Jig and Fixtures – Pengertian, Jenis, Keunggulan, Perbedaan
jig dan perlengkapan adalah cara ekonomis untuk menghasilkan jenis pekerjaan yang berulang dengan menggabungkan alat penahan pekerjaan dan alat pemandu khusus.
Definisi Jig dan Fixture
Jig dan perlengkapan adalah perangkat yang membantu meningkatkan kecepatan suku cadang identik sambil mengurangi jumlah upaya manusia diperlukan untuk memproduksi bagian-bagian ini. Telah dinyatakan bahwa mesin bubut tengah adalah alat mesin yang cocok untuk memproduksi bagian-bagian individu dari berbagai bentuk dan ukuran, tetapi penggunaannya untuk memproduksi barang serupa dalam jumlah besar akan menjadi tidak efisien.
Definisi jig and fixture diberikan di bawah ini :-
Jig
Gigi :Jig adalah perangkat yang memegang dan menempatkan benda kerja serta panduan dan kontrol satu atau lebih alat potong. Pekerjaan dipegang dan alat-alat dipandu sedemikian rupa sehingga mereka berada dalam posisi sebenarnya relatif satu sama lain.
Jig adalah pelat, struktur, atau kotak yang terbuat dari logam atau, dalam beberapa kasus, bukan logam yang memiliki ketentuan untuk menahan komponen pada posisi yang sama satu demi satu dan kemudian mengarahkan pahat pada posisi yang benar pada pekerjaan sesuai dengan gambar, spesifikasi, atau tata letak operasi.
Dengan kata lain, ini digunakan untuk memegang alat dan memandu alat pemotong .
Tujuan utama jig adalah untuk memberikan pengulangan, akurasi, dan pertukaran dalam pembuatan produk.
Beberapa hal penting yang perlu diingat tentang Jig:
Ini digunakan dalam unidimensional proses pemesinan seperti pengeboran, penyadapan, dan reaming, antara lain.
Sistem ini ringan dan memiliki bentuk kompleks .
Blok pengukur tidak diperlukan, dan biaya jig lebih tinggi.
Jig tidak dipasang pada meja mesin sampai diperlukan operasi besar.
Fitur
Perlengkapan adalah perangkat yang memegang dan menempatkan benda kerja selama pemeriksaan atau proses manufaktur. Fixture tidak bertindak sebagai panduan untuk alat. Perlengkapan dalam konstruksi adalah berbagai perangkat penahan pekerjaan standar atau yang dirancang khusus yang dijepit pada meja mesin untuk menahan pekerjaan pada posisinya. Alat disesuaikan secara manual atau dengan pengukur ke posisi yang diperlukan pada pekerjaan.
Dengan kata lain, perlengkapan hanyalah perangkat penahan kerja yang menahan, menopang, dan menempatkan benda kerja di posisi yang diinginkan untuk operasi apa pun.
Fungsi utama perlengkapannya adalah menahan dan temukan benda kerja selama operasi pemesinan , serta untuk memberikan pengulangan, akurasi, dan pertukaran dalam pembuatan produk.
Beberapa poin penting tentang jadwal pertandingan:
Fitur digunakan dalam proses pemesinan multidimensi seperti penggilingan, penggilingan, dan pembubutan.
Sistem ini ternyata memiliki bobot yang berat dan memiliki desain yang sederhana.
Blok pengukur disediakan untuk penanganan yang mudah, dan harganya masuk akal.
Jadwal memiliki alat khusus yang digunakan dalam mesin penggilingan, pembentuk, dan mesin slotting.
Fiturnya terlampir ke meja mesin.
Perbedaan Antara Jig dan Fixture
Berikut ini adalah perbedaan mendasar antara jig dan fixture . 1. Fixture menahan dan memposisikan pekerjaan tetapi tidak memandu pahat, sedangkan jig menahan, menempatkan dan juga memandu pahat. 2. Perlengkapan umumnya lebih berat dalam konstruksi dan dibaut dengan kaku di atas meja mesin, sedangkan jig dibuat lebih ringan untuk penanganan yang lebih cepat, dan menjepit dengan meja seringkali tidak diperlukan. 3. Perlengkapan digunakan untuk menahan pekerjaan dalam operasi penggilingan, penggilingan, perencanaan, atau pembubutan, sedangkan jig digunakan untuk menahan pekerjaan dan memandu alat terutama dalam operasi pengeboran, reaming atau taping.
Perbedaan Antara Jig dan Fixture dalam Bentuk Tabular
Jig
Perlengkapan
Ini memandu alat pemotong.
Itu tidak memandu alat pemotong.
Sebagian besar terpasang ke mesin tabel.
Itu selalu melekat pada meja mesin.
Jig umumnya lebih ringan dari perlengkapannya.
Fitur umumnya lebih berat dari Jig.
Jig foot digunakan dalam konstruksinya.
Tidak ada kaki seperti itu yang digunakan dalam konstruksinya.
Semak digunakan dalam jig untuk membimbing alat pemotong.
Semak tidak digunakan dalam perlengkapan.
Ini khusus digunakan untuk pengeboran, operasi reaming &membosankan.
Ini khusus digunakan untuk penggilingan, berputar, menggiling operasi.
Jig banyak digunakan pada pengeboran mesin.
Perlengkapan banyak digunakan dalam penggilingan, penggilingan mesin.
Jig lebih mahal.
Biaya perlengkapan lebih murah dibandingkan dengan jig.
Desain yang rumit.
Desain yang tidak terlalu rumit.
Elemen Jig dan Fixture
Elemen utama jig and fixture berikut :-
1. Tubuh :- Ini adalah pelat, kotak, atau struktur rangka tempat komponen mesin berada. Itu harus sangat kuat dan kaku.
2. Menemukan elemen :- Elemen-elemen ini berfungsi untuk menempatkan benda kerja pada posisi yang tepat dalam kaitannya dengan pahat potong.
3. Elemen penjepit :- Komponen ini mengamankan benda kerja dengan kuat pada posisi yang diinginkan.
4. Elemen penggilingan dan pengaturan :- Elemen jig dan perlengkapan ini memandu pahat pemotong dalam kasus jig dan membantu kerja pahat yang tepat dalam kasus perlengkapan.
5. Elemen pemosisian :- Elemen ini mencakup berbagai perangkat pengencang yang digunakan untuk mengamankan jig atau perlengkapan ke mesin pada posisi yang tepat.
6. Elemen pengindeksan :- Mereka tidak selalu disediakan. Namun, banyak benda kerja mungkin perlu diindeks ke posisi yang berbeda untuk melakukan operasi pemesinan pada permukaan yang berbeda atau di lokasi yang berbeda. Dalam kasus seperti itu, elemen-elemen ini harus dimasukkan ke dalam jig atau fixture.
Komponen
Komponen aktual atau benda kerja harus dibeli dan dipelajari untuk memutuskan urutan operasi yang akan dilakukan dan mengevaluasi detail desain jig dan perlengkapan lainnya. Salah satu permukaan kerja dikerjakan dengan mesin untuk bertindak sebagai datum permukaan dari mana semua pengukuran lainnya diambil.
Jenis Jig dan Fixture
Kualitas, jenis dan kerumitan jig dan perlengkapan yang digunakan tergantung pada jenis pekerjaan yang akan dikerjakan dengan mesin dan skala produksi yang diperlukan untuk minuman selam sederhana dijelaskan di bawah ini.
Jenis Jig
Templat jig
Gerakan piring
Channel jig
Diameter jig
Daun jig
Rung jig
Kotak jig
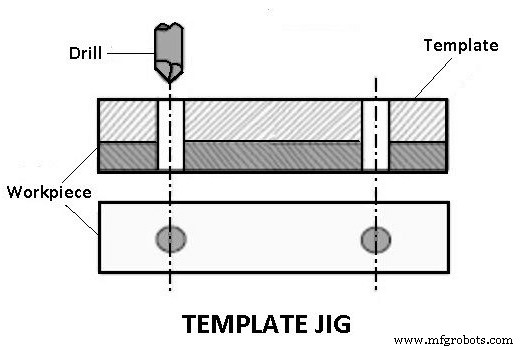
1. Jig Template
jig template adalah yang paling sederhana dari semua jenis jig. Pelat, yang memiliki dua lubang, bertindak sebagai templat yang dipasang pada komponen yang akan dikerjakan. Bor dipandu melalui lubang template, dan lubang yang diperlukan dibor pada benda kerja pada posisi relatif yang sama seperti pada template.
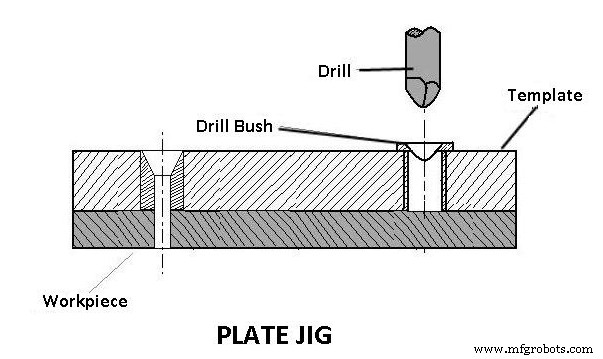
2. Jig Piring
Sebuah jig piring adalah jig template yang ditingkatkan yang menggabungkan semak bor pada templat. Jig pelat digunakan untuk mengebor lubang di sebagian besar sekaligus menjaga jaraknya tetap akurat.
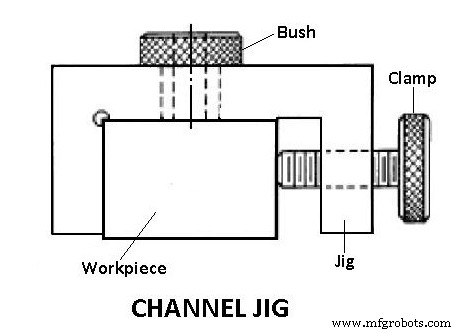
3. Guncangan saluran
Sebuah jig saluran adalah jig sederhana dengan penampang seperti saluran . Komponen dimasukkan ke dalam saluran dan dijepit dengan memutar knurled knob. Semak bor dipandu oleh alat.
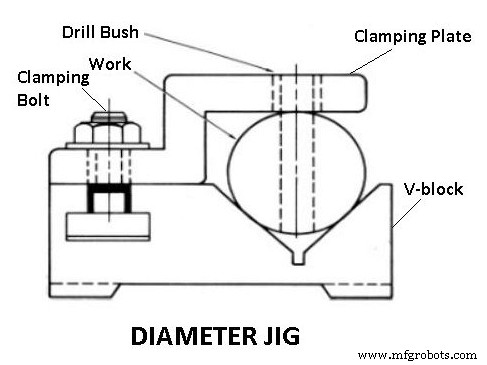
4. Jig Diameter
Sebuah jig diameter adalah alat untuk mengebor lubang radial dalam benda kerja berbentuk silinder atau bola.
Gambar 1 menunjukkan diameter jig. Pekerjaan 1 ditempatkan pada blok V tetap 6 dan dijepit oleh pelat penjepit 7, yang juga berfungsi sebagai pencari pekerjaan. Pahat dipandu melalui semak bor 8, yang diposisikan secara radial terhadap pekerjaan.
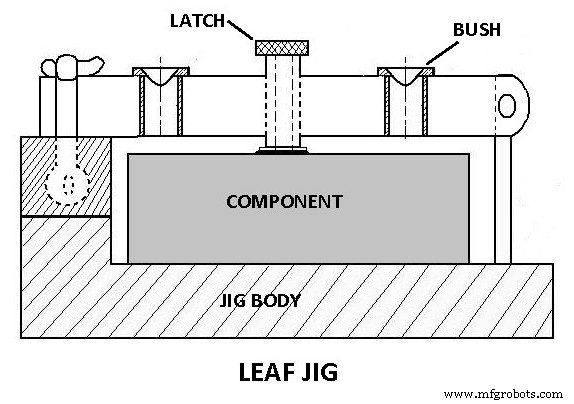
5. Daun Jig
jig daun memiliki daun yang dapat dibuka atau ditutup pada pekerjaan bongkar muat.
Jig daun ditunjukkan pada gambar di atas. Ini memiliki daun atau pelat 13 berengsel pada tubuh di 11, dan daun dapat diayunkan terbuka atau tertutup pada pekerjaan untuk tujuan pemuatan atau pemuatan. Pekerjaan 1 terletak dengan tombol 10 dan ditahan di tempatnya dengan sekrup set 12. Bushing bor 3 mengarahkan pahat.
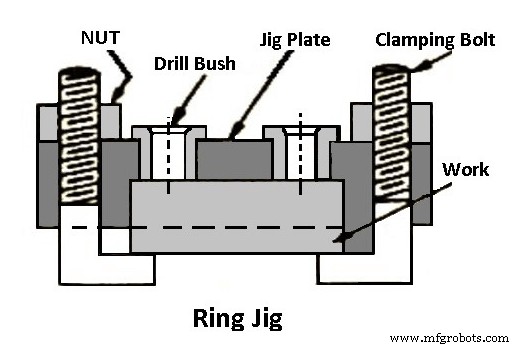
6. Ring Jig
Sebuah ring jig digunakan untuk mengebor lubang di bagian bergelang melingkar . Pekerjaan dijepit dengan aman ke badan bor, dan lubang dibor dengan alat pemandu melalui semak bor.
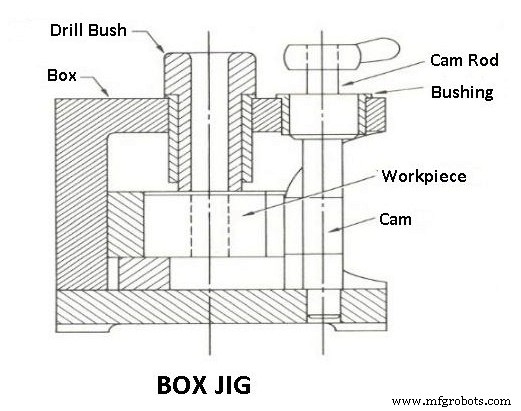
7. Jig Kotak
Sebuah jig kotak adalah struktur seperti kotak yang menahan benda kerja secara kaku sehingga dapat dibor atau dikerjakan dari sudut yang berbeda pada satu pengaturan tergantung pada permukaan jig mana yang diputar ke arah pahat.
Jenis Jadwal
Berikut adalah jenis perlengkapan :-
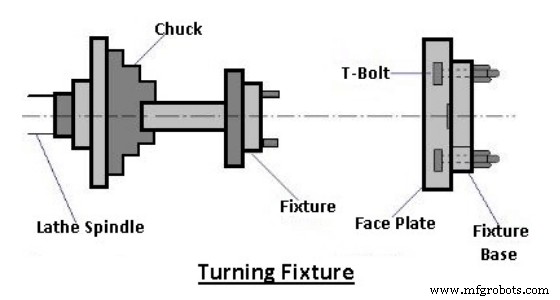
1. Perlengkapan Belok
Perlengkapan ini biasanya dipasang pada hidung spindel mesin atau pelat muka, dan benda kerja ditahan di tempatnya. Bila perlu, perlengkapan mungkin memerlukan penyeimbang untuk menyeimbangkan perlengkapan yang tidak seimbang.
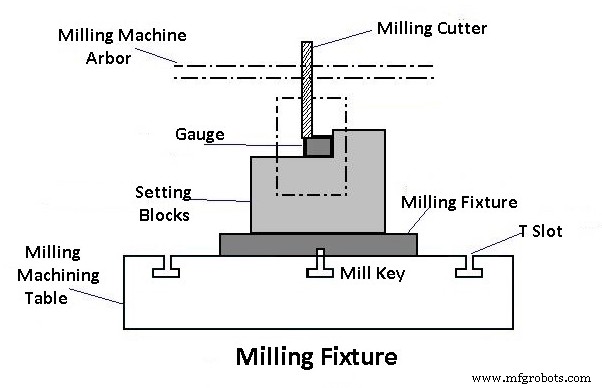
2. Perlengkapan Penggilingan
Perlengkapan penggilingan biasanya dipasang pada hidung atau pelat muka spindel mesin, dan benda kerja ditahan di tempatnya. Meja telah digeser dan diposisikan dengan benar dalam kaitannya dengan pemotong. Sebelum memulai operasi, benda kerja ditempatkan di dasar fixture dan dijepit.
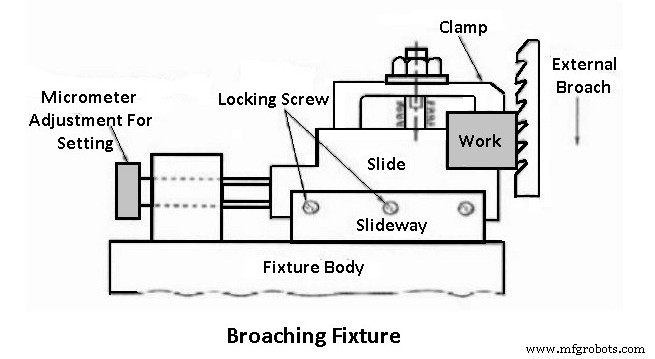
3. Jadwal Broaching
Perlengkapan pembahasan digunakan pada berbagai jenis mesin broaching untuk mencari, menahan, dan menopang benda kerja selama operasi seperti broaching alur pasak, broaching lubang, dll.
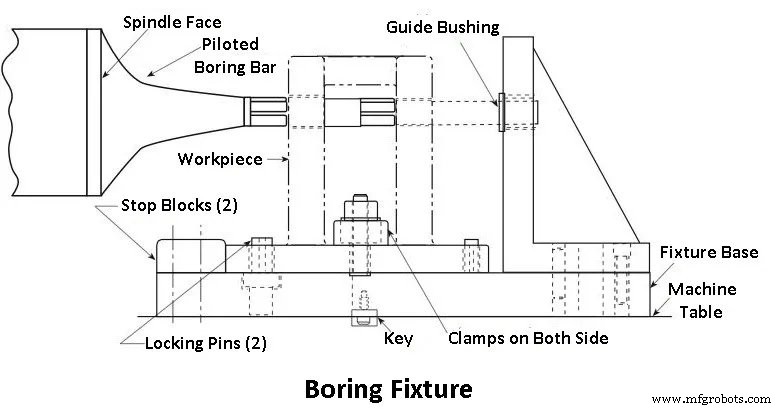
4. Jadwal Membosankan
Perlengkapan ini menggabungkan hampir semua prinsip umum desain jig dan perlengkapan; konstruksinya tidak perlu sekokoh perlengkapan penggilingan, karena tidak harus menanggung beban pemotongan yang berat seperti perlengkapan penggilingan, karena tidak harus menanggung beban pemotongan yang berat seperti operasi penggilingan.
5. Perlengkapan Penggilingan
Perlengkapan dari berbagai jenis digunakan dalam mesin gerinda untuk menemukan, menahan, dan menopang benda kerja selama operasi. Perlengkapan ini dapat berupa perangkat penahan kerja standar seperti chuck, mandrels, shaped jaw chuck, magnetic chuck, dan sebagainya.
Penggiling permukaan vertikal dengan meja putar, misalnya, biasanya memiliki perlengkapan putar yang diamankan ke mejanya. Demikian pula, pada penggiling permukaan dengan meja bolak-balik, perlengkapan polos atau tali dapat disediakan. Attachment gerinda bor adalah contoh nyata dari perlengkapan standar yang digunakan untuk mengebor gerinda geometri.
Apapun jenis perlengkapan yang digunakan untuk gerinda, perlengkapan tersebut harus memiliki ketentuan untuk suplai dan keluar cairan pendingin, pemasangan meja rias roda, dan, jika perlengkapan berputar, itu harus seimbang dengan benar.
Jenis perlengkapan ini mungkin merupakan perangkat penahan kerja standar, seperti mandrel, chuck, chuck dengan rahang berbentuk, chuck magnetik, dll.
6. Perlengkapan Tapping
Perlengkapan penyadapan dirancang khusus untuk memposisikan dan mengamankan benda kerja yang identik dengan aman untuk memotong ulir internal di lubang bor. Komponen yang bentuknya aneh dan tidak seimbang akan selalu memerlukan penggunaan perlengkapan tersebut, terutama jika operasi penyadapan harus diulang pada skala massal pada bagian tersebut.
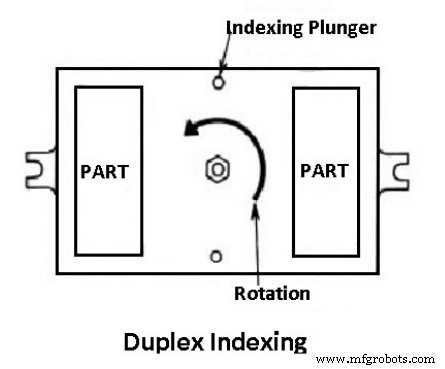
7. Perlengkapan Dupleks
Ini adalah nama yang diberikan untuk perlengkapan yang memegang dua komponen serupa pada saat yang sama dan memungkinkan mereka untuk dikerjakan di dua stasiun terpisah pada waktu yang sama. Sementara satu benda kerja dikerjakan di satu stasiun.
Kedua operasi mungkin serupa atau berbeda tergantung pada kebutuhan. Ketika pemesinan di kedua stasiun selesai, perlengkapan diindeks hingga 180 derajat, mentransfer komponen pertama ke stasiun kedua untuk operasi kedua dan komponen jadi ke stasiun pertama.
Komponen yang telah selesai kemudian diunggah di sini, diganti dengan komponen baru, dan operasi pertama dilakukan di dalamnya. Siklus ini berulang tanpa batas, memungkinkan produksi massal komponen dengan kecepatan relatif tinggi.
8. Perlengkapan Pengelasan
Perlengkapan pengelasan yang dirancang dengan hati-hati untuk menahan dan menopang berbagai komponen yang akan dilas di lokasi yang tepat sambil mencegah distorsi pada struktur yang dilas.
Untuk ini, elemen lokasi harus ditempatkan dengan hati-hati; penjepitan harus ringan tetapi kuat, dan elemen penjepit harus ditempatkan jauh dari area pengelasan. Untuk menahan tekanan pengelasan, perlengkapan harus cukup stabil dan kaku.
9. Perlengkapan Perakitan
Tujuan Perlengkapan perakitan adalah untuk menahan berbagai komponen bersama-sama dalam posisi relatif yang tepat selama perakitan. Dua atau lebih pelat baja, misalnya, dapat disatukan dalam posisi relatif dan terpaku.
Perlengkapan perakitan mekanis adalah yang digunakan untuk menahan komponen saat melakukan operasi mekanis. Sebaliknya, ada jenis perlengkapan lain di mana komponen ditahan untuk penyambungan, seperti perlengkapan las, yang juga merupakan perlengkapan perakitan, tetapi hanya untuk penyambungan panas.
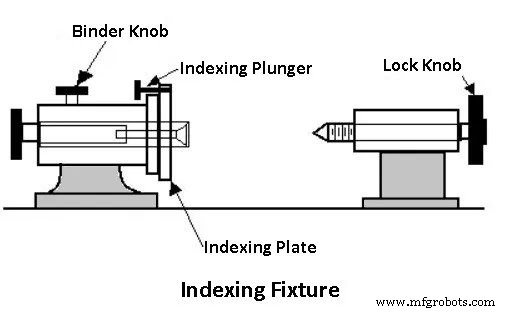
10. Jadwal Pengindeksan
Beberapa komponen harus dikerjakan pada berbagai permukaan sehingga permukaan atau bentuknya yang dikerjakan memiliki jarak yang merata. Elemen-elemen tersebut harus diindeks dalam jumlah yang sama dengan jumlah permukaan yang akan dikerjakan. Perangkat penahan (jig atau fixture) yang digunakan dirancang untuk mengakomodasi mekanisme pengindeksan. Fitur pengindeksan adalah perlengkapan yang berisi perangkat semacam itu.
Prinsip Jig dan Fixture
Desain jig atau fixture yang berhasil tergantung pada analisis beberapa faktor yang harus dipelajari dengan cermat sebelum pekerjaan sebenarnya dilakukan. Berikut ini adalah faktor penting yang harus dipertimbangkan dalam mendesain jig atau fixture :
1. Studi komponen. 2. Mempelajari jenis dan kapasitas mesin. 3. Studi tentang elemen lokasi. 4. Studi pengaturan bongkar muat. 5. Studi pengaturan penjepitan. 6. Studi perangkat daya untuk mengoperasikan elemen penjepit. 7. Studi jarak bebas yang diperlukan antara jig dan komponen. 8. Studi perangkat pengindeksan. 9. Studi tentang pemandu pahat dan elemen pengaturan pemotong. 10. Studi tentang pengaturan anti-bodoh. 11. Studi perangkat pelontar. 12. Studi tentang pengaturan penghapusan swarf. 13. Studi tentang program kekakuan dan getaran. 14. Studi tentang pengaturan pemasangan meja. 15. Mempelajari perangkat keselamatan. 16. Mempelajari metode pembuatan jig base, body atau frame.
Keuntungan Jig dan Fixture
Berikut ini adalah keuntungan menggunakan jig and fixture dalam pekerjaan produksi massal. 1. Ini menghilangkan penandaan, pengukuran, dan metode pengaturan lainnya sebelum pemesinan. 2. Ini meningkatkan akurasi pemesinan, karena benda kerja ditempatkan secara otomatis dan pahat dipandu tanpa melakukan penyesuaian manual. 3. Ini memungkinkan produksi bagian identik yang dapat dipertukarkan. Ini memfasilitasi operasi perakitan. 4. Ini meningkatkan kapasitas produksi dengan memungkinkan sejumlah benda kerja untuk dikerjakan dalam satu set up, dan dalam beberapa kasus sejumlah alat dapat dibuat untuk beroperasi secara bersamaan. Waktu penanganan sangat berkurang karena pengaturan panas dan lokasi pekerjaan. Kecepatan, umpan, dan kedalaman potong untuk pemesinan dapat ditingkatkan karena kekakuan penjepitan jig dan perlengkapan yang tinggi. 5. Ini mengurangi tenaga kerja operator dan akibatnya kelelahan karena operasi penanganan diminimalkan dan disederhanakan. 6. Ini mencapai operator semi-terampil untuk melakukan operasi sebagai operasi pengaturan alat dan pekerjaan mekanis. Ini menghemat biaya tenaga kerja. 7. Ini mengurangi pengeluaran untuk kontrol kualitas produk jadi. 8. Ini mengurangi keseluruhan biaya pemesinan dengan mengotomatiskan sebagian atau seluruh proses.
Kekurangan Jig dan Fixture
Ada kemungkinan akan memburuk seiring waktu.
Lainnya adalah biaya penyiapan awal yang tinggi (dan waktu).
Dan itu bisa menggunakan banyak bahan dan besar.
Aplikasi Jig and Fixtures
Untuk produksi massal suku cadang mobil.
Pemeriksaan bagian dalam produksi berkelanjutan di industri manufaktur.
Memotong batangan di pabrik baja.
Dalam industri pendingin, ini digunakan.
Dalam proses perakitan Pompa, digunakan.
Untuk mengebor flensa &mengebor lubang ke sudut yang diperlukan.
Untuk pemesinan multi-spindel.
Jig digunakan untuk pengeboran massal, reaming, dan tapping.
Untuk memandu alat untuk kontur pemesinan.
Perlengkapan yang digunakan untuk penggilingan, pembubutan massal, dan operasi penggilingan.
Bahan yang digunakan untuk Jig and Fixtures
Bahan-bahan berikut digunakan untuk membuat Jig and Fixtures:
Baja yang dikeraskan
Besi cor abu-abu
Plastik
Karbida
Resin epoksi
Baja tahan karat
Perunggu
Baja paduan leleh rendah
Jadi kami telah membahas semua hal yang berkaitan dengan jig dan perlengkapan termasuk elemen, jenis, kelebihan, kekurangan, dan bahan yang digunakan untuk jig dan perlengkapan.
Jika Anda menyukai artikel ini, silakan bagikan dengan teman-teman Anda dan berikan tanggapan Anda di bagian komentar.