Masalah umum dan solusi dalam pencetakan 3D

Dalam penggunaan printer 3D (FFF/FDM), masalah dan kejadian tak terduga (terutama pada printer 3D non-profesional) dapat muncul saat mencetak model yang dibutuhkan pengguna. Hal ini menyebabkan ketidaknyamanan, penundaan, dan ketidaknyamanan lain yang tidak diinginkan oleh pengguna printer 3D. Artikel ini kemudian memberikan serangkaian saran tentang cara memecahkan masalah umum tersebut.
Tidak adanya filamen pada awal pencetakan
Saat pencetakan dimulai, mungkin tidak ada jumlah filamen yang dilepaskan. Hal ini mungkin disebabkan oleh:
Tinggi alas sangat dekat dengan nosel
Ini diselesaikan dengan membuat perataan dasar.
Extruder suhu berlebihan
Karena menunggu di awal pencetakan, mungkin material yang berada di ujung HotEnd terendapkan di bagian dasar karena pengaruh gravitasi itu sendiri sehingga menyebabkan tidak adanya material pada saat pencetakan.
Regulasi tegangan ekstruder yang buruk
Jika tensioner sangat longgar, dapat terjadi filamen tidak bergerak melalui ekstruder, namun jika sangat kencang akan menandai filamen yang menyebabkan kualitas permukaan yang buruk dengan kualitas yang buruk.
Extruder tersumbat
Masalah ini adalah salah satu yang terburuk yang dapat terjadi pada printer 3D. Jika hal ini terjadi, langkah pertama adalah memanaskan suhu sekitar 10 - 20 °C dengan mengacu pada bahan terakhir yang digunakan dan memasukkan filamen pembersih (filamen pembersih Smart Clean) sampai keluar bersih dan terus menerus.
Trik yang bagus adalah dengan mengaktifkan opsi garis kontur di sekitar potongan (rok) dan dengan demikian memastikan keluaran bahan dari ekstruder sebelum memulai pencetakan dari karya itu sendiri.
Gambar 1:Tidak adanya filamen pada awal pencetakan. Sumber:Sederhanakan3D.
Masalah dengan lapisan pertama
Setelah mengatasi masalah kurangnya filamen pada awal pencetakan, mungkin saja lapisan cetakan pertama tidak menempel pada alasnya. Hal ini mungkin disebabkan oleh:
Terlalu tinggi antara ekstruder dan alas
Masalah ini diamati dengan memeriksa jarak ini secara visual, saat printer 3D membuat lapisan pertama.
Suhu dasar tidak memadai
Jenis filamen tertentu memerlukan alas yang memiliki suhu lebih tinggi daripada lingkungan, misalnya ABS. Jika parameter ini tidak terpenuhi, pasti muncul masalah ini. Selain suhu, ada bahan yang memerlukan perekat untuk alasnya (DimaFix atau Magigoo). Sebelum mengoleskan perekat ini, disarankan untuk mencuci alasnya dengan baik.
Kecepatan pencetakan yang berlebihan
Untuk sebagian besar printer 3D, disarankan kecepatan lapisan pertama 25 mm/dtk. Jika kecepatan ini terlampaui secara signifikan, risiko lapisan pertama tidak menempel ke alas sangat tinggi.
Gambar 2:Masalah dengan lapisan pertama. Sumber:Sederhanakan3D
Utas yang mengelilingi karya
Adalah umum untuk melihat benang cetakan 3D yang mengelilingi potongan atau di antara potongan-potongan yang sedang dibuat secara bersamaan. Kesalahan ini biasanya disebabkan oleh parameter yang terkait dengan pencabutan ekstruder:
Jarak retraksi tidak cukup
Kesalahan ini sangat umum terjadi pada sistem "bowden", yang memiliki jarak yang jauh antara mesin ekstruder dan Hotend. Jarak ini bervariasi sesuai jenis bahannya, menjadi 8 mm adalah ukuran yang baik untuk memulai dan meningkatkannya jika masalah berlanjut.
Kecepatan retraksi
Untuk parameter ini, ukuran potongan dan jarak antar potongan harus diperhatikan. Jika bagian atau jaraknya kecil, lebih banyak kecepatan diperlukan untuk memberi waktu pada motor ekstruder untuk membuat jalur mundur filamen. Jika kecepatannya berlebihan, gelembung akan tercipta di dalam HotEnd dan katrol ekstruder akan banyak menandai filamen.
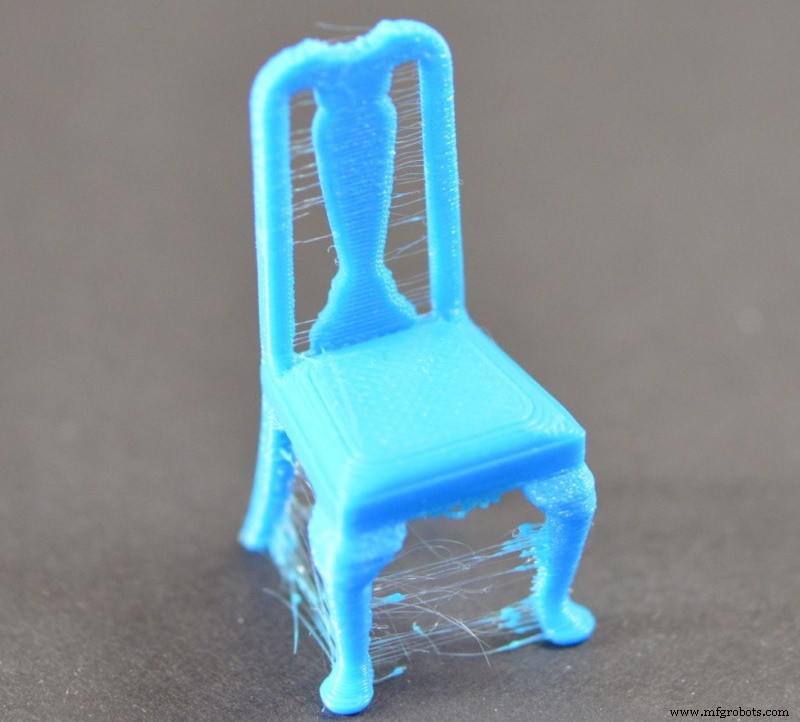
Gambar 3:Utas yang mengelilingi potongan. Sumber:Sederhanakan3D
Titik hitam (hangus) pada cetakan
Ketika kesalahan pencetakan ini terlihat, itu karena ada sisa-sisa filamen di bagian luar nosel. Deposisi ini menjadi kental dengan suhu dan dengan gerakan ekstruder mereka dipindahkan sampai tiba di bagian yang sedang dicetak. Pengendapan ini biasanya terjadi pada awal pencetakan, pada saat ekstruder bekerja di "rumah" sumbu z, sisa-sisa yang menggantung dari nosel ditempatkan di bagian luarnya. Untuk menghindari masalah ini, pada awal pencetakan perlu diperiksa apakah hal ini tidak terjadi, dan jika terjadi, lepaskan filamen dari nosel dengan pinset.
Potongan setengah matang
Masalah ini merupakan salah satu yang terparah akibat keterlambatan yang terjadi pada waktu pencetakan sebuah karya, dan, karena terjadi karena alasan yang mudah diperbaiki. Sebelum memulai pencetakan, pastikan jumlah filamen yang tersedia mencukupi, menimbang filamen. Tip praktis (potongan kecil atau sedang) untuk memperkirakan panjang filamen yang tersedia adalah mengukur diameter filamen yang digulung, menghitung kelilingnya, dan mengalikannya dengan jumlah lilitan pada koil. Alasan lain mungkin terjadi tumpang tindih filamen, mencegah material memasuki katrol motor ekstruder. Akhirnya, jika penegang katrol ekstruder tidak memiliki pengencangan yang cukup, filamen tidak akan maju melewatinya, menghentikan keluarnya material melalui nosel.
Gambar 4:Potongan setengah jadi. Sumber:Sederhanakan3D
Pemisahan antar lapisan
Pencetakan FDM 3D bekerja dengan membangun objek lapis demi lapis hingga diperoleh bentuk yang diinginkan. Jika lapisan yang berdekatan tidak bergabung dengan benar, potongan terakhir dapat dipatahkan dengan menggabungkan lapisan. Masalah ini mungkin disebabkan oleh dua alasan:
Tinggi lapisan yang berlebihan
Selama pencetakan 3D suatu bagian, harus dipastikan bahwa setiap lapisan yang diproduksi cukup menekan lapisan bawah sehingga kedua lapisan tersebut digabungkan dengan cara yang tahan. Dapat diambil sebagai aturan umum bahwa tinggi lapisan tidak boleh lebih dari 80% dari diameter saluran keluar nosel. Misalnya, saat menggunakan nosel 0,4 mm, tinggi lapisan tidak boleh lebih dari 0,32 mm. Jika pemisahan antar lapisan terdeteksi selama pencetakan, disarankan untuk mengurangi ketinggian lapisan.
Suhu ekstrusi terlalu rendah
Setelah ketinggian lapisan diverifikasi benar, tetapi pemisahan antar lapisan tetap ada, masalahnya ada pada suhu ekstrusi. Jika suhu yang dicapai oleh filamen tidak cukup panas, daya rekat dengan lapisan bawah akan buruk, yang akan menyebabkannya mudah pecah. Misalnya, PLA dapat dicetak pada suhu 180 °C tetapi jika pengguna membuat komponen dengan kecepatan tinggi (60 mm/dtk), suhu ekstrusi tidak cukup untuk membuat lapisan menempel dengan kuat, sehingga suhu harus dinaikkan dengan interval 10 °C hingga koneksi yang baik antar lapisan tercapai.
Gambar 5:Pemisahan antar lapisan. Sumber:Sederhanakan3D
Kurangnya material antara lapisan luar dan isian (tumpang tindih)
Gejala ini mudah ditentukan, karena Anda hanya perlu mengamati potongan dengan tekad beberapa detik dan melihat pemisahan antara lapisan luar dan isian. Untuk mengatasinya, Anda harus meningkatkan persentase "tumpang tindih", yang biasanya 15%, naikkan menjadi 20% atau 25% jika Anda mengalami masalah ini.
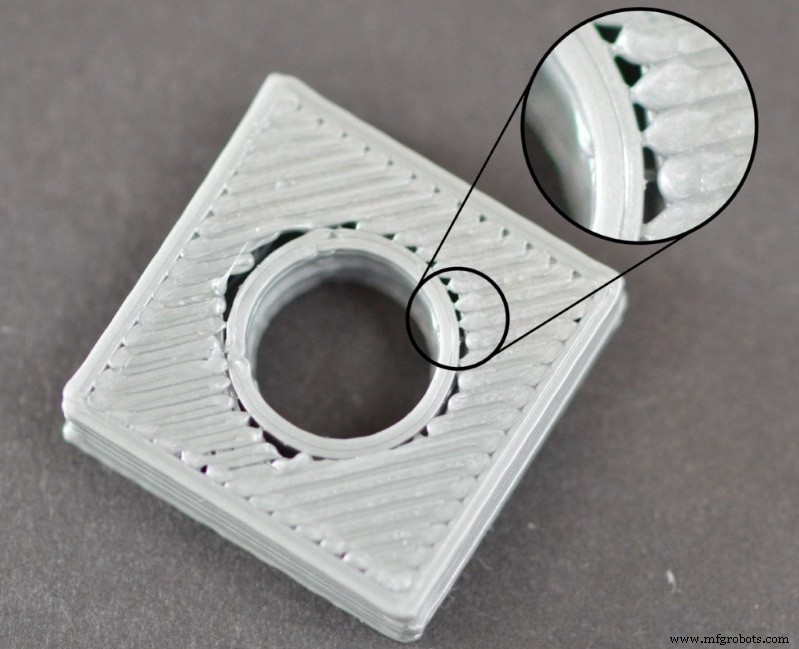
Gambar 6:Tumpang tindih. Sumber:Sederhanakan3D
Pembengkokan
Ini disebut "pembengkokan" untuk menekuk lapisan potongan yang bersentuhan dengan alas. Tekuk ini biasa terjadi pada material seperti ABS, material dengan suhu ekstrusi tinggi dan cenderung berubah bentuk saat mendingin. Untuk menghindari masalah ini, kami biasanya menggunakan:
Basis cetak panas
Saat ini sebagian besar printer 3D FDM memiliki hot base untuk pencetakan. Untuk bahan yang peka terhadap perubahan suhu, seperti ABS, menggunakan suhu dasar 100 - 120 ºC adalah kunci untuk menjaga stabilitas dimensi.
Terlampir
Saat pengguna ingin membuat komponen ABS dengan ukuran sedang atau besar, menggunakan hot base saja tidak cukup untuk mencegah bengkok. Dalam hal ini, printer 3D harus tertutup dan jika Anda perlu membuat komponen volume besar, disarankan lingkungan yang panas.
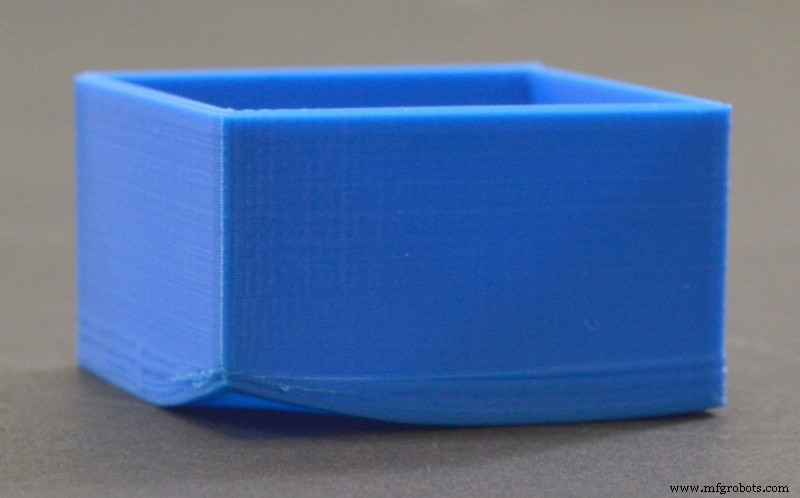
Gambar 7:Bengkok. Sumber:Sederhanakan3D
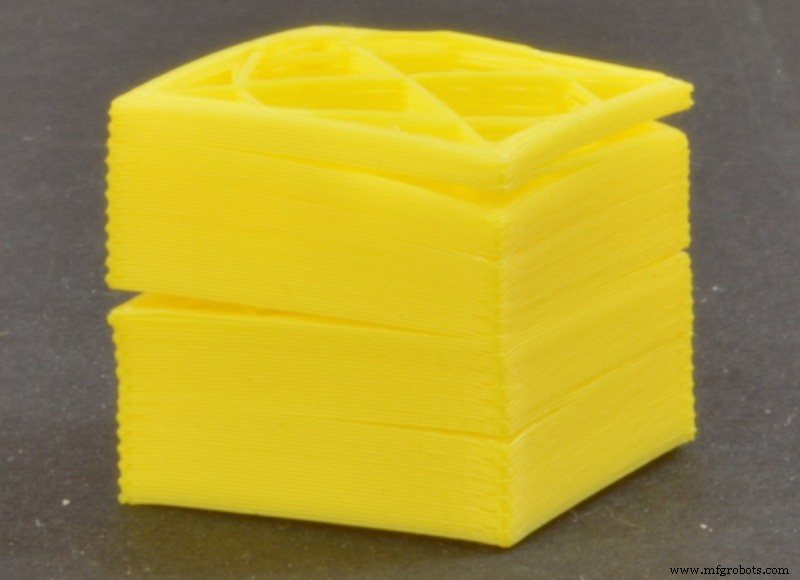
Kesenjangan antara lintasan lapisan terakhir
Ketika hasil akhir yang buruk dari lapisan atas diamati, dengan aspek yang menunjukkan perasaan kekurangan material, hal itu mungkin disebabkan oleh pengisian bagian dalam yang agak padat, dengan lubang yang terlalu besar dan sulit untuk ditutup. Faktor lain yang menyebabkan ini adalah jumlah lapisan yang tidak mencukupi setelah pengisian, untuk menutupi permukaan sepenuhnya. Kesalahan ini juga dapat muncul karena aliran filamen yang tidak mencukupi, terutama dalam potongan besar, di mana lintasan kontinunya besar. Untuk memeriksa apakah ada masalah aliran rendah, dilakukan pemeriksaan pengukuran eksternal, jika ini lebih kecil, aliran harus dinaikkan dari 5% menjadi 5% hingga bagian memiliki ukuran desain.
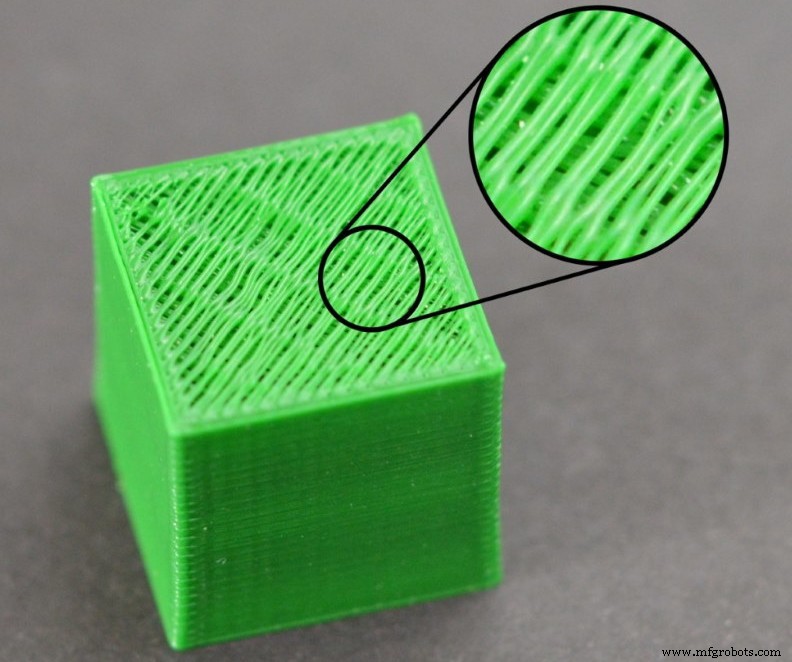
Gambar 8: Kesenjangan antara lintasan lapisan terakhir. Sumber:Sederhanakan3D
Kesimpulan
Dengan semua yang dijelaskan di atas, pengguna printer 3D FDM harus mengetahui cara mengatasi sebagian besar masalah yang dapat terjadi dalam pencetakan 3D sehari-hari.


