Perbedaan Antara Fusion Welding dan Solid State Welding
Persyaratan untuk menggabungkan dua atau lebih komponen melekat pada manufaktur. Ada berbagai teknik penyambungan untuk merakit berbagai macam bahan dengan berbagai cara. Beberapa dari proses ini menyediakan sambungan permanen, sementara yang lain menyediakan sambungan sementara. Seperti riveting, coupling dan adhesive bonding, pengelasan juga merupakan salah satu proses penyambungan permanen. Menurut definisi, pengelasan adalah salah satu proses penyambungan dimana dua atau lebih komponen padat dapat bergabung secara permanen dengan pembentukan koalesensi dengan atau tanpa penerapan tekanan eksternal, panas dan logam pengisi. Jadi panas dan tekanan tidak wajib demi penyambungan dengan pengelasan; pada kenyataannya, mereka diterapkan sebagai alternatif. Jadi dalam beberapa proses pengelasan panas eksternal diterapkan; sementara dalam proses lain tekanan eksternal diterapkan. Berdasarkan hal ini, proses pengelasan dapat secara luas diklasifikasikan menjadi dua kelompok—pengelasan fusi dan pengelasan solid state.
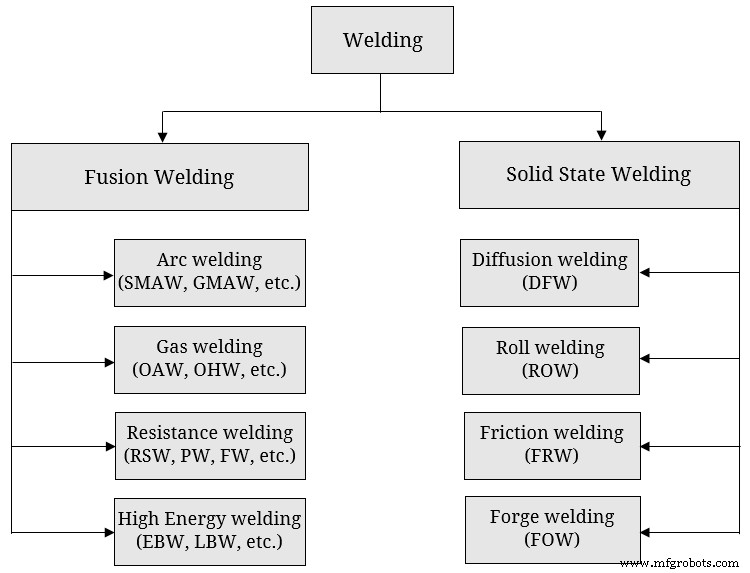
Dalam semua proses pengelasan di mana panas yang cukup diterapkan dari sumber eksternal untuk fusi atau peleburan permukaan faying dari komponen dasar untuk membentuk manik las disebut sebagai proses pengelasan fusi . Biasanya tidak ada tekanan yang diinginkan dalam proses seperti itu. Semua proses pengelasan busur, pengelasan gas, dan pengelasan resistansi berada di bawah pengelasan fusi. Perlu juga disebutkan bahwa pelelehan permukaan faying dari pelat dasar terjadi karena penerapan panas secara langsung dan bukan sebagai akibat dari tekanan, gesekan, dll.
Di sisi lain, dalam proses pengelasan solid state , tidak ada panas yang diterapkan secara langsung; sebaliknya tekanan yang cukup diterapkan dalam banyak kasus. Sebagai konsekuensi dari tekanan, panas dapat dihasilkan di zona kontak; namun, biasanya suhu ini tetap jauh di bawah titik leleh komponen dasar. Pengelasan difusi, pengelasan tempa, pengelasan ledakan, pengelasan tekanan, pengelasan gesekan, dll. adalah contoh dari kategori ini. Perbedaan penting antara pengelasan fusi dan pengelasan solid state diberikan di bawah ini dalam bentuk tabel.
Tabel:Perbedaan antara pengelasan fusi dan pengelasan solid state
| Pengelasan Fusi | Pengelasan Keadaan Padat |
|---|
| Dalam proses pengelasan fusi, permukaan faying dari komponen dasar meleleh untuk membentuk manik las. | Tidak ada pelelehan seperti itu; suhu permukaan faying selalu berada di bawah titik leleh bahan induk. |
| Panas diberikan secara langsung dari beberapa cara eksternal. Namun, tekanan tidak diperlukan. | Tidak ada panas yang langsung diterapkan untuk membantu penyambungan; sebaliknya, tekanan yang cukup diterapkan dalam banyak kasus. |
| Bahan pengisi eksternal, jika diperlukan, dapat diaplikasikan dengan mudah. | Proses pengelasan solid state sebagian besar bersifat autogenous dan juga logam pengisi tidak dapat diterapkan dengan mudah. |
| Zona terkena panas yang lebih luas (HAZ) ada di sekitar manik las karena masukan panas yang tinggi. | HAZ sempit karena tidak terjadi pelelehan. Dalam kebanyakan kasus, HAZ dapat diabaikan dan tidak memiliki masalah pada struktur yang dilas. |
| Karena pemanasan yang intens dan pencairan berikutnya, berbagai sifat mekanik dan metalurgi terpengaruh. | Sifat mekanik dan metalurgi tidak terlalu terpengaruh. |
| Menyambung logam yang berbeda dengan pengelasan fusi lebih mudah. | Menyambung logam yang berbeda dengan pengelasan solid state sangat sulit. |
| Distorsi tinggi terjadi karena masukan panas yang berlebihan. Perlengkapan yang tepat harus digunakan untuk menghindarinya. | Tingkat distorsi rendah dan biasanya tidak memerlukan tindakan pencegahan untuk menghindarinya. |
| Semua proses las busur, las gas, las tahanan, dan las energi intens adalah las fusi. | Pengelasan difusi, pengelasan tekanan, pengelasan gulungan, pengelasan dingin, pengelasan gesekan, pengelasan tempa, dll. adalah contoh pengelasan solid state. |
Mencairnya permukaan faying: Seperti namanya, dalam pengelasan fusi, permukaan faying dari komponen induk dibiarkan menyatu untuk membuat manik las atau koalesensi. Logam pengisi, jika diterapkan, juga meleleh dan bercampur dengan logam induk cair. Berlawanan dengan ini, tidak ada peleburan atau peleburan yang terjadi dalam pengelasan keadaan padat dan dengan demikian penyambungan terjadi saat komponen dalam keadaan padat. Meskipun karena penerapan tekanan dan gesekan secara simultan, suhu komponen induk dapat meningkat; namun, selalu tetap di bawah titik leleh logam tidak mulia dan dengan demikian tidak terjadi peleburan. Sebenarnya, inilah perbedaan utama antara dua jenis pengelasan.
Penerapan panas dan tekanan: Jelas bahwa panas harus diterapkan dari sumber eksternal dalam pengelasan fusi. Sumber panas ini dapat dari berbagai jenis seperti busur listrik dalam kasus pengelasan busur, pembakaran gas oxy-fuel dalam kasus pengelasan gas, pemanasan hambatan listrik dalam kasus pengelasan hambatan dan bahkan sinar energi yang intens seperti plasma, laser atau berkas elektron. dalam kasus PAW, BBLR atau EBW. Di sisi lain, proses pengelasan solid state biasanya membutuhkan penerapan tekanan. Tidak ada aplikasi panas langsung yang diinginkan; namun, panas dapat dihasilkan sebagai akibat dari tekanan, gesekan, dll.
Aplikasi bahan pengisi: Bahan pengisi diinginkan untuk mengisi celah akar yang ada di antara komponen induk. Berdasarkan aplikasi filler dan komposisinya, pengelasan dapat diklasifikasikan menjadi tiga kategori — autogenous, homogen dan heterogen. Ketika celah akar sangat kecil maka pengisi tidak diperlukan dan proses tersebut disebut sebagai autogenous. Pengelasan solid state biasanya dilakukan dalam mode autogenous. Di sisi lain ketika pengisi diterapkan dan komposisi metalurgi pengisi mirip dengan logam induk, itu disebut sebagai pengelasan homogen; sedangkan jika komposisi metalurgi filler berbeda dengan logam induk disebut las heterogen. Pengelasan fusi dapat dilakukan secara menguntungkan dalam ketiga mode; namun, tindakan pencegahan ekstra dan parameter optimal harus digunakan untuk bergabung dalam mode heterogen.
Keberadaan HAZ: Heat Affected Zone (HAZ) adalah lapisan sempit pada komponen yang dilas di sekitar manik las di mana material belum meleleh tetapi berbagai sifat fisik dan mekanik telah terpengaruh karena pemanasan dan pendinginan berikutnya. HAZ ini dianggap sebagai daerah yang lemah karena sangat rentan terhadap kegagalan mekanis dan kimia. Karena pemanasan ekstrim pada suhu di atas titik leleh bahan yang bersangkutan, HAZ yang lebih luas ada di sekitar manik las ketika komponen digabungkan dengan proses pengelasan fusi; sedangkan HAZ yang sempit (kadang-kadang dapat diabaikan) dapat diamati ketika komponen digabungkan dengan proses pengelasan solid state karena panas yang dihasilkan lebih sedikit selama pengelasan.
Perubahan sifat mekanik dan metalurgi: Berbagai sifat metalurgi seperti orientasi butir, struktur butir, cacat atom, dll biasanya terpengaruh selama pengelasan. Banyak sifat mekanik seperti kekuatan, kekerasan, ketangguhan, dll juga terpengaruh sebagai akibat dari perubahan metalurgi. Biasanya perubahan tersebut terkait dengan tingkat pemanasan dan pendinginan komponen selanjutnya. Dalam proses pengelasan fusi panas tinggi diterapkan dan bahan dilebur, sehingga proses tersebut dapat mengubah berbagai sifat ke tingkat yang ekstrim. Berlawanan dengan ini, perubahan seperti itu sangat kecil dan sebagian besar dalam batas yang dapat diterima ketika penyambungan dilakukan menggunakan proses pengelasan solid state.
Kemampuan penyambungan logam yang berbeda: Salah satu keuntungan terbesar dari pengelasan di antara semua proses penyambungan adalah penyambungan yang tahan bocor dan suara dari bahan yang berbeda. Namun, setiap proses pengelasan tidak cocok untuk tujuan ini. Karena penyambungan logam yang berbeda pada dasarnya adalah pengelasan heterogen, maka hanya sedikit proses pengelasan fusi yang dapat memenuhi persyaratan ini. Namun, membutuhkan perawatan yang ekstrim dan parameter proses yang optimal untuk mendapatkan sambungan yang baik. Pengelasan solid state sama sekali tidak cocok untuk penyambungan logam yang berbeda.
Tingkat distorsi pada struktur yang dilas: Karena ekspansi dan kontraksi yang tidak merata selama pemanasan dan pendinginan dalam pengelasan, struktur yang dirakit terdistorsi ke bidang yang berbeda yang menyebabkan cacat pengelasan. Distorsi tersebut dalam struktur bergabung menyebabkan ketidakakuratan dimensi dan bagian yang ditolak. Kecenderungan distorsi pada struktur yang dilas meningkat dengan meningkatnya masukan panas. Jadi jika perlengkapan yang tepat tidak digunakan atau teknik minimalisasi distorsi yang tepat (seperti las lewati, pra-pengaturan bagian-bagian dalam arah yang berlawanan, dll.) tidak diadopsi, maka bagian yang dilas fusi menunjukkan distorsi yang lebih tinggi daripada yang lain karena masukan panas lebih tinggi dalam kasus sebelumnya.
Contoh proses: Semua proses pengelasan busur (MMAW, GMAW, TIG, SAW, FCAW, ESW, dll), proses pengelasan gas (OAW, OHW, AAW, PGW, dll), proses pengelasan resistansi (RSW, RSEW, PW, PEW, FW , dll.) dan proses pengelasan sinar energi intens (PAW, LBM dan EBW) adalah contoh untuk pengelasan fusi. Pengelasan difusi (DFW), pengelasan tekanan (PW), pengelasan gulungan (ROW), pengelasan dingin (CW), pengelasan gesekan (FRW), pengelasan tempa (FOW), dll. adalah contoh pengelasan solid state.
Perbandingan ilmiah antara pengelasan fusi dan pengelasan solid state disajikan dalam artikel ini. Penulis juga menyarankan Anda untuk membaca referensi berikut untuk pemahaman topik yang lebih baik.
- Perbedaan antara pengelasan fusi dan pengelasan solid state menurut perbedaan.minaprem.com.
- Cacat Pengelasan oleh M. Preto (1
st
edisi, Aracne).
- Kimia Fisika Las Fusi oleh G. F. Deyev dan D. G. Deyev (1
st
edisi, DGD Press).


