Dalam artikel ini kita akan mempelajari tentang cacat pengecoran dan apa saja jenis cacat pengecoran .
Apa itu Cacat Casting?
Cacat Casting :Ini adalah ketidakteraturan yang tidak diinginkan yang muncul dalam pengecoran selama proses pengecoran logam. Cacat pada pengecoran logam dapat terjadi karena berbagai alasan atau dari berbagai sumber. Kami akan membahas semua bentuk utama kesalahan casting di artikel ini. Beberapa kekurangan mungkin diabaikan atau ditoleransi, sementara yang lain tidak dapat diterima dan harus diperbaiki agar bagian-bagian tersebut berfungsi dengan baik.
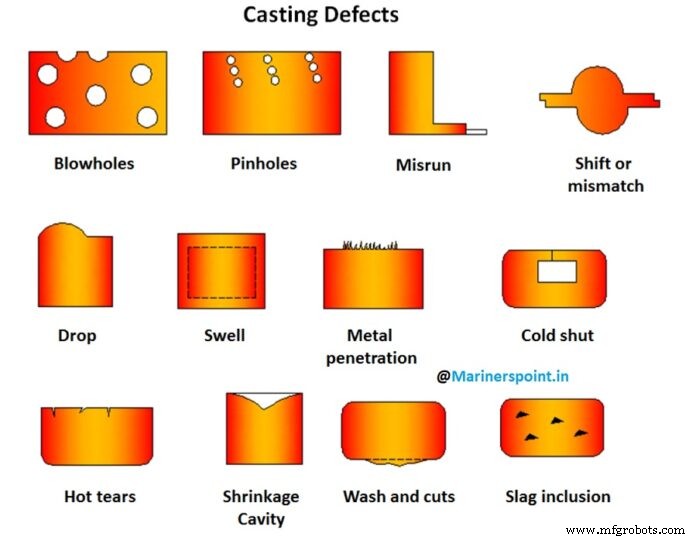
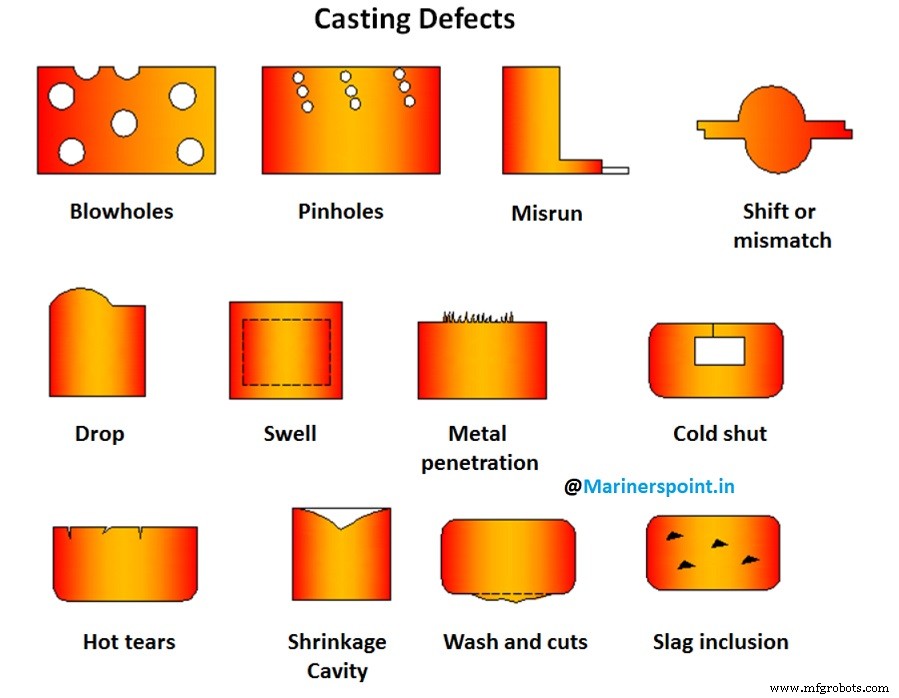
Jenis Cacat Pengecoran
Pengecoran pasir, khususnya, tunduk pada cacat tertentu yang dalam pengecoran yang dirancang dengan baik, dapat dikendalikan dengan teknik pengecoran yang tepat, tetapi tidak sepenuhnya dapat dicegah. Namun , jenis cacat pengecoran yang umum ditemukan, penyebab dan pengobatannya dijelaskan di bawah ini.
1. Pergeseran
Ini adalah cacat eksternal dalam casting disebabkan karena salah penempatan inti atau ketidakcocokan bagian atas dan bawah pengecoran biasanya pada garis perpisahan. Mis-alignment dari termos kemungkinan penyebab lain pergeseran.
Cacat pengecoran ini dapat dicegah dengan memastikan keselarasan yang tepat dari pola atau bagian cetakan, kotak cetakan, pemasangan pola yang benar pada pelat pola, dan pemeriksaan labu, penempatan pin, dll. sebelum digunakan.
2.Warpage
Warpage adalah deformasi yang tidak disengaja dan tidak diinginkan dalam casting yang terjadi selama atau setelah pemadatan. Karena tingkat pemadatan yang berbeda pada bagian yang berbeda dari pengecoran, tegangan diatur di dinding yang bersebelahan sehingga menghasilkan lengkungan di area ini. Besar dan datar bagian atau bagian berpotongan seperti rusuk sangat rentan terhadap lengkungan.
Solusinya adalah dengan menghasilkan area yang luas dengan konstruksi bergelombang, bergelombang, atau menambahkan rusuk atau bentuk seperti rusuk yang cukup, untuk memberikan tingkat pendinginan yang sama di semua area. Desain casting yang tepat dapat sangat membantu dalam mengurangi lengkungan casting.
3.Sirip
Sebuah proyeksi tipis dari logam, tidak dimaksudkan sebagai bagian dari pengecoran, disebut sirip. Sirip biasanya terjadi pada bagian cetakan atau bagian inti. Cetakan dan inti yang tidak dipasang dengan benar akan menyebabkan sirip. Pembobotan cetakan yang tidak memadai, atau penjepitan labu yang tidak tepat dapat menghasilkan sirip lagi.
Solusinya terletak pada penggunaan beban yang cukup pada bagian atas cetakan sehingga kedua bagian tersebut menyatu dengan erat, dan perakitan cetakan dan inti yang benar yang digunakan untuk pengecoran.
4. Membengkak
Pembengkakan adalah pembesaran rongga cetakan oleh tekanan logam, menghasilkan pembesaran lokal atau keseluruhan dari pengecoran. Ini disebabkan oleh serudukan cetakan yang tidak tepat atau cacat. Untuk menghindari gelombang, pasir harus ditabrak dengan benar dan merata.
5.Lubang sembur
Lubang tiup halus, lubang bundar muncul dalam bentuk sekelompok sejumlah besar lubang kecil di bawah permukaan coran. Ini adalah gelembung gas yang terperangkap dengan dinding halus. Lubang tiup disebabkan oleh kelembapan yang berlebihan di pasir, atau saat permeabilitas pasir rendah, butiran pasir terlalu halus, pasir terbentur terlalu keras, atau saat ventilasi tidak mencukupi.
Untuk mencegah lubang sembur, kadar air dalam pasir harus diatur dengan baik, pasir dengan ukuran butir yang tepat harus digunakan, serudukan tidak boleh terlalu keras, dan ventilasi harus memadai.
6.Lepaskan
Penurunan terjadi ketika permukaan atas cetakan retak, dan potongan pasir jatuh ke dalam logam cair. Hal ini disebabkan oleh kekuatan yang rendah dan ramming yang lembut dari pasir, fluxing yang tidak mencukupi dari logam cair dan perkuatan yang tidak memadai dari proyeksi pasir di dalam cop. Faktor-faktor di atas dihilangkan untuk menghindari drop.
7.Kotoran
Dalam beberapa kasus, partikel kotoran dan pasir tertanam di permukaan pengecoran. Hal ini disebabkan oleh hancurnya cetakan karena penanganan yang tidak tepat, pencucian pasir dan adanya partikel terak dalam logam cair.
Kotoran dapat dicegah memasuki rongga cetakan dengan fluks yang tepat dan penggunaan perangkap kotoran.
8.Sarang madu atau sponginess
Ini adalah cacat pengecoran eksternal yang terdiri dari sejumlah rongga kecil di dekat. Honey-combing disebabkan oleh kotoran atau "goresan" yang tertahan secara mekanis dalam suspensi dalam logam cair, dan disebabkan oleh skimming yang tidak sempurna pada sendok.
Obatnya adalah dengan mencegah pencucian pasir dan menghilangkan partikel terak yang ada dalam logam cair dengan cara skimming yang tepat di sendok.
9.Penetrasi Logam dan Permukaan Kasar
Cacat dalam casting ini muncul sebagai permukaan luar casting yang tidak rata dan kasar. Penetrasi logam antara butiran pasir terjadi karena kekuatan yang rendah, ukuran butir yang besar, permeabilitas yang tinggi dan ramming pasir yang lembut. Perbaikan melibatkan menghilangkan penyebab yang disebutkan di atas.
10.Lubang Pasir
Lubang pasir ditemukan di permukaan luar atau di dalam coran. Mereka disebabkan oleh pencucian pasir yang lepas ke dalam rongga cetakan dan menyatu ke bagian dalam pengecoran atau penuangan logam cair yang cepat. Lubang pasir dicegah dengan pembersihan cetakan yang benar dan penuangan logam cair secara hati-hati.
11.Lubang Pin
Pinholes adalah banyak lubang kecil, biasanya kurang dari 2 mm, terlihat pada permukaan coran yang dibersihkan dengan shot blasting. Cacat pengecoran ini disebabkan oleh pasir dengan kadar air yang tinggi, penyerapan gas hidrogen atau karbon monoksida atau ketika baja dituangkan dari sendok basah atau tidak cukup gasifikasi.
Cacat pengecoran ini dapat diminimalkan dengan menggunakan praktik peleburan dan fluks yang baik, dengan mengurangi kadar air pasir cetakan dan mengurangi permeabilitasnya, dan dengan meningkatkan laju pemadatan yang cepat.
12.Kudis
Keropeng adalah semacam proyeksi pada pengecoran yang terjadi ketika sebagian aliran permukaan cetakan atau inti terangkat dan logam di bawahnya dalam lapisan tipis. Dengan kata lain, logam cair menembus di balik lapisan permukaan pasir. Keropeng dapat diidentifikasi sebagai tonjolan kasar dan tidak beraturan pada permukaan yang mengandung pasir tertanam.
Cacat pengecoran ini disebabkan oleh penggunaan pasir yang terlalu halus, pasir yang memiliki permeabilitas dan kadar air yang rendah, dan oleh cetakan yang tidak rata atau aliran logam cair yang terputus-putus atau lambat di atas permukaan pasir sehingga menghasilkan pemanasan lokal yang intens.
Mencampur aditif seperti tepung kayu, batu bara laut, atau dekstrin, ke dalam pasir merupakan salah satu langkah yang akan menghilangkan cacat tersebut dalam pengecoran.
13.Rongga Penyusutan
Rongga susut adalah rongga atau depresi pada pengecoran yang disebabkan terutama oleh pemadatan atau logam yang tidak terkontrol dan serampangan. Ini juga dapat menyebabkan suhu penuangan terlalu tinggi.
Cacat pengecoran ini dapat dihilangkan dengan menerapkan prinsip pemadatan terarah dalam desain cetakan dan dengan penggunaan chill, padding, dll yang bijaksana.
14.Air Mata Panas (Menarik)
Mereka adalah retakan internal atau eksternal yang memiliki tepi kasar yang terjadi segera setelah logam mengeras. Air mata panas dapat dihasilkan jika pengecoran dirancang dengan buruk dan perubahan penampang yang tiba-tiba terjadi, tidak ada fillet yang tepat dan jari-jari sudut yang disediakan, dan pendinginan yang salah ditempatkan. Temperatur penuangan yang tidak tepat dan penempatan yang tidak tepat atau gerbang dan riser dan serudukan yang keras juga dapat menyebabkan air mata panas.
Desain yang ditingkatkan, pemadatan terarah yang tepat, laju pendinginan yang merata, suhu penuangan yang benar, dan kontrol kekerasan cetakan menghilangkan air mata panas.
15.Tutup Dingin dan Misrun
Penutup dingin adalah cacat eksternal dalam pengecoran yang terbentuk karena fusi yang tidak sempurna dari dua uap logam di rongga cetakan atau bagian pola yang tidak sama yang dirakit bersama. Cacat pengecoran ini mungkin tampak seperti retakan atau jahitan dengan tepi membulat. Pengecoran yang salah adalah pengecoran yang kurang lengkap karena kegagalan logam untuk mengisi rongga cetakan.
Alasan untuk cold close atau misrun mungkin karena bagian dan ketebalan dinding yang terlalu tipis, sistem saluran yang tidak tepat, pola yang rusak, penuangan yang lambat dan terputus-putus, fluiditas logam yang buruk yang disebabkan oleh suhu penuangan yang rendah, komposisi paduan yang tidak tepat, dll. Penggunaan logam yang lebih panas, sering inspeksi dan penggantian pola dan kotak inti serta desain pengecoran yang tepat dengan mengingat prinsip dasar saluran adalah beberapa langkah yang dapat digunakan untuk menghilangkan cacat pengecoran cold close dan misrun.
16.Dituang Pendek
Bila rongga logam tidak terisi penuh pada satu kali penuangan, cacat tersebut disebut penuangan pendek. Logam yang cukup di sendok pada suhu yang tepat akan menghilangkan cacat ini pada pengecoran.
17.Kantong Udara Internal
Ini muncul sebagai lubang kecil di dalam coran dan disebabkan oleh penuangan logam yang mendidih atau penuangan logam cair yang cepat ke dalam cetakan. Kualitas logam yang rusak dan buruk, dan pasir yang terlalu lembab juga dapat membuat kantong udara. Temperatur penuangan logam cair yang tepat, kualitas logam yang tepat, dan pasir kering akan sangat meminimalkan cacat ini.
Kesimpulan
Kami membahas ketidakteraturan yang tidak diinginkan yang muncul dalam pengecoran selama proses pengecoran logam yang dikenal sebagai cacat pengecoran. Cacat dalam pengecoran dapat diminimalkan jika perawatan yang tepat dan tindakan pencegahan diambil. Cacat pengecoran menciptakan dampak negatif pada produksi secara keseluruhan dan karenanya pengetahuan yang tepat harus ada tentang jenis cacat pengecoran untuk meminimalkannya.