Bagaimana menyederhanakan arsitektur kontrol robot koordinat kartesius
Oleh Barry Weller, manajer produk di Mitsubishi Electric
Agar tetap kompetitif, secara umum diterima bahwa industri harus mengadopsi strategi lean manufacturing untuk meningkatkan efisiensi proses.
Tindakan utama dapat mengurangi jumlah bagian, yaitu jumlah komponen dalam rakitan atau sistem. Ini sangat menantang dalam hal aplikasi gerakan koordinat kartesius (linier) yang sangat akurat.
Dalam kasus ini, pembuat mesin sering kali perlu menggunakan PLC dan pengontrol numerik komputer (CNC) untuk mengelola pergerakan di dalam mesin sepenuhnya – hingga sekarang.
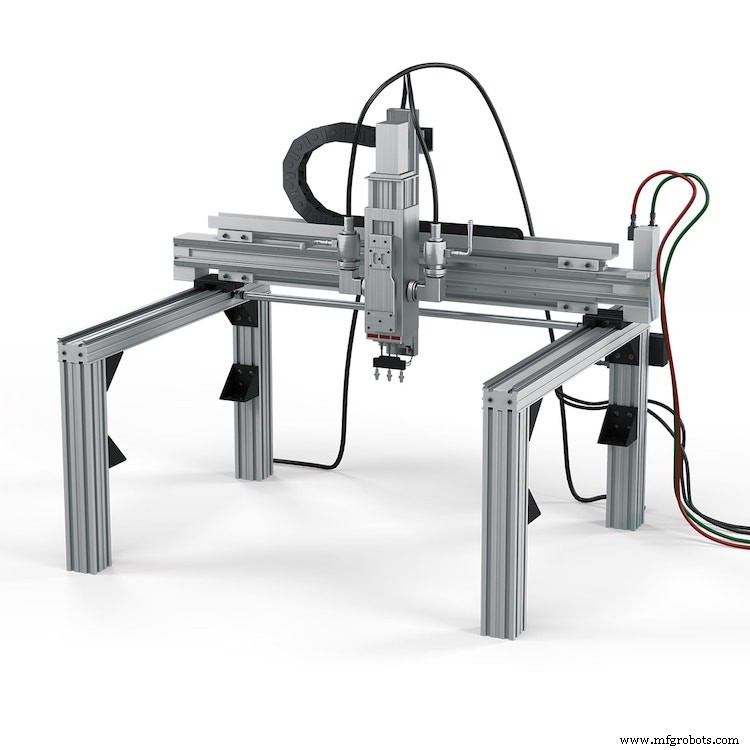
Robot koordinat kartesius banyak digunakan untuk mengotomatiskan fungsi mesin seperti pemotongan mekanis, laser, atau plasma – dengan cepat mengirimkan item berkualitas tinggi yang konsisten dan dapat disesuaikan.
Sementara robot koordinat kartesius dan mesin CNC (kontrol numerik komputer) tidak selalu sama, gerakan keduanya biasanya dikendalikan oleh sistem CNC.
Alasannya terletak pada kesederhanaan pemrograman lintasan kontrol gerak dengan pengontrol numerik komputer dan bahasa G-Code-nya.
Bahasa pemrograman ini berbeda karena menginstruksikan mesin di mana dan bagaimana bergerak berdasarkan gambar dan file computer-aided design/manufacturing (CAD/CAM).
G-code membaca file CAD/CAM untuk produk akhir yang dimaksud dan mengubahnya menjadi lintasan dan arah untuk drive servo CNC dalam robot koordinat kartesius.
Hasilnya, gerakan yang sangat akurat, presisi, dan dapat direproduksi dapat menciptakan bentuk dan kontur 2D yang paling rumit dan tidak biasa sekalipun.
Meskipun solusi CNC berfungsi dengan baik sebagai pengontrol robot, solusi tersebut tidak dapat memantau dan memandu komponen lain, seperti katup solenoid, klem, dan selang udara – untuk melakukannya, unit memerlukan PLC.
Ini secara teoritis dapat menangani kontrol alat yang ketat dan umpan balik untuk semua bagian otomatisasi yang berbeda, menghilangkan kebutuhan akan sistem CNC.
Namun, menulis kode kendali gerak untuk robot koordinat kartesius dengan salah satu dari lima bahasa PLC akan cukup menantang. Akibatnya, pembuat mesin dan pengguna perlu menggunakan dua sistem kontrol yang berbeda ini untuk satu mesin.
Namun solusi ini jauh dari ideal:perangkat keras tambahan hanya akan meningkatkan total biaya kepemilikan mesin dan juga dapat memengaruhi waktu pembuatan / commissioning.
Faktanya, dua unit kontrol terpisah perlu berbagi informasi waktu kritis, meningkatkan waktu siklus potensial dan meningkatkan kemungkinan gangguan komunikasi yang dapat mendesinkronisasi proses berbasis PLC dan CNC pada mesin yang sama.
Pendekatan holistik untuk pemrograman, kontrol, dan umpan balik gerak
Untuk mengatasi masalah ini, produsen komponen dan sistem otomatisasi pabrik mulai berinvestasi dalam teknologi kontrol gerak yang melintasi batas antara sistem PLC dan CNC untuk menciptakan pengontrol mesin terintegrasi yang menggabungkan fungsi utama dari kedua solusi tersebut.
Contoh yang baik adalah pengontrol gerak MELSEC iQ-R Mitsubishi Electric dan pustaka tambahan G-Code-nya. Dengan memilih solusi ini, pembuat mesin dapat menggunakan servo serba guna dan PLC seri MELSEC iQ-R untuk mengimplementasikan kemampuan CNC, jika diperlukan, dengan menginstal pustaka G-Code.
Hal ini memungkinkan pemrograman lintasan dan profil pemotongan kompleks yang sangat akurat dalam G-Code tanpa memerlukan pengontrol numerik komputer.
Lebih tepatnya, fungsi add-on membantu sistem untuk mengikuti instruksi pemrograman khusus PLC, seperti Motion SFC (bagan fungsi sekuensial), serta secara otomatis menghasilkan dan membaca profil gerakan dari file CAD/CAM.
Program G-Code, tersedia dalam format teks, dapat diedit dengan mudah di HMI Mitsubishi Electric atau dengan editor umum apa pun.
Dengan menghilangkan kebutuhan akan perangkat keras komponen PLC dan CNC yang terpisah, sistem iQ-R MELSEC dapat menyinkronkan berbagai proses dalam satu mesin dan mengurangi waktu siklus.
Selain itu, kemungkinan untuk menggunakan satu solusi tunggal untuk berbagai aplikasi, termasuk permesinan CNC dan dengan mudah beralih di antara keduanya, memungkinkan pembuat mesin menggunakannya untuk mengontrol lini produksi yang lengkap.
Akibatnya, bisnis dapat memperoleh manfaat dari sistem yang sangat fleksibel, cepat, dan hemat biaya yang benar-benar menyederhanakan proses industri mereka sambil memberikan kualitas dan konsistensi.