3D Print Warping:Mengapa Penyebabnya dan Cara Mencegahnya
Pencetakan 3D adalah proses manufaktur aditif yang akurat, presisi, dan cocok untuk membuat produk dengan desain yang kompleks. Namun, biasanya banyak pengguna, terutama pemula, mengalami beberapa cacat. Salah satu cacat pencetakan 3D yang umum adalah lengkungan cetak 3D.
Pembengkokan cetak 3D terjadi karena berbagai alasan, membuat pencetakan 3D membuat frustrasi banyak orang. Oleh karena itu, artikel ini akan membahas pencetakan 3D yang melengkung, penyebabnya, kemungkinan perbaikannya, dan cara mencegah pencetakan 3D yang melengkung.
Konsep 3D Printing Warping
Warping adalah distorsi bagian dari bentuk yang diinginkan.
Memahami pembengkokan cetak 3D hanya mungkin dilakukan dengan memahami proses pencetakan 3D dan bagaimana kaitannya dengan filamen cetak 3D. Pencetakan 3D melibatkan ekstrusi filamen cair dari nosel yang dipanaskan ke alas cetak yang dipanaskan (sebagian besar waktu). Saat menyentuh alas cetak, cairan mengembun menjadi bentuk padatnya.
Filamen pencetakan 3D mempertahankan sifat mekaniknya selama perubahan fase. Namun, mereka mengalami ekspansi dan penyusutan (tingkat efek fisik seperti itu tergantung pada filamen). Perubahan suhu selama ekspansi dan penyusutan filamen pencetakan 3D memastikan perbedaan dalam ekspansi. Jika filamen yang diekstrusi tiba-tiba mendingin selama penyusutan, itu dapat menyebabkan penarikan lapisan sebelumnya. Akibatnya, ini dapat menyebabkan cetakan 3D melengkung.

Pertunjukan Warping dalam Cetakan 3D dengan Cara Berikut:
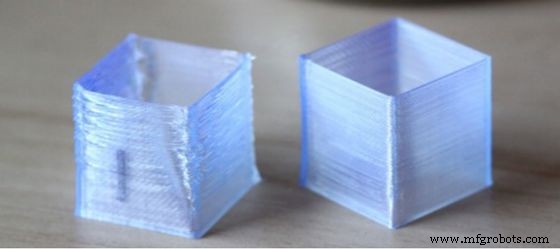
-Cetakan 3D yang melengkung paling banyak ditampilkan di lapisan dasar karena mengalami berbagai suhu karena lapisan berikutnya.
-Lapisan lain juga dapat mengalami pelengkungan karena efek pull-up dari lapisan berikutnya saat lapisan tersebut mendingin pada lapisan yang dingin.
-Lapisan dasar yang kuat juga dapat menyebabkan lengkungan karena menempel pada alas cetak.
Ada cara lain untuk mewujudkan warping cetak 3D. Ini dibahas sepenuhnya di bagian di bawah ini.
Apa yang Menyebabkan Cetakan 3D Melengkung?
Penyebab utama warping pencetakan 3D adalah perbedaan suhu selama ekstrusi filamen. Namun, ada penyebab lain. Berikut adalah beberapa penyebab umum yang harus Anda waspadai selama pencetakan 3D.
1. Perbedaan Suhu
Selama ekstrusi, filamen yang dipanaskan mengalami ekspansi dan penyusutan. Perbedaan suhu dapat memperpanjang atau mengurangi pemuaian. Jika filamen yang diekstrusi tiba-tiba mendingin, ini dapat menyebabkan cetakan 3D melengkung.
Ini adalah alasan paling umum untuk pencetakan 3D yang melengkung, dan ini terjadi karena pendinginan yang tidak merata, ventilasi yang buruk, kecepatan kipas pendingin yang tidak memadai, dan pilihan filamen pencetakan 3D yang salah.
2. Adhesi Tempat Tidur yang Tidak Tepat
Lapisan pertama cetakan 3D harus menempel pada alas cetak dengan benar. Ketika ini tidak terjadi, lapisan berikutnya dapat menyusut dan menarik lapisan pertama. Ini, pada gilirannya, dapat menyebabkan cetakan 3D yang melengkung. Adhesi tempat tidur yang tidak tepat dapat disebabkan oleh hal berikut:
- Perataan tempat tidur salah
- Penggunaan yang salah/ tidak adanya perekat
- Tinggi nozzle salah
- Ekstrusi tidak memadai
- Tempat tidur cetak 3D yang kotor
3. Setelan Pengirisan Salah
Pemotong menentukan jalur pencetakan 3D yang dihitung dari orientasi objek, material, dan resolusi yang diinginkan. Oleh karena itu, pengaturan alat pengiris yang salah dapat menyebabkan kesalahan pada bagian tersebut. Hal ini dapat menyebabkan pelat bangunan terlepas dan pencetakan 3D melengkung.
4. Mencetak Terlalu Cepat
Mencetak terlalu cepat dapat menyebabkan hal berikut, yang dapat menyebabkan cetakan 3D melengkung:
- Filamen plastik akan menggulung bukannya rata.
- Mencetak cepat juga dapat menyebabkan pendinginan lapisan secara tiba-tiba. Selain itu, akan menyebabkan lapisan plastik menjadi rapuh.
Bagaimana Memperbaiki Warping 3D Prints?

Memperbaiki cetakan 3D yang melengkung hampir tidak mungkin, terutama untuk produk yang membutuhkan akurasi, presisi, dan toleransi yang tinggi. Namun, untuk produk yang tidak memerlukan toleransi sebesar itu, satu-satunya perbaikan lengkungan pencetakan 3D adalah dengan memanaskan ulang bagian tersebut menggunakan senapan panas dan mendorongnya untuk membentuk.
Perbaikan warping pencetakan 3D yang paling dipertimbangkan adalah mencetak ulang model. Namun, ini seharusnya hanya terjadi setelah mempertimbangkan tips yang disorot di bawah ini.
10 Tips Menghindari Warping Cetak 3D
Karena kecenderungan rendah untuk memperbaiki cetakan 3D yang melengkung, Anda perlu tahu tentang menghindari masalah sebelum mencetak. Selain itu, juga dapat meningkatkan biaya layanan pencetakan 3D. Berikut adalah beberapa tips yang dapat Anda terapkan sebelum dan selama pencetakan untuk mendapatkan cetakan 3D berkualitas.
1. Ratakan Tempat Tidur Cetak
Meratakan alas cetak memungkinkan Anda mendapatkan jarak yang sempurna antara nosel dari alas cetak. Di satu sisi, nosel yang tertutup dapat menyebabkan alas tergores (ini tidak menyebabkan lengkungan). Di sisi lain, nosel yang jauh dapat menyebabkan pendinginan filamen yang diekstrusi sebelum dipasang di alas cetak. Ini akan mengurangi adhesi filamen yang diekstrusi dan menyebabkan lengkungan. Anda dapat meratakan tempat tidur pencetakan dengan melakukan tes kertas atau menggunakan tes cetak.
2. Panaskan Print Bed dan kepala pada Suhu yang Lebih Tinggi untuk Lapisan Pertama
Pemanasan tempat tidur cetak dan kepala dapat memastikan filamen yang diekstrusi memiliki viskositas yang lebih tinggi dan melekat lebih baik pada tempat tidur pencetakan. Untuk lapisan pertama, pastikan Anda menaikkan suhu pencetakan sekitar 5 °C. Namun, perhatikan bahwa ini tergantung pada materi yang Anda kerjakan.
3. Gunakan Kandang yang Dipanaskan
Enklosur yang dipanaskan akan memastikan bahwa bagian lain dari cetakan 3D tidak mengalami lengkungan. Ini dilakukan dengan menjaga suhu tetap stabil dan mengurangi tingkat penyusutan.
Tidak semua printer memiliki penutup berpemanas. Namun, dimungkinkan untuk DIY.
4. Gunakan Rakit &Penuh
Rakit dan brim juga merupakan add-on yang dapat Anda gunakan untuk mencegah warping pencetakan 3D. Rakit adalah lapisan tambahan sementara melekat kuat pada lapisan pondasi. Ini menahan lapisan ke bawah dan meningkatkan daya rekat pada alas cetak. Di sisi lain, pinggiran menempel pada tepi luar dan melakukan fungsi yang sama untuk meningkatkan daya rekat.
5. Konfigurasikan Pengaturan Pemotongan
Anda juga dapat mengonfigurasi pengaturan pengirisan untuk mencegah pembengkokan cetak 3D. Ada dua pengaturan yang dapat Anda manfaatkan. Salah satunya melibatkan peningkatan tinggi lapisan lapisan pertama dengan meningkatkan permukaan kontak. Melakukan hal ini akan meningkatkan daya rekat pada platform.
Cara lain adalah dengan memperluas lebar garis lapisan pertama. Ini akan meningkatkan tekanan ekstrusi, meningkatkan daya rekat dan mengurangi kemungkinan pengeritingan. Pastikan konfigurasi tidak mempengaruhi ketebalan dinding dan parameter lainnya.

6. Kurangi Kepadatan Isi ke Model 3D
Filling density adalah jumlah filamen di dalam model. Meningkatkan kerapatan isi akan menyebabkan penyusutan besar selama pendinginan yang mengakibatkan lengkungan.
Mengurangi kepadatan isi akan mengurangi tingkat penyusutan, mengurangi cetakan 3D yang melengkung.
7. Kurangi Kecepatan Pencetakan
Mengurangi kecepatan pencetakan dapat mencegah pelengkungan dengan mengurangi pengeritingan pencetakan 3D. Selain itu, dengan mengurangi kecepatan pencetakan, pendinginan menjadi mudah, daya rekat yang tepat, dan tekanan internal berkurang.
8. Matikan Kipas Pendingin untuk Lapisan Pertama
Kipas pendingin mempercepat proses pendinginan. Saat tinggi, mereka dapat secara tiba-tiba mendinginkan filamen yang diekstrusi selama penyusutan, yang menarik material ke atas. Selain itu, dapat menyebabkan adhesi yang tidak tepat dari lapisan pertama ke tempat tidur cetak. Akibatnya, mengarah ke cetakan 3D yang melengkung. Oleh karena itu, disarankan untuk mematikan kipas pendingin dan menjaga lapisan pertama tetap hangat.
9. Membersihkan Tempat Tidur Cetak
Membersihkan alas cetak juga dapat membantu mengurangi kemungkinan melengkung. Ini karena debu dan kotoran dapat mengurangi daya rekat filamen ke alas cetak.
10. Gunakan Perekat
Gunakan lem, pita biru, atau produk perekat apa pun untuk meningkatkan daya rekat filamen ke alas cetak. Namun, pastikan perekat tidak mempengaruhi filamen dan kompatibel dengan alas cetak.
Perbedaan antara Warping ABS dan Warping PLA dalam Pencetakan 3D
Pembengkokan cetak 3D tergantung pada sifat filamen cetak 3D. Akibatnya, ada perbedaan antara warping ABS dan warping PLA. Memahami perbedaan antara kedua bahan hanya dapat terjadi dengan memahami sifat-sifatnya.
PLA adalah termoplastik dengan kekuatan, kekakuan, dan suhu leleh yang lebih tinggi. Namun, ia memiliki suhu leleh yang rendah dan rentan terhadap warping pencetakan 3D. Selain itu, setelah filamen mengeras, filamen menjadi rapuh, mengurangi daya rekat lapisan ke alas cetak.
ABS lebih lemah, ringan, dan kurang kaku dari PLA. Sehingga membutuhkan usaha pencetakan yang lebih karena tahan terhadap panas dan mudah melengkung. Akibatnya, saat mencetak ABS, gunakan alas cetak berpemanas dan nozzle dengan suhu sekitar 40-50 derajat Celcius.
Secara keseluruhan, perbedaan utama di antara mereka adalah bahwa ABS cenderung lebih melengkung daripada PLA. Ini karena ketika suhu alas cetak terlalu rendah atau suhu nosel terlalu tinggi, PLA cenderung melengkung tetapi secara keseluruhan memiliki lengkungan yang lebih minimal daripada ABS.
Apa Cacat Lain dalam Pencetakan 3D?
Warping pencetakan 3D bukan satu-satunya cacat pencetakan 3D yang dapat Anda alami. Berikut adalah beberapa cacat umum dalam proses:

1. Hantu
Ghosting adalah kemunculan garis-garis kecil yang berulang pada permukaan model. Itu terjadi karena pembangkitan getaran ketika ekstruder berubah arah. Anda dapat mengatasi masalah tersebut dengan mengurangi kecepatan cetak dan memeriksa komponen mekanis printer.

2. Kaki Gajah
Ini adalah perluasan lapisan pertama model 3D di bidang horizontal. Hal ini terjadi karena nozzle berada dekat dengan alas cetak atau suhu alas cetak yang tinggi. Anda dapat menghindari kaki gajah dengan menurunkan suhu tempat tidur.

3. Kepanasan/Keriting
Hal ini terjadi karena pemanasan filamen dan ekstrusi pada suhu yang sangat tinggi. Oleh karena itu, filamen memiliki lebih sedikit waktu untuk mendingin. Oleh karena itu, ia runtuh atau melorot. Untuk menghindari keriting, turunkan suhu dan tingkatkan kecepatan kipas pendingin.

4. Merangkai
Merangkai terjadi ketika plastik menetes dari bagian cetak dan menempel ke bagian lain ketika nosel bergerak. Masalah muncul karena pengaturan yang tidak akurat. Anda dapat mencegah merangkai dengan mengurangi suhu dan meningkatkan kecepatan retraksi printer.
5. Retak
Hal ini terjadi ketika lapisan tidak bergabung dengan benar bersama-sama. Ini terjadi karena adhesi yang buruk antara lapisan atau penyusutan termal.
Untuk mencegah keretakan, naikkan suhu dan kurangi kecepatan kipas pendingin. Anda juga dapat memastikan bahwa ada pendinginan yang tepat selama pencetakan.
Kesimpulan
Pencetakan 3D warping adalah kejadian umum selama warping. Ini terjadi terutama karena perbedaan suhu yang menghasilkan variasi dalam pendinginan. Karena sifatnya yang umum, maka perlu untuk mencegah prosesnya. Oleh karena itu, kali ini kami akan membahas tentang 3D print warping, penyebab dan solusinya, serta cara pencegahannya.
Apakah Anda membutuhkan cetakan 3D berkualitas tinggi? Di WayKen, kami menawarkan layanan pencetakan 3D dan mesin CNC berbiaya rendah dan berkualitas tinggi. Perusahaan kami bersertifikat ISO, artinya kami mematuhi standar kualitas yang tinggi. Selain itu, tim ahli kami yang berpengalaman dan kreatif menggunakan peralatan canggih untuk memberikan layanan terbaik. Hubungi kami hari ini untuk mempelajari lebih lanjut tentang bagaimana kami dapat membantu Anda dengan kebutuhan pencetakan 3D Anda. Anda tidak akan kecewa!
FAQ
Dapatkah filamen menyebabkan lengkungan?
Ya, menggunakan filamen yang salah dapat menyebabkan pencetakan 3D melengkung. Misalnya, PLA dan ABS adalah filamen umum dalam pencetakan 3D. Namun, ABS lebih rentan terhadap warping karena sifatnya. Pastikan Anda memahami filamen yang Anda gunakan untuk mendapatkan hasil terbaik dari pencetakan 3D.
Pada suhu berapa PLA melengkung?
PLA mengalami perubahan dimensi bahkan pada sekitar 70 °C. Namun, pada suhu yang lebih tinggi (sekitar 170 °C), objek benar-benar runtuh (meleleh).
Dapatkah filamen basah menyebabkan lengkungan?
Ya, filamen basah dapat menjadi rapuh selama pencetakan, mengurangi daya rekat pada alas cetak. Selain itu, filamen basah dapat menyebabkan gelembung yang merusak kualitas cetak 3D.


