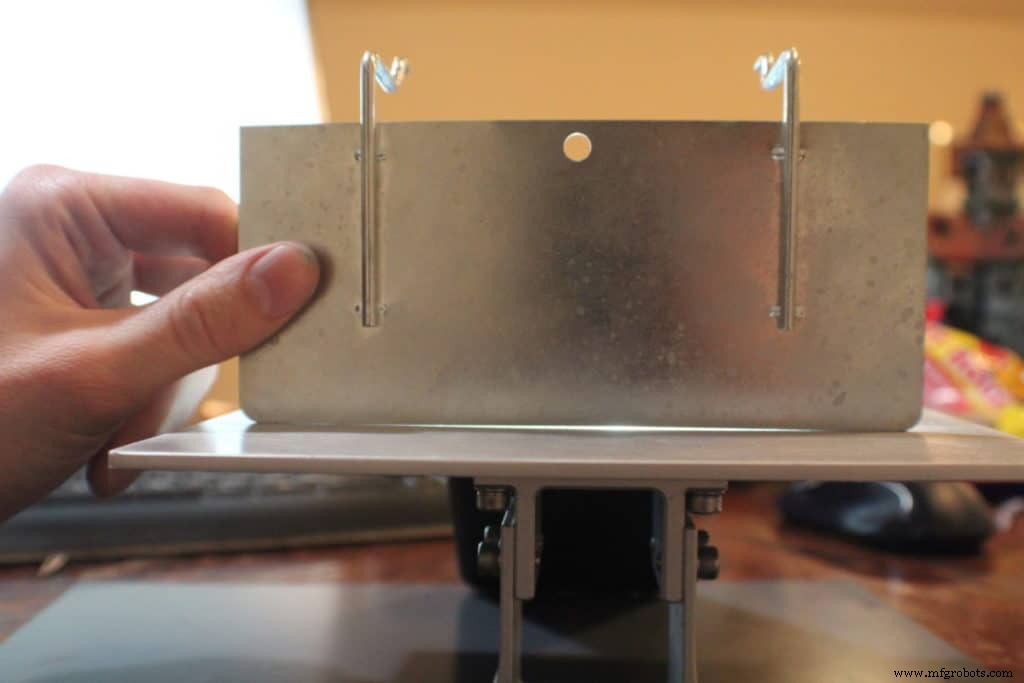
- Putar semua sekrup ranjang (biasanya 4 sekrup) beberapa kali untuk menambah jarak antara ranjang dan nozzle.
- Sekarang Anda akan memindahkan nozzle ke dekat pelat build. Anda dapat melakukannya secara manual atau menggunakan kontrol perangkat lunak dan mengatur printer Anda ke “auto home”. Bagian ini bergantung pada model printer Anda.
- Sekarang Anda akan menyesuaikan keempat sudut tempat tidur serta bagian tengahnya menggunakan kartu indeks yang dipotong dari selembar kertas A4 standar. Mulailah dari satu sudut dan geser kartu indeks di antara nosel dan alas. Putar sekrup yang paling dekat dengan nosel untuk menutup celah sampai Anda merasakan sedikit hambatan. Ulangi proses ini dengan sisa tiga sudut dan tengah. Setelah selesai, periksa kembali semua titik untuk memastikan resistansinya masih sama. Jika tidak, ulangi prosesnya sampai tempat tidur rata.
- Sekarang Anda harus memverifikasi leveling dengan menjalankan pengujian satu lapis. Jika lapisannya konsisten di seluruh, maka alasnya rata. Jika tidak, Anda harus memeriksa ulang levelnya.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


