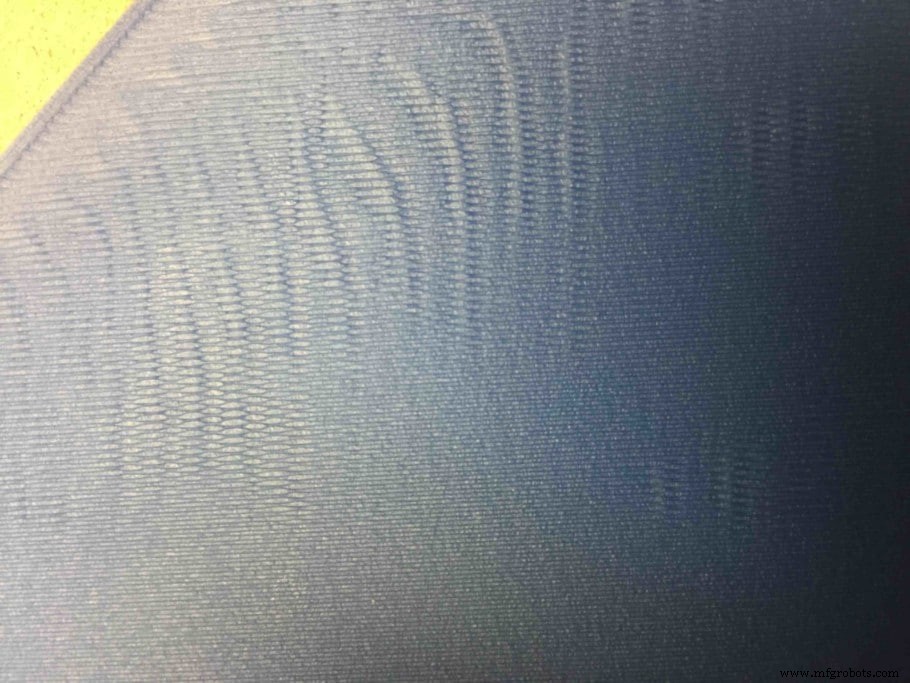
Apa yang menyebabkan riak pada lapisan pertama? Mari kita selesaikan!
Jika Anda sudah lama mencetak 3d, Anda pasti terbiasa menghadapi ketidaksempurnaan pada model Anda. Seiring berjalannya waktu, Anda juga mengembangkan indra ke-6 yang memberi tahu Anda apa kemungkinan penyebab masalah tersebut, dan bagaimana mengatasinya. Jika Anda masih dalam proses mengembangkan kekuatan super pemecahan masalah Anda, artikel ini dibuat khusus untuk Anda!
Dalam artikel ini, saya akan membahas masalah paling umum dan kemungkinan solusi untuk menangani riak di lapisan pertama cetakan. Anda dipersilakan untuk membaca dan masuk ke detail lebih lanjut, tetapi berikut adalah poin-poin utamanya:
Riak pada lapisan pertama cetakan biasanya disebabkan oleh ketinggian atau aliran lapisan pertama yang tidak tepat, nozel terlalu dekat dengan alas pencetakan, perataan alas yang tidak rata (dan karenanya tidak tepat), kecepatan pencetakan yang terlalu tinggi, atau membiarkan kipas lapisan menyala selama lapisan pertama.
Masalah ini biasanya diselesaikan dengan meratakan tempat tidur dengan benar, mengurangi kecepatan gerakan selama lapisan pertama, mengatur lebar garis dengan benar, dan mengubah tinggi lapisan awal. Selain itu, Anda dapat memasang sensor perataan tempat tidur otomatis atau melakukan rutinitas perataan jaring.
Penyebab umum riak pada lapisan pertama
Saya akan membahas masing-masing dan salah satu penyebab paling umum. Kemungkinan besar, setidaknya salah satu dari item ini menyebabkan printer Anda memiliki riak pada lapisan pertama. Beruntung bagi Anda, sebagian besar penyebabnya agak mudah dan langsung diterapkan
Masalah tempat tidur printer
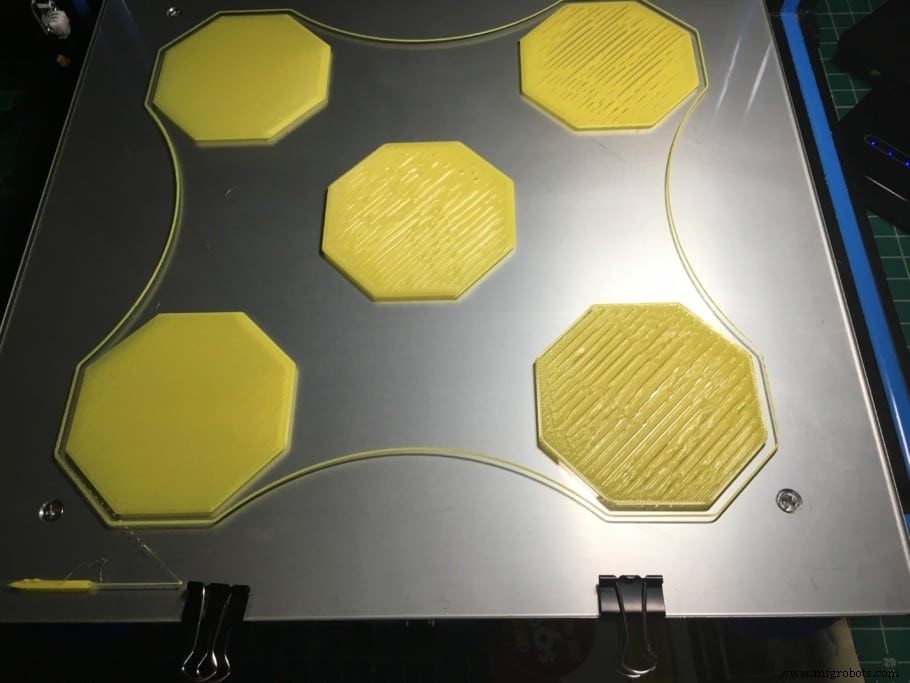
Jika Anda menginginkan lapisan pertama yang sempurna, Anda perlu mengatur tempat tidur cetak Anda dengan benar. Ini berarti memastikan bahwa itu diratakan secara merata mungkin. Juga, alas cetak harus rata, segala ketidaksempurnaan kemungkinan akan menyebabkan masalah pada lapisan pertama. Ini mungkin tampak seperti masalah yang aneh dan tidak mungkin pada pandangan pertama, tetapi cukup umum untuk pelat bangunan fleksibel melengkung seiring berjalannya waktu. Jika Anda memiliki tempat tidur kaca, sangat kecil kemungkinannya untuk mengalami masalah ini.
Selain itu, sebelum Anda memulai pencetakan baru, bersihkan pelat build. Jika ada filamen atau sisa perekat dari cetakan sebelumnya di printbed, filamen yang baru diekstrusi tidak akan menempel sebagaimana mestinya.
Ketinggian dan laju aliran lapisan pertama
Ketinggian lapisan dan laju aliran perlu diatur dengan benar untuk lapisan pertama. Jika laju aliran filamen Anda terlalu tinggi untuk lapisan pertama, Anda akan mengalami ekstrusi berlebih, yang hampir pasti akan menyebabkan riak yang tidak diinginkan.
Anda dapat mengurangi laju aliran awal atau menambah tinggi lapisan pertama. Meningkatkan ketinggian lapisan pertama kemungkinan besar akan mengurangi visibilitas kesalahan dalam kalibrasi. Selain itu, jika Anda akan mencetak model dengan tinggi lapisan kecil (misalnya, 0,08 mm), disarankan juga untuk menambah tinggi lapisan awal untuk meningkatkan daya rekat lapisan ke permukaan cetak.
Nozzle untuk menutup pelat build (Z offset)
Jika jarak antara nozzle dan permukaan cetak terlalu besar, filamen tidak akan menempel dengan benar. Sebaliknya, jika terlalu dekat, filamen akan tercoreng di atas alas cetak, menghasilkan riak saat nozzle bergerak karena kurangnya ruang.
Sebagai aturan praktis, gunakan diameter nosel Anda sebagai tinggi nosel. Misalnya, atur tinggi nozzle 0,1 mm untuk nozzle berdiameter 0,4 mm. Sebagai aturan praktis, Anda dapat menggunakan selembar kertas A4 dan menggesernya di antara de nozzle dan buildplate. Seharusnya bisa bergerak di antara alas cetak dan nozzle dengan sedikit tarikan.
Kecepatan pencetakan
Biasanya, kecepatan gerakan untuk lapisan pertama harus dikurangi agar filamen dapat menempel dengan benar pada alas cetak. Kebanyakan pemotong secara otomatis menghitung kecepatan gerakan lapisan awal sebagai fungsi dari kecepatan pencetakan keseluruhan. Agar tetap aman, Anda dapat mengatur kecepatan lapisan awal pada 50% dari kecepatan gerakan keseluruhan.
Pendinginan
Pastikan kipas dimatikan selama lapisan pertama. Kami ingin filamen mendingin secara perlahan agar memberikan lebih banyak waktu untuk menempel pada alas cetak sehingga mengurangi kemungkinan terlepas.
Perilaku ini biasanya merupakan pengaturan default "pabrik" untuk semua pemotong. Jika Anda mengutak-atik pengaturan, bukanlah ide yang buruk untuk mengatur ulang pengaturan dan memulai kembali dengan yang baru. Parameter tersembunyi yang Anda lupa ada dapat menyebabkan masalah.
Pengaturan yang disarankan untuk memecahkan riak
Karena sifat masalah yang kita hadapi, hanya parameter yang terkait dengan lapisan pertama yang akan berdampak langsung pada kemungkinan kita untuk menyelesaikan masalah. Meskipun Anda hampir pasti akan memperbaiki masalah dengan coba-coba, berikut adalah daftar parameter utama yang harus Anda perhatikan!
- Tinggi lapisan pertama :Ini adalah praktik umum untuk mengatur lapisan awal di sekitar 90% dari sisa lapisan cetakan. Dalam kasus di mana tinggi lapisan rendah (untuk mendapatkan detail yang lebih halus), Anda harus mempertimbangkan untuk meningkatkan tinggi lapisan pertama untuk mengurangi kemungkinan terlepas dari pelat bangunan.
- Lebar lapisan pertama: untuk hasil terbaik, lebar lapisan harus selalu sama dengan diameter nosel. Dalam kebanyakan kasus, kecuali Anda mengubah nosel Anda, standarnya adalah 0,4mm. Jika Anda menghadap ke atas atau ke bawah ekstrusi, ubah laju aliran alih-alih pengaturan ini. Laju aliran tidak akan mengubah jalur perjalanan nosel, sedangkan mengubah lebar lapisan akan mengubahnya.
- Kecepatan lapisan pertama :atur kecepatan lapisan awal pada 50% dari kecepatan gerakan keseluruhan. Ini juga akan menghasilkan daya rekat yang lebih baik.
- Kecepatan kipas lapisan pertama :Putar kipas pendingin untuk lapisan awal. Saat mencetak lapisan pertama, Anda harus menghindari pendinginan filamen terlalu cepat, karena akan menyebabkan daya rekat lapisan yang buruk (di antara masalah lainnya). Selain menjadi kemungkinan penyebab riak, kipas lapisan yang bekerja pada lapisan awal juga dapat menyebabkan lengkungan.
Cara mencegah riak di lapisan awal
Sekarang kita telah melalui solusi yang paling mungkin untuk riak, kita mungkin juga tertarik untuk segera melalui beberapa tindakan yang dapat kita terapkan untuk menghindarinya di masa depan. Kedua rekomendasi tersebut terkait dengan perataan tempat tidur:menambahkan sensor perataan tempat tidur otomatis, atau melakukan perataan tempat tidur jala manual.
Menambahkan sensor perataan tempat tidur otomatis
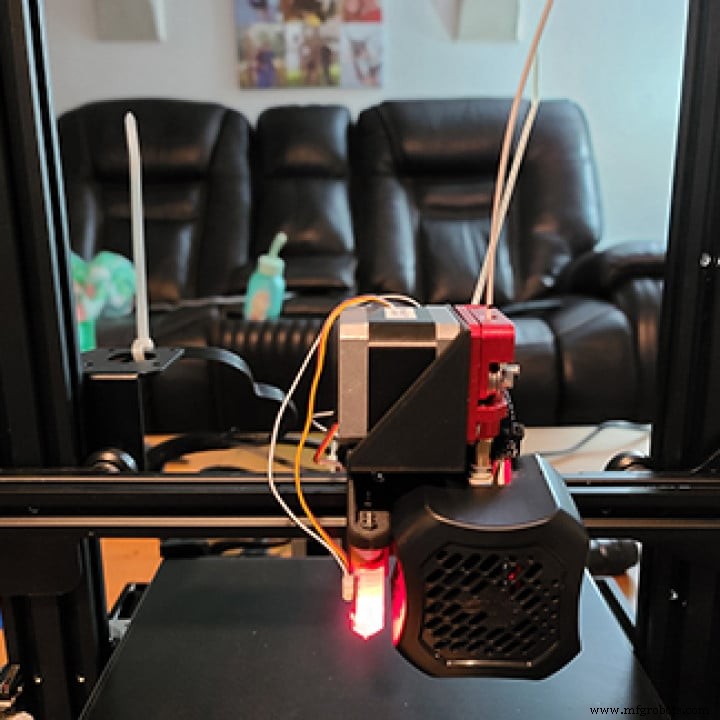
Jika printer Anda belum memilikinya, Anda dapat menambahkan sensor perataan ranjang otomatis untuk membantu Anda mencegah masalah yang terkait dengan ketidaksempurnaan pada alas cetak.
Saat Anda melakukan rutinitas perataan, sensor akan mengukur jarak antara nosel dan alas cetak di tempat yang berbeda dan kemudian menggunakan informasi ini untuk memposisikan nosel secara memadai saat bergerak di sepanjang pelat bangunan saat mencetak.
Jadi, bahkan jika alas cetak Anda tidak rata dengan sempurna, printer Anda akan melakukan penyesuaian untuk menjaga nosel pada jarak optimal selama pencetakan. Ada banyak jenis sensor yang berbeda, sebaiknya gunakan yang mekanis, sensor ini paling serbaguna karena berfungsi baik dengan semua jenis permukaan dan kondisi cuaca.
Saya juga harus menyebutkan bahwa selain sensor mekanis, ada juga sensor efek aula kapasitif, induktif, dan fisik, tetapi mendeskripsikannya lebih lanjut jelas di luar cakupan artikel saat ini!
Namun, kami memiliki seluruh artikel di situs ini yang didedikasikan untuk sensor Perataan Tempat Tidur yang benar-benar harus Anda periksa jika Anda tertarik untuk mempelajarinya lebih lanjut.
Perataan tempat tidur mesh manual (firmware Marlin)
Perataan tempat tidur jala adalah pilihan lain untuk mengatasi ketidaksempurnaan di tempat tidur cetak. Proses perataan ini menciptakan model jaring pada alas cetak Anda dan kemudian menyesuaikan ketinggian nosel saat mencetak untuk mengimbangi ketidaksempurnaan pada alas cetak. Untuk menerapkan metode ini, Anda perlu melakukan sedikit konfigurasi firmware. Ini mungkin tampak sedikit menakutkan pada pandangan pertama, tetapi Anda akan melihat bahwa itu semudah mengikuti resep.
Cara mengaktifkan perataan tempat tidur jala
Untuk memulai, Anda perlu mendapatkan salinan Firmware Marlin saat ini yang digunakan printer Anda. Anda juga harus menginstal Arduino IDE untuk mengubah kode firmware.
Dengan asumsi Anda telah menginstal firmware dan Arduino IDE, buka file configuration.h dan batalkan komentar (hapus garis miring ganda di awal baris) “MESH_BED_LEVELING ”, “RESTORE_LEVELING_AFTER_G28 ” dan “LCD_BED_LEVELING ”. Dengan melakukan ini, kami mengubah baris tersebut menjadi kode aktif.
Setelah melakukan ini, Anda hanya perlu mengunggah file Firmware Marlin baru ke papan Anda. Setelah melakukannya, dan menggunakan layar LCD printer Anda, pilih “Level bed ” di bawah “Perataan tempat tidur ”. Pilih “klik untuk memulai ” ketika opsi tersedia. Setiap klik akan memindahkan nozel ke lokasi baru dan setiap kali Anda perlu menyesuaikan ketinggiannya sehingga selembar kertas dapat bergerak di antara nozel dan alas cetak dengan sedikit tarikan.
Terakhir, gulir ke bawah dan klik “Pengaturan Toko ”. Sekarang kita memiliki pengaturan perataan tempat tidur jala, coba dengan cetakan uji dan lihat bagaimana hasilnya. Jika nozzle secara konsisten terlalu dekat atau tinggi, Anda dapat menggunakan “Bed Z ” opsi untuk menyesuaikan ketinggian daripada melakukan seluruh proses lagi.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


