Pengaturan ABS Ender 3 (Pro &V2); Cegah Warping, dan banyak lagi.
ABS adalah salah satu materi tersulit untuk dipelajari cara mencetak dengan benar pada Ender 3, Pro, atau V2, dan ini terutama karena fakta bahwa ini bukan printer tertutup.
Namun, Anda masih dapat mencetak ABS pada Ender 3 dengan menyesuaikan beberapa pengaturan dan menggunakan beberapa trik untuk meningkatkan daya rekat tempat tidur.
Berikut versi singkatnya:Untuk mencetak ABS pada Ender 3 Anda perlu mengatur suhu pencetakan antara 230 °C dan 240 °C, suhu tempat tidur hingga 100 °C, matikan kipas pendingin bagian, dan oleskan lem menempel pada permukaan bangunan untuk meningkatkan daya rekat dan mencegah lengkungan.
Tentu saja, bukan itu saja dan saya sarankan Anda terus membaca untuk mengetahui bagaimana pengujian saya, cara meningkatkan daya rekat tempat tidur, cara mencegah beberapa masalah, dan banyak lagi.
Jika Anda tidak ingin melalui semua percobaan dan kesalahan yang kami lakukan untuk menemukan Pengaturan Ideal untuk membuat cetakan berkualitas tinggi pada Ender 3 Anda, maka periksa Profil Cura kami sendiri yang dirancang khusus untuk Seri Printer Ender 3 (Anda bisa mendapatkan semuanya hanya dengan $7).
Disarankan:Gunakan Enklosur

Sebelum saya masuk ke pengaturan, saya harus menyebutkan bahwa Anda harus benar-benar menggunakan enklosur untuk mencetak ABS pada Ender 3, karena ini akan menjaga suhu di dalam printer tetap konsisten dan mencegah lengkungan dan pemisahan lapisan.
Namun, perlu diperhatikan bahwa Anda tidak perlu membeli enklosur karena Anda benar-benar dapat membuatnya sendiri, atau Anda bahkan dapat meletakkan kotak kardus besar di atas printer dan ini juga akan berfungsi dengan baik.
Tentu saja, ini bisa menjadi potensi bahaya kebakaran, itulah sebabnya saya tidak merekomendasikannya, tetapi berhasil. Rekomendasi saya adalah mendapatkan penutup Creality yang tidak mudah terbakar dengan harga terjangkau agar aman.
Sekarang, jika Anda sudah mengetahui setelan pencetakan Anda dan ingin langsung beralih ke tips tentang cara meningkatkan daya rekat tempat tidur untuk mencegah lengkungan, klik di sini.
Suhu Pencetakan
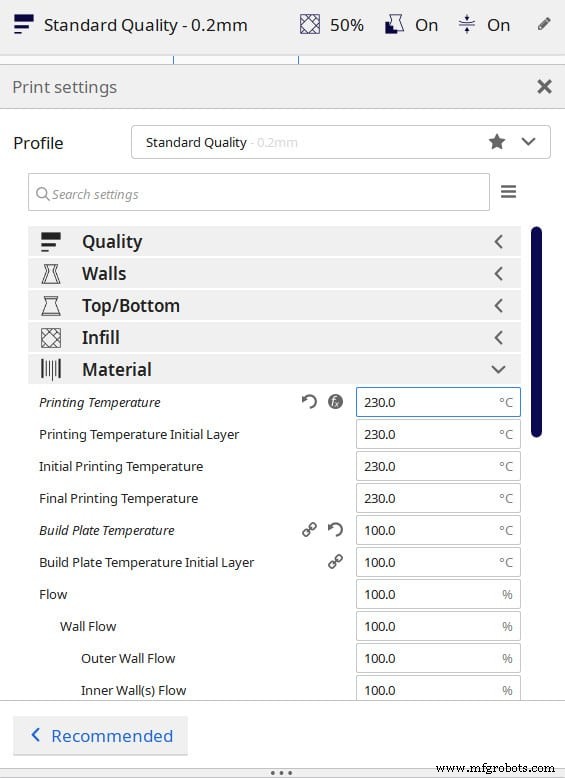
Pada Ender 3 (Pro dan V2), 230 °C hingga 240 °C tampaknya menjadi sweet spot tidak hanya dalam hal detail, tetapi juga menjembatani dan menggantungkan kualitas serta mencegah artefak yang tidak diinginkan. Turun di bawah 230 °C menghasilkan adhesi lapisan yang buruk, sedangkan di atas 240 °C dapat menghasilkan kualitas jembatan yang buruk.
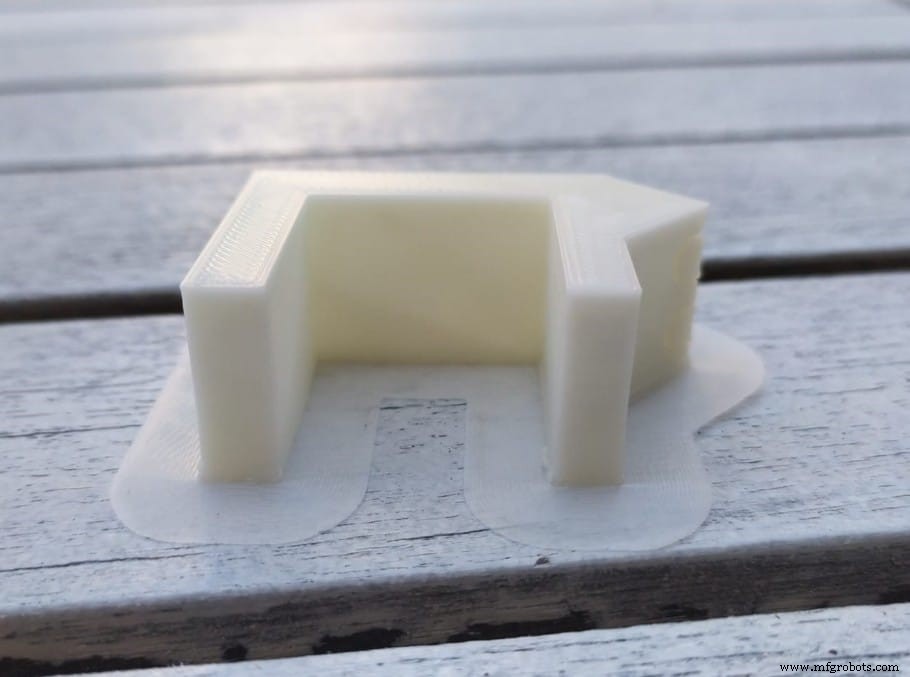
Saya mencetak beberapa menara suhu, beberapa lebih besar dan beberapa lebih kecil karena saya ingin menguji daya rekat tempat tidur pada saat yang sama, dan saya juga mencetak panduan kabel sederhana yang saya rancang yang menempel di meja saya.
Seperti yang baru saja saya sebutkan, suhu terbaik tampaknya antara 230 ° C dan 240 ° C untuk Ender 3, terutama jika ada bridging dan overhang. Sejauh panduan kabel, saya tidak melihat perbedaan kualitas antara suhu yang berbeda karena desainnya sederhana.
Namun, dan ini kembali ke titik membutuhkan penutup karena saya tidak menggunakannya untuk tes ini karena saya berasumsi bahwa sebagian besar dari Anda tidak memilikinya, pemandu kabel selalu retak di tempat yang sama (230 °C memiliki celah yang lebih lebar daripada retakan 240 °C), yang menunjukkan betapa pentingnya selungkup untuk menjaga suhu tinggi dan konsisten di sekitar objek.
Catatan :Jika Anda ingin mempelajari lebih lanjut tentang pentingnya enklosur dan mengapa Anda membutuhkannya, baca artikel ini.
Sekarang, perlu dicatat bahwa ABS dapat dicetak pada suhu yang jauh lebih tinggi, tetapi alasan saya berhenti pada 240 ° C adalah karena tabung PTFE yang tidak mampu menangani suhu lebih dari 245 ° C dan akan rusak dan melepaskan beberapa asap beracun. Jadi, jangan melebihi 245 °C kecuali Anda mengganti tabung PTFE atau membuat beberapa perubahan lain pada printer.
- Suhu Pencetakan Ender 3 ABS yang Ideal: 230 °C hingga 240 °C.
Suhu Tempat Tidur Ideal
Jika ada satu hal yang perlu Anda perbaiki dengan ABS, itu adalah daya rekat tempat tidur, dan menyetel tempat tidur ke suhu yang tepat sangat penting (juga menggunakan pinggiran, tetapi lebih lanjut tentang ini sebentar lagi).
Sebuah penelitian dilakukan tentang bagaimana suhu tempat tidur mempengaruhi adhesi, dan kesimpulannya adalah; “Studi ini menunjukkan peningkatan yang signifikan dalam gaya adhesi saat mencetak komponen pada suhu lapisan sedikit di atas suhu transisi kaca dari bahan cetak”.
Pada dasarnya, jika Anda mengalami masalah dengan perekatan ranjang, naikkan temperatur ranjang sedikit di atas Temperatur Transisi Kaca filamen (60 °C untuk PLA, 100 °C untuk ABS, dan 80 °C untuk PETG).
Untuk Ender 3 (Pro dan V2), suhu tempat tidur yang ideal saat mencetak ABS adalah 100 °C hingga 110 °C (untuk meningkatkan daya rekat). Dalam beberapa kasus, penggunaan stik lem mungkin diperlukan agar cetakan tidak terlepas dari pelat pembuatan.
Sekarang, tanpa enklosur Anda selalu harus berurusan dengan lengkungan karena ABS berkontraksi terlalu banyak, dan dalam beberapa kasus, cetakan mungkin terlepas sepenuhnya dari pelat pembuatan bahkan jika Anda menyetel suhu alas ke 110°C (sekali lagi, lebih lanjut tentang cara mencegah warping nanti di posting).
- Suhu Tempat Tidur Ender 3 ABS yang Ideal: 100 °C hingga 110 °C.
Pendinginan Bagian
Karena ABS berkontraksi lebih banyak daripada plastik lain saat pendinginan, cetakan memiliki peluang melengkung yang lebih tinggi karena lapisan atas yang tidak dipanaskan oleh alas menjadi dingin dan mengerahkan gaya tarik pada lapisan bawah, yang dapat menyebabkan cetakan menjadi warp atau lapisan untuk memisahkan (kurang umum).
Inilah sebabnya mengapa Anda mungkin ingin menjaga pendinginan seminimal mungkin atau tidak, tidak hanya untuk beberapa lapisan pertama, tetapi selalu.
Dalam pengujian saya, saya menemukan bahwa mematikan kipas untuk beberapa lapisan pertama dan kemudian menjalankannya pada kecepatan 30% memberikan hasil yang luar biasa.
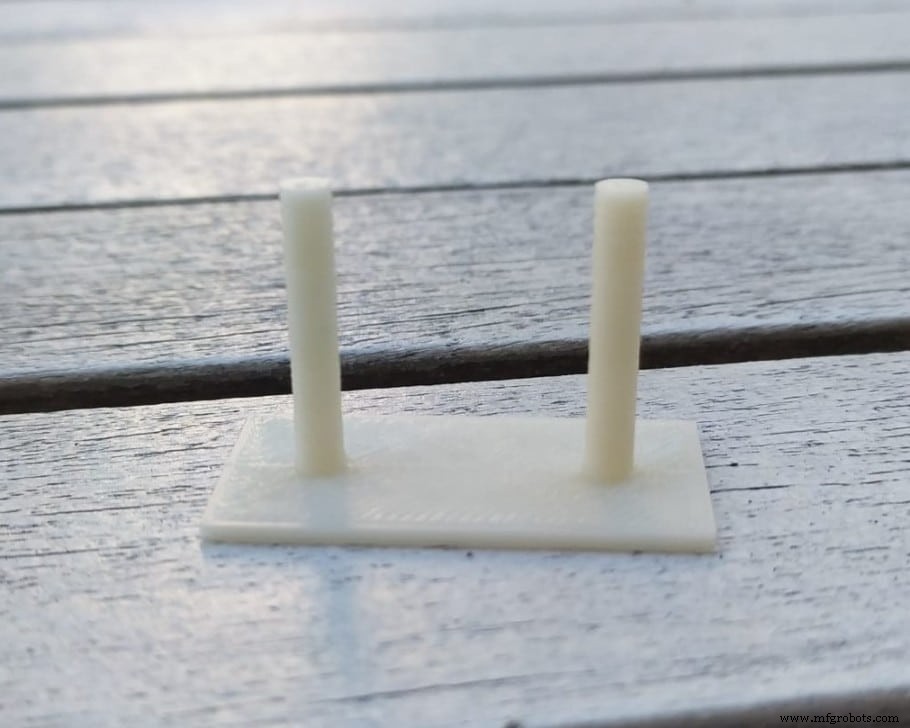
Namun, bridging bisa menjadi masalah dengan ABS karena plastik membutuhkan pendinginan secepat mungkin agar bisa bekerja, yang berarti semakin tinggi kecepatan kipas, semakin baik bridge keluar.
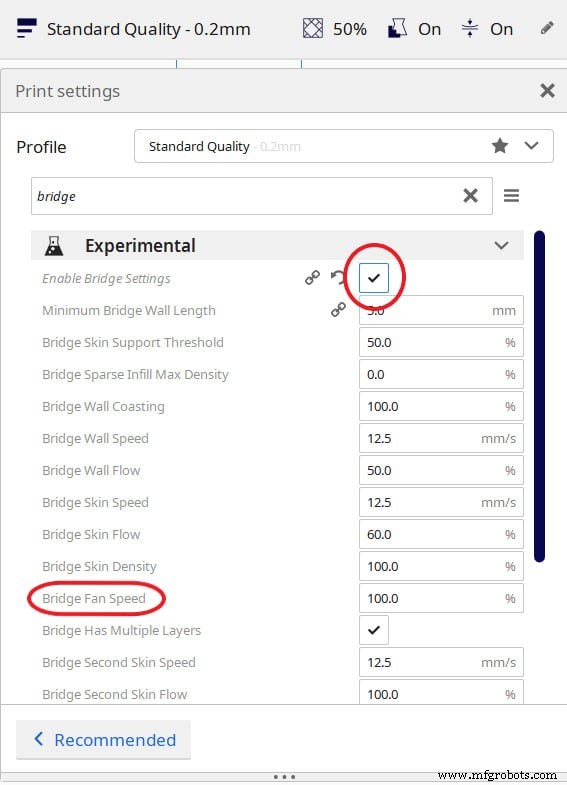
Untungnya, ada pengaturan eksperimental di Cura yang disebut "Aktifkan Pendinginan Cetak" di mana Anda dapat menyesuaikan "Kecepatan kipas Bridge", yang memungkinkan Anda untuk mengatur kipas pendingin cetak ke 100% hanya saat mencetak bridge (Untuk menemukan jenis pengaturan "bridge" ke dalam bilah pencarian pengaturan, centang kotak “Enable Print Cooling” dan gulir ke bawah ke “Bridge fan speed” untuk menyesuaikannya).
Setelan Pendinginan Ender 3 ABS yang Ideal:
- Kipas sepenuhnya mati untuk lapisan pertama.
- Kipaskan 30% atau diskon untuk sisa cetakan.
- Kipas angin 100% untuk jembatan.
Setelan Pencabutan
Saya menjalankan tes retraksi/pengikatan dan mendapatkan hasil yang benar-benar sempurna dengan pengaturan yang sama yang saya gunakan untuk PLA, yang juga merupakan pengaturan default di Cura, yaitu sebagai berikut:
- Mode Menyisir:AKTIF dan setel ke “Dalam Isi” (default adalah “tidak di Kulit”, keduanya berfungsi).
- Jarak Retraksi:6,5mm
- Kecepatan Retraksi:25mm/dtk
- Jumlah Pencabutan Maksimum:100
- Jendela Jarak Ekstrusi Minimum:10mm
Dengan pengaturan ini, teks string saya menjadi sangat bersih tanpa string yang terlihat di mana pun.
Setelan Kecepatan
Sama seperti PLA, pencetakan dengan kecepatan antara 40mm/s dan 60mm/s sangat ideal untuk ABS pada Ender 3 dan akan menghasilkan cetakan yang tampak bagus tanpa banyak artefak, ghosting &dering. Pengimbang terbaik antara kecepatan dan kualitas adalah 50mm/dtk.
Sekarang, meskipun Anda mungkin mendapatkan hasil yang luar biasa pada 50mm/d dan 60mm/d, mungkin ada saat-saat di mana Anda mungkin ingin menyukainya hingga 35 atau 40mm/d, tergantung pada kerumitan model dan tingkat detailnya, karena Anda saya ingin menghindari dering &ghosting sebanyak mungkin.
- Pengaturan Kecepatan ABS Ender 3 Ideal: Antara 40mm/dtk dan 60mm/dtk.
Jika Anda tidak ingin melalui semua percobaan dan kesalahan yang kami lakukan untuk menemukan Pengaturan Ideal untuk membuat cetakan berkualitas tinggi pada Ender 3 Anda, maka periksa Profil Cura kami sendiri yang dirancang khusus untuk Seri Printer Ender 3 (Anda bisa mendapatkan semuanya hanya dengan $7).
Memecahkan masalah ABS pada Ender 3
Seperti yang saya sebutkan sebelumnya, ABS berkontraksi lebih banyak daripada termoplastik lainnya saat pendinginan dan ini menyebabkannya melengkung dan terkadang bahkan retak di sepanjang garis lapisan.
Ini berarti bahwa pendinginan cetakan perlu lebih dipertimbangkan daripada saat menggunakan filamen cetak lain yang lebih mudah, seperti PLA atau PETG, itulah sebabnya saya sangat merekomendasikan berinvestasi ke dalam selungkup karena ini akan mencegah sebagian besar ABS ' masalah, seperti lengkungan, adhesi tempat tidur yang buruk (karena ini juga disebabkan oleh lengkungan), delaminasi/retak lapisan, dll.
Namun, jika Anda tidak ingin mendapatkannya dan akan mencetak dengan Stock Ender 3, berikut beberapa kiat untuk meningkatkan peluang keberhasilan Anda:
Jauhkan printer dari aliran udara
Aliran udara dingin akan mendinginkan cetakan lebih cepat dari yang dibutuhkan dan juga akan mendinginkannya secara tidak teratur, dan ini berarti plastik akan berkontraksi lebih banyak di satu sisi daripada yang lain, menyebabkan cetakan melengkung dan mungkin juga retak.
Jika Anda mencetak tanpa enklosur, simpan printer di ruangan yang sehangat mungkin dan tutup semua jendela/pintu untuk mencegah masuknya udara.
Catatan :ABS mengeluarkan asap beracun dan Anda tidak boleh berada di ruangan yang sama dengan printer saat printer sedang bekerja.
Cetak menggunakan Brim
Karena adhesi tempat tidur bisa menjadi masalah serius dengan ABS, Anda harus menggunakan semua pengaturan alat pengiris yang Anda inginkan untuk memperbaikinya, dan menggunakan pinggiran mungkin merupakan cara terbaik untuk mengatasinya.
Brim pada dasarnya adalah rok yang bersentuhan dengan cetakan dan yang membantu dengan daya rekat tempat tidur dan lengkungan pada khususnya, jadi selalu cetak ABS dengan Brim.
Gunakan Lem untuk daya rekat yang lebih baik
Saya berhasil menjaga cetakan saya agar tidak terlepas dari tempat tidur dan bahkan tidak melengkung dengan mengoleskan sedikit lem pada permukaan cetakan.
Stik lem akan meningkatkan daya rekat secara drastis dan juga membantu menghilangkan cetakan setelah tempat tidur mendingin.
Perlu diperhatikan bahwa mencoba menghapus cetakan dengan tempat tidur yang masih panas hampir tidak mungkin karena ikatan yang kuat dengan lem, jadi biarkan dingin terlebih dahulu hingga mencapai suhu kamar, lalu lepaskan.
Penggunaan Glue Stick memberikan saya hasil terbaik saat mencetak ABS sejauh daya rekat tempat tidur, dan meskipun ada sedikit lengkungan yang terjadi, itu hampir tidak terlihat.
Gunakan Pita Pelukis
Merekatkan beberapa selotip Pelukis ke permukaan bangunan juga sangat membantu adhesi tempat tidur. Pastikan untuk menempelkan strip selotip serapi mungkin dan tidak meninggalkan celah di antaranya.
Sejauh daya rekatnya, ABS menempel dengan sangat baik pada pita dan menyebabkan lebih sedikit kekacauan jika dibandingkan dengan lem dan melepasnya juga jauh lebih mudah.
Namun, kinerja stik lem sedikit lebih baik, itulah sebabnya saya menyarankan untuk menggunakannya di atas selotip.
Cetak Retak (pemisahan lapisan)
Sementara satu-satunya cara nyata untuk mengatasi ini adalah dengan mencetak menggunakan enklosur, semakin kuat ikatan antar lapisan semakin rendah risiko delaminasi, dan ini berarti bahwa menggunakan nosel yang lebih besar dapat menjaga cetakan agar tidak retak karena memberikan kontak yang jauh lebih besar. luas permukaan antara lapisan, pada dasarnya meningkatkan kekuatan ikatan di antara mereka.
Lingkungan yang dingin dan aliran udara akan semakin meningkatkan risiko cetakan retak, jadi pastikan untuk menyimpan printer di ruangan tertutup dengan suhu sekitar setinggi mungkin.
Kesimpulan
Musuh utama ABS sebagian besar adalah pendinginan yang cepat dan tidak merata karena dapat menyebabkan cetakan melengkung, terlepas dari alas, dan bahkan retak.
Mencetak menggunakan enklosur akan menyelesaikan semua masalah ini dan mencetak dengan ABS akan sangat mudah, tetapi jika Anda tidak memiliki enklosur, Anda bisa menempelkan lem atau selotip pada permukaan build untuk meningkatkan daya rekat, dan menjaga printer di ruangan tertutup jauh dari aliran udara dingin.
Meningkatkan suhu tempat tidur menjadi sedikit di atas suhu transisi kaca ABS (100 °C) juga akan membantu daya rekat tempat tidur, jadi bermainlah dengan suhu tempat tidur. Saya mendapatkan hasil terbaik, tanpa menggunakan lem, pada 110 °C.
Perbedaan antara 100 °C dan 110 °C tanpa lem cukup terlihat, namun tidak terlalu banyak. Itulah sebabnya saya merekomendasikan untuk menjaga tempat tidur pada suhu 100 °C dan mengoleskan lem pada tempat tidur karena sejauh ini merupakan daya rekat terbaik yang berhasil saya dapatkan.
Terakhir, ingatlah untuk menurunkan atau mematikan kipas pendingin sepenuhnya untuk mendapatkan hasil yang lebih baik, ingatlah untuk mengaktifkan pengaturan yang menyalakan kipas saat mencetak jembatan, jika tidak mereka tidak akan terlihat bagus.
Lihat bagian produk yang kami rekomendasikan

Kami membuat bagian produk yang direkomendasikan yang akan memungkinkan Anda untuk menghilangkan dugaan dan mengurangi waktu yang dihabiskan untuk meneliti printer, filamen, atau peningkatan apa yang akan didapat, karena kami tahu bahwa ini bisa menjadi tugas yang sangat menakutkan dan yang umumnya menyebabkan banyak kebingungan .
Kami telah memilih hanya segelintir printer 3D yang kami anggap baik untuk pemula maupun menengah, dan bahkan para ahli, membuat keputusan lebih mudah, dan filamen, serta peningkatan yang terdaftar, semuanya diuji oleh kami dan dipilih dengan cermat. , sehingga Anda tahu bahwa mana pun yang Anda pilih akan berfungsi sebagaimana mestinya.


