Over extrusion (curling) di sudut:cara mudah memperbaikinya!
Baik penggemar pencetakan 3D pemula dan berpengalaman harus berurusan dengan masalah pencetakan secara teratur untuk akhirnya mencapai cetakan yang bermanfaat dan terlihat bagus. Perbedaan utama antara kedua jenis pengguna adalah bahwa yang berpengalaman biasanya dapat melihat hasil cetak dan dengan cepat memecahkan masalah dan menentukan apa yang salah dan apa yang harus diubah untuk menyelesaikannya. Seperti yang akan kita temukan di artikel ini, mengetahui akar penyebab suatu masalah adalah langkah tersulit dan terpenting.
Mari potong tepat untuk mengejar dan cari tahu bagaimana kita bisa mengatasi ekstrusi (keriting) di sudut!
Untuk memperbaiki ekstrusi atau keriting di sudut, disarankan untuk menurunkan suhu ekstrusi, nyalakan kipas lapisan ke kapasitas maksimumnya dan tingkatkan waktu minimum waktu per lapisan menjadi sekitar 15 detik, sehingga mengurangi kecepatan gerakan pada lapisan yang lebih kecil. Pengeritingan di sudut biasanya disalahartikan dengan ekstrusi berlebih, tetapi berbeda dengan masalah itu, masalah hanya terjadi di sudut objek dan bukan pada keseluruhan kulit terluar.
Dengan membedakan kedua masalah, adalah mungkin untuk mengisolasi masalah dan menentukan bahwa penyebab keriting di sudut tidak disebabkan oleh ekstrusi berlebihan tetapi oleh pendinginan lambat dari termoplastik yang disimpan.
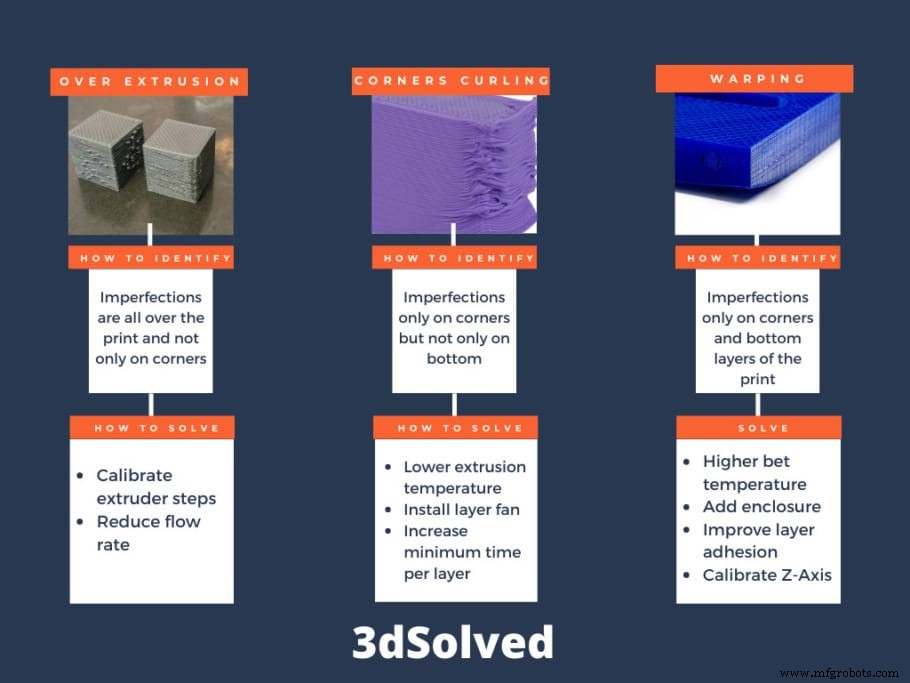
Karena sifat masalah ini, sangat mudah untuk salah menentukan penyebab masalah. Inilah mengapa saya akan mencoba membantu Anda membedakan pengeritingan di sudut dari ekstrusi umum di atas, dan juga dari pembengkokan pada beberapa lapisan pertama. Mari kita mulai!
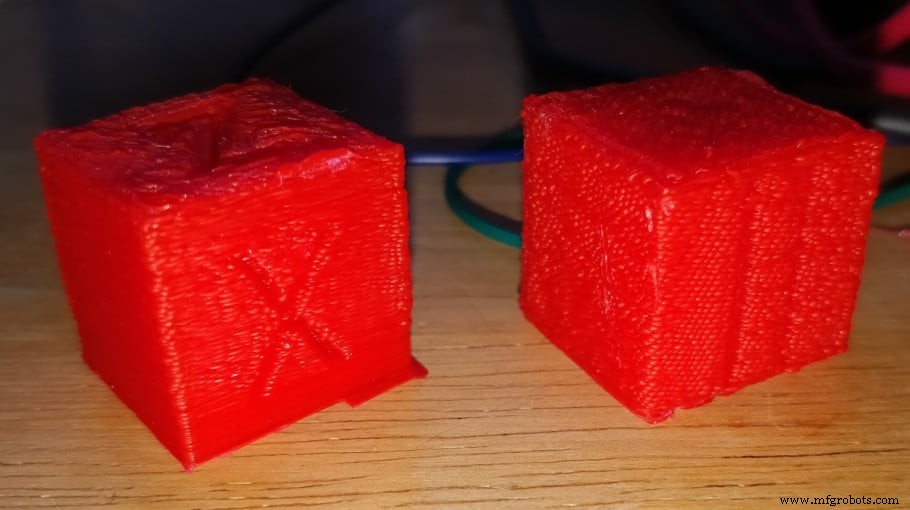
Keriting hanya di sudut versus ekstrusi berlebihan di mana-mana
Masalah keriting di sudut sering dikaitkan dengan ekstrusi berlebih, meskipun ini tidak selalu menjadi penyebabnya. Banyak orang mencoba memperbaikinya dengan memodifikasi parameter aliran, membuat printer mengeluarkan lebih sedikit material, tetapi meskipun terkadang dapat membantu, hal ini tidak menghilangkan keriting sepenuhnya.
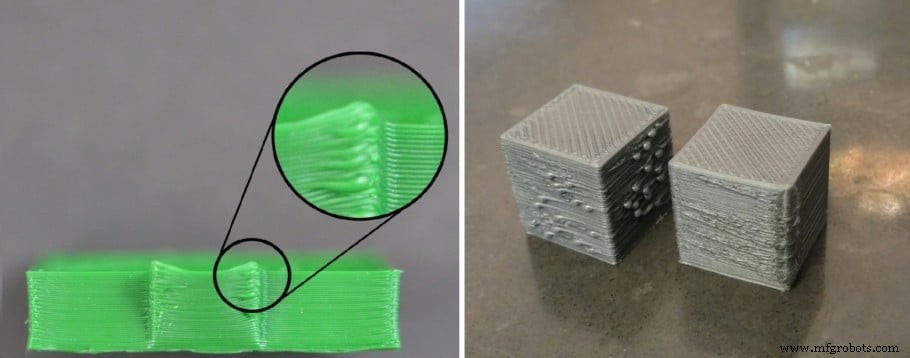
Salah satu cara untuk membedakan dalam kasus mana pengeritingan dihasilkan oleh ekstrusi berlebih adalah memverifikasi ukuran dan bentuk dinding vertikal objek. Ketika ekstruder menyediakan lebih banyak material dari yang diperlukan, cacat ini dapat diamati di seluruh bagian, tidak hanya di sudut.
Sekarang kita tahu bagaimana membedakan kedua masalah, mari fokus pada pengeritingan. Perbedaan terbesar adalah bahwa ekstrusi berlebihan terjadi di seluruh bagian, sedangkan pengeritingan terjadi di area di mana objek membutuhkan pasokan material yang lebih besar, seperti sudut tajam.
Curling terdiri dari pengangkatan lapisan cetakan terakhir, yang terjadi di area tajam tertentu. Hal ini terjadi karena material berkontraksi saat mendingin, dan area di mana terdapat lebih banyak material menyeret sudut ke dalam, menyebabkannya naik.
Masalah secara bertahap meningkat pada setiap lapisan ketika ekstruder melewati area yang ditinggikan lagi, karena kontak ujung panas dengan sudut bengkok menghasilkan deformasi yang tidak diinginkan di sekeliling bagian.
Yang terburuk, jika plastik melengkung dan mendingin sebelum lapisan berikutnya, nosel bisa mengenai sudut itu dan melepaskan seluruh bagian. Selain itu, motor stepper dapat kehilangan langkah dan menggantikan lapisan cetakan berikutnya. Tidak ada cara untuk memperbaiki masalah ini karena printer 3d tidak memiliki sistem kontrol loop tertutup.
Melengkung di sudut vs melengkung
Sangat mudah untuk mengacaukan curling dengan warping, dan meskipun mereka memiliki poin yang sama, penyebab dan cara penyelesaiannya berbeda.
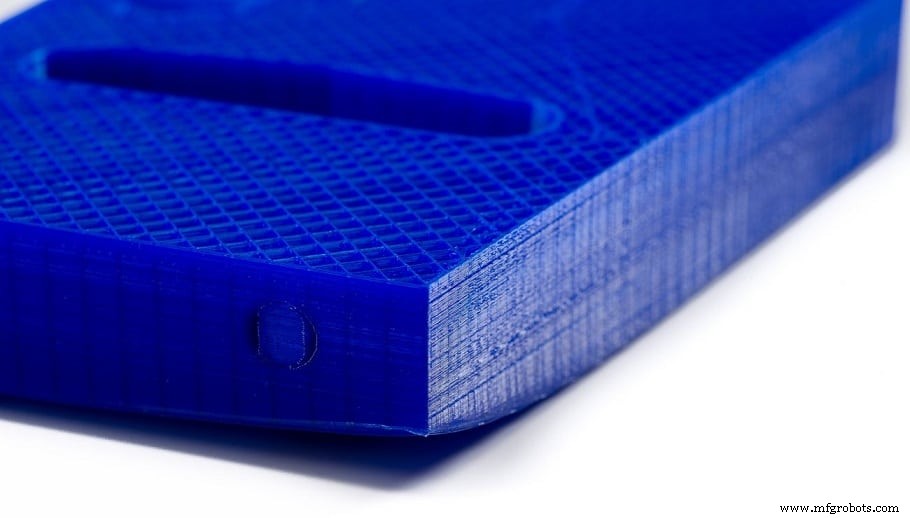
Pembengkokan hanya terjadi pada bagian dasar, karena merupakan masalah adhesi pada alas yang dipanaskan. Ini mirip dengan pengeritingan karena keduanya terjadi di sudut, dan semakin tajam, cacat ini akan semakin terlihat.
Kemungkinan bagian yang keluar dari tempat tidur jauh lebih tinggi ketika terjadi pelengkungan dan mulai mengangkat salah satu sudut objek. Solusi untuk pembengkokan cukup mudah:naikkan suhu tempat tidur berpemanas, atau lampirkan printer 3d Anda. Arus udara dingin juga sangat berbahaya dan menyebabkan masalah bengkok.
Keriting, di sisi lain, juga terjadi di lapisan atas, sehingga suhu tempat tidur yang dipanaskan memiliki sedikit atau tidak ada pengaruh pada masalah ini. Untuk memperbaikinya, Anda harus mempertimbangkan hal lain, seperti menurunkan suhu nozzle, memasang kipas lapisan, atau mengurangi kecepatan pencetakan.
Cara memperbaiki keriting di sudut
Kita dapat mengatakan bahwa pengeritingan terutama dihasilkan oleh suhu ekstrusi filamen yang berlebihan. Saat bahan keluar dari nosel sangat panas, bahan akan tetap lemas untuk waktu yang lebih lama. Waktu yang berlebihan ini, dikombinasikan dengan penyusutan material, menyebabkan sudut terangkat.
Untuk alasan ini, kami akan fokus pada parameter suhu hotend untuk menyelesaikannya secara definitif. Untuk mencegah keriting, kami akan memodifikasi parameter berikut pada perangkat lunak pengiris kami:
Suhu nosel
Sering kali, ketika kita memiliki masalah dengan kemacetan atau underextrusion, beberapa orang menyarankan untuk menaikkan suhu pencetakan. Tindakan ini terkadang meningkatkan cetakan kami tetapi tidak menyelesaikan masalah aslinya. Meskipun filamen mengalir lebih baik, ekstruder mungkin memiliki masalah lain dan kami hanya menyembunyikan masalah di bawah karpet dengan menaikkan suhu.
Dalam jangka panjang, menaikkan suhu pencetakan terlalu banyak disertai dengan cacat lain seperti menggulung atau membakar tabung PTFE bagian dalam. Untuk menghindari hal ini, kami akan mencoba menggunakan suhu serendah mungkin, dan dengan demikian memberikan lebih sedikit waktu untuk bahan menyusut. Tes ini akan membantu kami dalam menentukan suhu optimal printer kami untuk jenis filamen tertentu.
Cara lain untuk mengetahui apakah Anda menyetel suhu terlalu tinggi saat mencetak dengan PLA adalah dengan memperhatikan kecerahan cetakan Anda. Objek menjadi lebih terang karena suhunya lebih tinggi. Kurangi jika potongannya terlihat terlalu berkilau.
Pendinginan
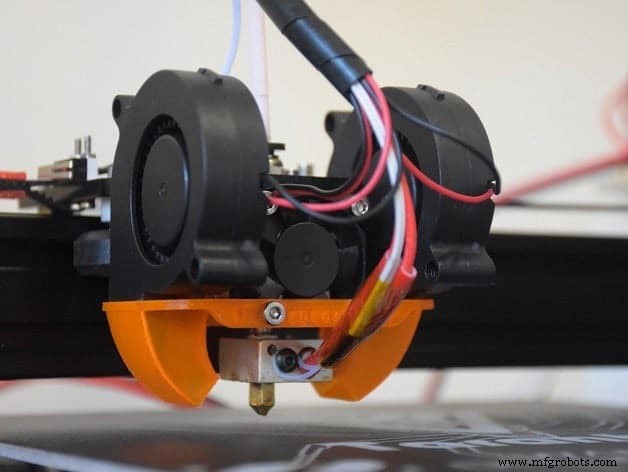
Jika printer Anda tidak memiliki kipas lapisan yang terpasang, saatnya untuk menginstalnya. Kipas ini secara dramatis mengurangi waktu cooldown material, mencegah sudut dari memiliki waktu untuk menekuk. Anda hanya harus berhati-hati untuk tidak mengaktifkannya selama lapisan pertama, karena dapat menyebabkan warping.
Kipas ini dapat mengubah kecepatannya selama pencetakan, karena dikendalikan oleh PWM (pulsa dengan modulasi). Fitur ini memungkinkan Anda untuk menyalakannya kapan pun Anda butuhkan, dan dengan kecepatan yang tepat.
Salah satu hal yang perlu diingat saat menggunakan kipas lapisan adalah orientasinya. Mungkin posisinya salah, yang akan mendinginkan nozzle, menyebabkan kesalahan suhu dan pencetakan berhenti.
Mungkin juga karena orientasi objek, kipas lapisan hanya mendinginkan satu sisi objek. Anda dapat mengetahui apakah hal ini terjadi ketika keriting selalu terjadi di sisi berlawanan dari kipas lapisan. Ada saluran radial yang meniupkan udara secara merata ke segala arah. Jika Anda memiliki GeeTech i3 Pro B, Anda harus mencetak dan menginstal Saluran Udara ini. Ini satu lagi yang kompatibel dengan Tevo Tarantula
Kecepatan pencetakan
Dalam beberapa bagian kecil, lapisan baru mungkin mulai mencetak di atas lapisan yang masih panas, sehingga tidak pernah benar-benar mengeras. Untuk membantu mencegah hal ini, alat pengiris datang dengan opsi untuk menentukan waktu minimum yang diperlukan untuk menghasilkan setiap lapisan. Dengan demikian, kecepatan pencetakan berkurang selama lapisan yang lebih kecil. Nilai tipikal adalah sekitar 15 detik per lapisan.
Jika Anda masih mengalami masalah terkait pengeritingan, turunkan kecepatan pencetakan sebesar 10 mm/dtk hingga Anda mendapatkan hasil yang lebih baik.
Cara memperbaiki ekstrusi berlebih
Jika dinding terlihat “menyemprot”, seolah-olah material jatuh dari objek, kemungkinan besar Anda harus mengatur parameter ekstrusi dengan benar.
Konfigurasi ini terutama mencakup kalibrasi langkah-langkah ekstruder, sehingga jumlah material yang dibutuhkan tersedia secara tepat. Prosedurnya sangat sederhana, dan ada beberapa tutorial di web tentang cara melakukannya.
Satu tes mudah yang dapat Anda lakukan terdiri dari menggambar tanda di sepanjang filamen sebelum diekstrusi. Hotend kemudian dipanaskan dan printer 3d diperintahkan untuk mengeluarkan 10 cm material. Jika langkah-langkahnya benar, tanda berikutnya yang digambar pada filamen harus ditempatkan tepat di pintu masuk ekstruder (pada titik yang sama dengan tanda sebelumnya).
Jika tanda ini berakhir di dalam ekstruder, itu berarti printer mengira itu mengekstrusi 10 cm tetapi sebenarnya mengekstrusi lebih banyak material (over extrusion). Ketika ini terjadi, kelebihan material yang disimpan akan menekan lapisan sebelumnya dan menetes ke sisi kulit terluar objek, meninggalkan hasil akhir yang tidak sedap dipandang.
Parameter lain yang perlu diperiksa, setelah mengkalibrasi langkah-langkah ekstruder, adalah laju aliran. Ini memungkinkan Anda untuk melipatgandakan atau mengurangi volume filamen yang disediakan. Ini adalah cara yang lebih langsung untuk mengontrol aliran yang disediakan oleh ekstruder, tergantung pada kepadatan yang berbeda dari masing-masing material. Tidak seperti kalibrasi langkah, parameter ini bervariasi. Tidak sama menggunakan ABS, PLA atau TPU di printer Anda, jadi disarankan untuk memvariasikan laju aliran sesuai dengan bahan yang digunakan. Anda dapat menggunakan tes ini untuk menyesuaikan laju aliran dengan cepat.
Ini berisi instruksi untuk melakukan tes menggunakan jangka sorong atau mikrometer. Pastikan untuk membacanya sebelum memulai tes.
Apakah masalah ini mempengaruhi semua jenis filamen secara merata?
Ada properti yang umum untuk semua bahan yang digunakan dalam pencetakan 3D:mereka mengembang saat dipanaskan dan menyusut saat didinginkan. Jadi secara teknis setiap filamen dapat menimbulkan masalah melengkung atau melengkung. Perbedaannya adalah tidak semua bahan memuai dan menyusut dengan laju atau kecepatan yang sama.
PLA adalah bahan yang paling banyak digunakan saat ini karena selain murah, rasio penyusutannya adalah salah satu yang terendah, sehingga lebih mudah untuk mencetak dalam kondisi yang lebih luas daripada kebanyakan filamen. PETG juga memiliki rasio penyusutan yang rendah, tetapi membutuhkan alas berpemanas untuk dicetak.
Plastik lain (seperti nilon atau ABS) menyusut banyak, jadi penggunaan printer tertutup praktis wajib jika Anda ingin mendapatkan hasil yang dapat diterima.
Mengapa ABS membutuhkan tempat tidur berpemanas?
ABS adalah termoplastik yang pasti banyak menyusut saat didinginkan. Tanpa adanya alas berpemanas untuk menjaga agar lapisan pertama tetap hangat pada suhu 90°C, perbedaan suhu di sepanjang potongan akan menyebabkan kontraksi yang mengangkat sudut-sudut potongan.
Lengkungan ABS sangat umum dan sulit dihilangkan. Anda dapat meminimalkan risiko dengan meratakan tempat tidur dengan benar dan menutup printer Anda. Selain itu, saat ABS melengkung dan mendingin, menjadi lebih keras daripada PLA, meningkatkan risiko kehilangan seluruh cetakan jika nozzle mengenai objek.
Ingatlah bahwa, kecuali ada aspek teknis yang mengharuskan cetakan diproduksi di ABS, sebagian besar masalah Anda dapat hilang secara otomatis dengan beralih ke PLA!
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


