Masalah karena posisi spool filamen yang salah
Sesuatu yang sering tidak diperhatikan, namun bisa menjadi sumber kegagalan, adalah posisi spool dan jalurnya ke extruder. Untuk memudahkan kerja ekstruder, resistensi minimum terhadap traksi filamen harus dicari . Semakin tinggi resistansi, semakin keras motor ekstruder harus bekerja, menghasilkan lebih banyak panas dan meningkatkan kemungkinan kehilangan nada. Selain itu, gesekan roda dengan filamen akan meningkat, menyebabkan lebih banyak keausan dan kotoran serta meningkatkan kemungkinan gigitan di filamen.
Posisi kumparan optimal
Lokasi koil yang optimal adalah yang menjamin jalur terpendek dan lurus ke ekstruder. Selain itu, hal-hal berikut harus diperhatikan:
- Tabung PTFE: Jika jarak antara spool dan extruder tinggi (biasanya lebih dari 15-20 cm) atau jika tidak memungkinkan untuk menempatkan spool langsung pada extruder dalam sistem langsung, tabung PTFE harus digunakan untuk memandu filamen.
- Jika tabung PTFE digunakan untuk mengarahkan filamen dari spul ke ekstruder, tabung dengan penampang melintang internal yang sedikit lebih besar dari diameter filamen harus digunakan. Tabung dengan diameter yang sempit akan menghasilkan lebih banyak gesekan dan meningkatkan tekanan pada motor.
- Jika pipa PTFE digunakan untuk mengarahkan filamen dari ekstruder ke hotend (sistem Bowden), diameter internal harus disesuaikan untuk mencapai tekanan yang paling homogen. Dalam kasus ini, disarankan untuk menggunakan tabung PTFE berkualitas tinggi dengan koefisien gesekan serendah mungkin.
Dalam kedua kasus, perjalanan harus sesingkat mungkin (maksimum 80 cm dalam kasus sistem Bowden) dan dengan radius kelengkungan sebesar mungkin. Selain itu, salah satu ujung tabung PTFE harus dimasukkan langsung ke ekstruder, sedangkan ujung lainnya harus ditempatkan bersinggungan dengan spul dan pada jarak sekitar 10 cm dari area pelepasan filamen.
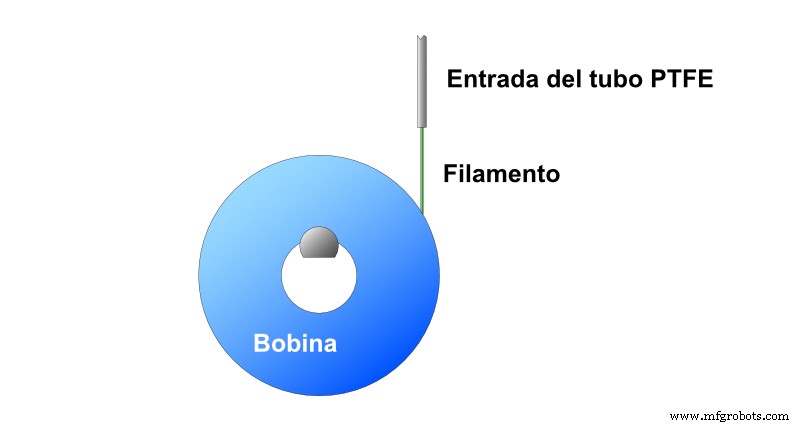
Gambar 1:Posisi saluran masuk tabung PTFE yang benar. Sumber Filament2print
- Tempat spool :Meskipun tampaknya yang terbaik bagi penahan spul untuk mengerahkan gesekan sesedikit mungkin, sebenarnya tidak demikian. It is true that the bobbin holder should not exert excessive friction, but neither should it allow the bobbin to turn freely. If the spool rotates too much, it will cause a loss of tension in the last few turns of filament, increasing the risk of overlapping as tension is regained.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments. Source:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.


